(54) УСТРОЙСТВО КОНТРОЛЯ ИСХОДНОГО ПОЛОЖЕНИЯ
КООРДИНАТ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА
НА СТАНКАХ с ПРОГРАММНЫМ УПРАВЛЕНИЕМ
1
Изобретение относится к станкостроению, где требуются средства контроля положения инструмента с автоматической коррекцией размерной настройки режущих инструментов на стенках с программным управлением.
Известно устройство для определения координат ре-жущих кромок инструмента, содержащее корпус, измерительный щуп, измерительный датчик и соединительный узел, соединяющий указанные щуп и датчик Х1К недостаткам известного устройства относятся сложная кинематическая схема соединительного узла, наличие больщого количества подвижных деталей, снижение надежности работы устройства.
Цель изобретения - упрощение конструкции и повышение надежности работы устройства.
Поставленная цель достигается тем, что измерительный щуп выполнен в виде полой трубки, на одном конце которой размещено основание для его консольного крепления, а на другом - плоские взаимно перпендикулярные площадки, предназначенные для контактирования с инструментом, причем
измерительный датчик расположен внутри щупа и выполнен в виде двух контактных колец и стержня, один конец которого расположен внутри этих колец с зазором, а другой - консольно закреплен на конце измерительного щупа со стороны плоских 5 взаимно перпендикулярных площадок.
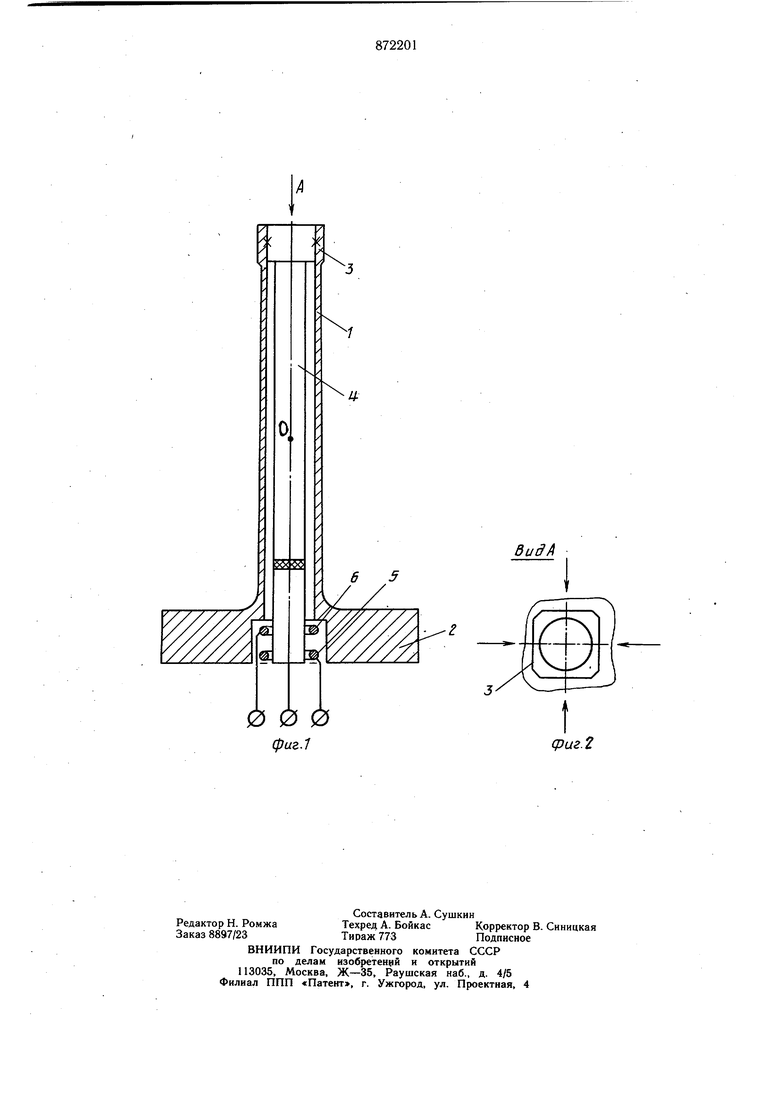
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
IQ Измерительный щуп 1 выполнен в виде полой трубки, на одном конце которой размещено основание для его консольного крепления 2, а на другом - плоские взаимно перпендикулярные площадки 3. Стержень 4 измерительного датчика и его два контактных кольца 5 и 6 расположены внутри щупа 1, причем один конец стержня, токопроводящий, расположен внутри этих колец с зазором, а другой - консольно закреплен на конце щупа 1 со стороны плоских взаимно перпендикулярных площадок 2. Контакт30ные кольца 5 и 6 изолированы друг от друга и от щупа 1.
Устройство работает следующим образом.
После его закрепления на станине станка по программе из устройства программного управления исполнительные приводы станка перемещают режущий инструмент до контактирования его с одной из площадок 3. При нажатии резцом на площадку щуп 1 устройства изгибается, его перемещение передается стержню 4 измерительного датчика, который, поворачиваясь вокруг условного центра О, замыкается с кольцом 6. Замыкание кольца 6 на стержень 4 вызывает останов исполнительных приводов станка. Координаты режущих кромок инструмента фиксируются устройством программного управления. Дальнейшее перемещение инструмента происходит в соответствии с программой обработки детали.
В случае аварийной ситуации, т. е. если останов исполнительных приводов не произощел по каким-либо причинам, при дальнейщем надавливании резцом на щуп 1 устройства происходит упругая деформация стержня 4 до замыкания его на кольцо 5. При его замыкании происходит срабатывание аварийной системы отключения станка.
Таким образом, предлагаемое устройство контроля выдает в устройство програмного управления электрические релейные сигналы на двух уровнях. Одним сигналом фиксируется исходное положение режущих кромок инструмента, другим - -наличие аварийного состояния. По второму сигналу происходит отключение исполнительных приводов станка в случае перемещения инструмента за контролируемую зону. Устранение большого количества взаимодействующих деталей, упрощение кинематической схемы приводит к упрощению конструкции устройства, уменьщению габаритов.
повышению надежности работы и его удешевлению. Это позволяет использовать предлагаемое устройство для контроля координат исходного положения режущих кромок
инструмента без ограничения технологических возможностей станка. Наличие двухуровневого релейного сигнала в предлагаемом устройстве позволит предотвратить аварийные ситуации, связанные с неконтролируемым перемещением режущего инструмента.
Формула изобретения
Устройство контроля исходного положения координат режущих кромок инструмента на станках с программным управлением, включающее измерительный щуп и измерительный датчик, отличающееся тем, что, с целью упрощения конструкции и повыщения
надежности работы устройства, измерительный щуп выполнен в виде полой трубки, на одном конце которой размещено основание для его консольного крепления, а на другом - плоские взаимно перпендикулярные площадки,- предназначенные для контактирования с инструментом, причем измерительный датчик расположен внутри щупа и выполнен в виде двух контактных колец и стержня, один конец которого расположен внутри этих колец с зазором, а другой
консольно закреплен на конце измерительного щупа со стороны плоских взаимно перпендикулярных площадок.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 549318, кл. В 23 Q 15/00, 1977. 000 фиг.1
ВидА (риг.2