Изобретение относится к машиностроению, в частности к обработке металлов резанием, и может быть использовано преимущественно в автоматизированных металлорежущих станках с адаптивным управлением - сверлильных, расточных, фрезерных, токарных и т. п. с вращающимся инструментом или обрабатываемым изделием.
Системы адаптивного управления станками известны и являются одним из эффективных средств повышения производительности обработки резанием, эффективности использования инструмента, качества выполнения операций и функционируют на основе информации о силовых характеристиках процесса резания, получаемых при обработке изделий на станках с использованием соответствующих измерительных средств. Средства для измерения составляющих силы резания и крутящего момента - динамометрические устройства - относятся к группе устройств для преобразования механической величины в электрический сигнал. Иными словами, измеряемый параметр через элементы упругой системы станка передается на чувствительный элемент, в котором преобразуется в механическое напряжение, деформацию или перемещение, величины которых с помощью измерительного преобразователя преобразуются в электрический сигнал. Этот сигнал после усиления и приведения к определенному виду подается на вход системы адаптивного управления. В качестве измерительного преобразователя наиболее широкое распространение в настоящее время получили тензорезисторные, индуктивные и магнитоупругие, обеспечивающие высокое и примерно одинаковое качество измерения.
В большинстве металлорежущих станков, и особенно в сверлильных основной силовой характеристикой, используемой для управления, в том числе и в адаптивных системах управления, является крутящий момент. Конструктивные варианты динамометрических устройств для измерения крутящего момента в настоящее время определяются двумя основными схемами, предполагающими использование в качестве чувствительного элемента для установки измерительных преобразователей либо одного из валов станка, в том числе шпинделя, либо одного из элементов привода (шкива, зубчатого колеса, муфты и т.п.). Использование в качестве чувствительного элемента для установки измерительных преобразователей элементов конструкции станка, например, участка шпинделя между его опорой и приводной шестерней, показало высокую чувствительность динамометрического устройства и надежную работу адаптивной системы управления, но при этом отмечался высокий уровень шумов, амплитуда которых составляла до 15% номинального сигнала. Снижение уровня шумов до приемных значений усложнит систему управления и приведет к увеличению постоянной времени срабатывания, которая может оказаться намного ниже быстродействия исполнительных приводов системы и снизит чувствительность динамометрического устройства [1].
Это недостаток устраняется выполнением чувствительного элемента в качестве промежуточного узла станка без нарушения требований к основным функциональным узлам с установкой на нем измерительных преобразователей динамометрического устройства для измерения крутящего момента.
Такой вариант динамометрического устройства с тензорезисторами использован в токарном станке с ЧПУ и адаптивным управлением RN63/315 SL - AC фирмы Cildemeister (ФРГ). Шпиндельный узел станка включает смонтированные в корпусе шпиндель и систему передачи вращения шпинделю от главного привода. Закрепленная на шпинделе приводная шестерня передачи имеет удлиненную ступицу, состоящую из двух концентрично расположенных деталей цилиндрической формы, соединенных между собой сварным швом на одном конце. Внутренняя деталь имеет форму сплошной трубы и обеспечивает передачу момента на шпиндель через шпонку. Наружная деталь, служащая чувствительным элементом динамометрического устройства, между шестерней и сварным швом имеет прямоугольные вырезы, разделенные ребрами (перемычками) прямоугольного сечения. На боковых гранях ребер наклеены тензорезисторы, соединенные в мостовую схему. На ступице шестерни также закреплены предварительный усилитель и подвижные катушки трансформаторного токосъемного устройства. Неподвижные катушки токосъемного устройства закреплены на корпусе. Для передачи полного крутящего момента через чувствительный элемент и его разгрузки от изгибающих сил между венцом шестерни и внутренней деталью ступицы установлен роликовый радиальный подшипник качения [2].
Не касаясь преимуществ такой конструкции шпиндельного узла, в сравнении с использованием в качестве чувствительных элементов для установки измерительных преобразователей непосредственно элементов конструкции станка, например участка шпинделя между его опорой и приводной шестерней, следует отметить в качестве одного из существенных недостатков подобных конструкций необходимость введения токосъемного устройства для снятия сигнала измерительных преобразователей с вращающихся элементов конструкции. Наладка токосъемных устройств при использовании подобных конструкций вызывает наибольшие трудности, требует привлечения для этой цели высококвалифицированных специалистов и все-таки не обеспечивает высокой надежности таких систем в эксплуатации, что сдерживает расширение их практического использования. В частности, для описанного выше шпиндельного узла [2] весь комплект динамометрического устройства изготавливает специализированная приборостроительная фирма "Филипс", а наибольшее трудности при использовании этого устройства связаны с наладкой токосъемного устройства.
Техническая задача изобретения - исключить этот недостаток, обеспечить простоту и высокую надежность передачи сигнала с измерительных преобразователей на блок управления, повысить эффективность систем адаптивного управления станками и упростить их в конструктивном отношении.
Это достигается тем, что в шпиндельном узле металлорежущего станка с адаптивным управлением, преимущественно для сверления глубоких отверстий, включающем смонтированные в корпусе шпиндель и элементы передачи вращения шпинделю от главного привода, в котором один из элементов указанной системы выполнен (закреплен) на одном конце удлиненной ступицы в виде цилиндрической втулки, другой конец которой жестко соединен с соответствующим элементом шпиндельного узла и на ней установлены измерительные преобразователи, включенные в систему адаптивного управления станком, в соответствии с данным изобретение система передачи вращения шпинделя от главного привода содержит в качестве выходного звена планетарную передачу, неподвижное коронное колесо которой выполнено (закреплено) на одном конце упомянутой ступицы, другой конец ступицы жестко соединен с корпусом, например, с помощью фланца.
Такой шпиндельный узел станка для сверления глубоких отверстий может иметь шпиндель в виде проходящего через корпус узла полого вала, передний (рабочий) конец которого соединен с устройством для закрепления сменного инструмента - оправкой с осевым каналом для подачи СОЖ в зону резания через канал инструмента, а второй конец шарнирно соединен с камерой системы подачи СОЖ.
Шпиндель такого узла может быть жестко соединен (или выполнен заодно) с водилом планетарной передачи и соосно установлен внутри приводного вала с центральной шестерней, выполненного полым, на подшипниках, а приводной вал установлен соосно с удлиненной ступицей коронного колеса и закреплен в ней с помощью подшипниковой опоры. Возможно также выполнение вала шпинделя заодно (или жестко соединенным) с центральной шестерней планетарной передачи, а приводным в этом случае должен быть вал водила, при этом вал водила выполнен полым, на шпинделе установлен на подшипниках и с помощью подшипниковой опоры соосно закреплен в удлиненной ступице коронного колеса у ее опорного торца.
Действительно, выполнение выходного звена системы передачи вращения шпинделю от главного привода в виде планетарной передачи с закреплением коронного колеса (или его выполнением) на одном конце удлиненной ступицы, жестко соединенной вторым концом с корпусом шпиндельного узла, позволяет получить чувствительный элемент, воспринимающий нагрузки на шпиндель от действия крутящего момента в процессе резания, свободный от воздействия посторонних нагрузок и при этом остающийся неподвижным. Это исключает необходимость применения токосъемных устройств для передачи электрического сигнала от измерительных преобразователей, установленных на чувствительном элементе, поскольку измерительные преобразователи в этом случае остаются неподвижными. При этом динамометрическое устройство системы адаптивного управления металлорежущим станком существенно упрощается в конструктивном отношении, становится более надежным и эффективным в эксплуатации. Отсутствие воздействия случайных и посторонних нагрузок на такой чувствительный элемент обеспечивает низкий уровень шумов при их незначительной амплитуде по сравнению с номинальным сигналом, что не требует усложнения системы управления и обеспечивает значение постоянной времени срабатывания выше уровня быстродействия исполнительных приводов, повышая чувствительность динамометрического устройства. Кроме того, чувствительный элемент - удельная ступица может быть изготовлен из материала с заданными свойствами без ущерба для свойств других функциональных элементов и узлов передачи. При этом возможны и различные конструктивные варианты выполнения передачи вращения шпинделю, указанные выше.
Таким образом, предлагаемый шпиндельный узел металлорежущего станка обеспечивает достижение поставленных целей.
Поскольку предлагаемый шпиндельный узел по сравнению с прототипом имеет указанные выше отличительные признаки, он должен быть признан отвечающим критерию изобретения "новизна". Отсутствие сведений об известности использования указанных отличительных признаков в этой же или в смежных областях техники позволяет признать заявляемый объект соответствующим критерию изобретения "изобретательский уровень". Отсутствие препятствий технического, технологического или иного порядка для промышленной реализации заявляемого объекта делает его соответствующим критерию изобретения "промышленная применимость".
На фиг. 1 показан вариант конструкции шпиндельного узла металлорежущего станка в соответствии с изобретением, преимущественно для выполнения глубоких отверстий, в котором вал шпинделя выполнен заодно с водилом планетарной передачи;
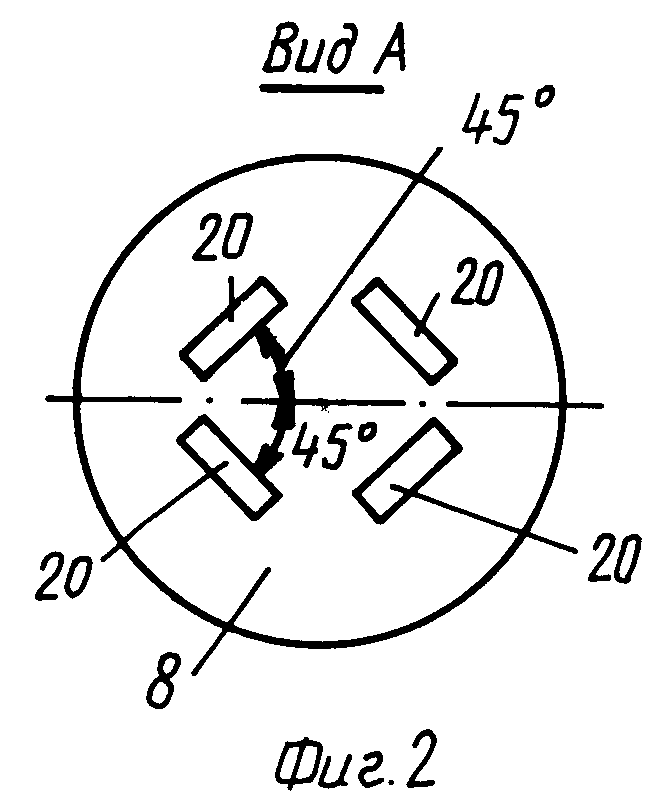
на фиг. 2 - вид A на фиг. 1, поясняющий установку тензорезисторных датчиков (измерительных преобразователей) на удлиненной ступице с коронным колесом;
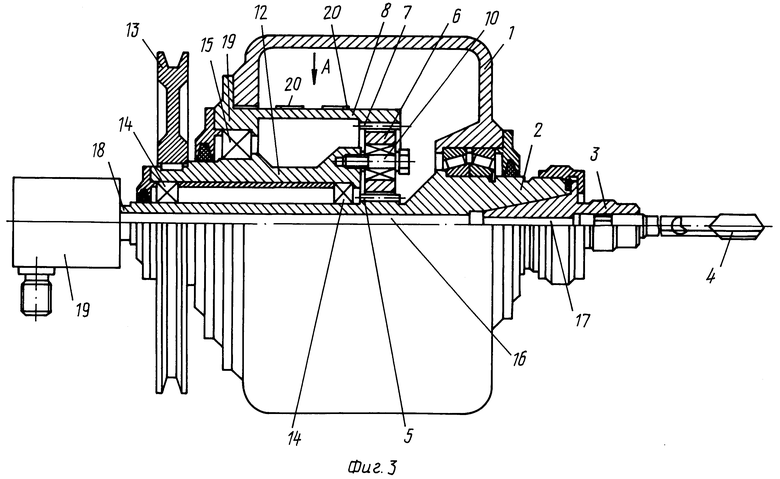
на фиг. 3 - вариант конструкции шпиндельного узла, в котором вал шпинделя выполнен заодно с центральной шестерней планетарной передачи.
Шпиндельный узел металлорежущего станка (см. фиг. 1) в соответствии с данным изобретение включает корпус 1, в котором смонтированы шпиндель 2 с закрепленной на его рабочем (переднем) конце оправкой 3 для установки сменного инструмента - сверла 4, и элементы системы передачи вращения шпинделю 2 от главного привода (не показан). Особенность предлагаемой конструкции шпиндельного узла состоит в том, что в качестве выходного звена система передачи вращения шпинделю 2 содержит планетарную передачу, включающую центральную шестерню 5 и сателлиты 6, входящие в зацепление с центральной шестерней 5 и коронным колесом 7, закрепленным в корпусе 1. Другой особенностью предлагаемой конструкции шпиндельного узла является выполнение венца коронного колеса 7 на одном конце удлиненной ступицы 8, другой конец которой жестко соединен с корпусом 1, например, с помощью фланца 9 на указанном конце ступицы 8. В принципе коронное колесо 7 может быть выполнено в качестве отдельного элемента и жестко соединено с удлиненной ступицей 8 одним из известных способов (такой вариант не представлен). Сателлиты 6 с помощью осей 10 жестко соединены с водилом, которое в показанном на фиг. 1 варианте конструкции шпиндельного узла выполнено заодно со шпинделем 2 и представляет собой кольцевой выступ 11 на шпинделе 2. Водило тоже может быть выполнено в виде отдельного элемента передачи и закреплено на шпинделе 2 (этот вариант не показан). Центральная шестерня 5 планетарной передачи в показанном на фиг. 1 варианте конструкции узла выполнена на одном конце ведущего вала 12, другой конец которого выведен из корпуса 1 и на нем закреплен шкив 13 клино-ременной передачи вращения от главного привода (не показан). При этом приводной вал 12 выполнен полым, установлен на шпинделе 2 соосно с ним на подшипниках 14 и с помощью подшипниковой опоры 15 жестко закреплен во фланце 9 удлиненной ступицы 8 коронного колеса 7. Передний конец шпинделя 2 закреплен в корпусе 1 с помощью подшипникового узла одной из известных конструкций, например, как показано на фиг. 1. Для удобства подвода СОЖ в зону резания через соответствующие каналы инструмента (сверла 4) шпиндель 2 и оправка 3 выполнены с осевыми каналами 16 и 17 соответственно, при этом конец шпинделя 2 выведен за пределы полого ведущего вала 12 и через переходник 18 (или непосредственно своей хвостовой частью - такой вариант показан на фиг. 3) шарнирно соединен с выходной камерой 19 системы подачи СОЖ. Цилиндрическая часть удлиненной ступицы 8 выполняет функции чувствительного элемента динамометрического устройства шпиндельного узла для измерения крутящего момента на инструменте в зоне резания, который через сверло 4, оправку 3, шпиндель 2 и элементы планетарной передачи воздействует на неподвижную удлиненную ступицу 8, вызывая появление в ней соответствующих напряжений, упругих деформаций и перемещений, величина которых пропорциональна величине крутящего момента в зоне резания. На наружной боковой поверхности цилиндрической части удлиненной ступицы 8 закреплены измерительные преобразователи 20, например тензорезисторные датчики, как показано на фиг. 1 (хотя могут быть использованы индуктивные, магнитоупругие или преобразователи других типов), включенные в соответствующую электрическую схему и преобразующие указанные выше механические воздействия на чувствительный элемент в электрический сигнал, который после усиления и приведения к определенному виду используется в системе адаптивного управления станком. (Поскольку система управления не является объектом защиты и может использоваться любая из известных схем - она в примере осуществления изобретения не рассматривается). Тензорезисторные датчики 20 на поверхность удлиненной ступицы 8 наклеивают под углом 45o к образующей и соединяют в мостовую схему. При этом часть датчиков наклеивают встречно, как показано на фиг. 3, что обеспечивает восприятия одним датчиком растягивающих напряжений, а другими - сжимающих.
Работа предлагаемого шпиндельного узла по фиг. 1 с динамометрическим устройством заключается в следующем.
От главного привода через клино-ременную передачу (на фиг.1 не показаны) вращение передается шкиву 13, посаженному на ведущий вал 12 с центральной шестерней 5 планетарной передачи. Вращение центральной шестерни 5 вызывает вращение входящих в зацепление с ней сателлитов 6, соединенных осями 10 с водилом, которым в данном примере служит кольцевой выступ 11 шпинделя 2. Поскольку сателлиты 6 одновременно находятся в зацеплении с неподвижным коронным колесом 7, они начинают вращаться вокруг центральной шестерни 5 со скоростью, определенной передаточным отношением планетарной передачи, вызывая вращение шпинделя 2 вокруг оси с такой же скоростью вместе с инструментом - сверлом 4. При отсутствии нагрузки на сверле 4 коронное колесо 6 будет испытывать воздействие реактивного крутящего момента, величина которого определяется потерями в подшипниковых спорах узла и в самой планетарной передаче, для каждого конкретного шпиндельного узла является постоянной и для рассматриваемой конструкции весьма незначительной. Момент сопротивления кручению, возникающий на сверле 4 в процессе резания, зависит от ряда технологических параметров, свойств обрабатываемого материала и некоторых других факторов и преодолевается главным приводом (в пределах его мощности, прочности инструмента и т.п.). При этом удлиненная ступица 8 коронного колеса 7 планетарной передачи воспринимает действие реактивного крутящего момента, вызываемого крутящим моментом в зоне резания и потерями крутящего момента на преодоление сопротивления вращению в элементах планетарной передачи и подшипниковых опорах валов шпиндельного узла, включая опоры шпинделя. Потери крутящего момента на преодоление сопротивления в элементах передачи и подшипниковых опорах могут быть учтены и скомпенсированы в измерительной системе в процессе обработки сигнала, снимаемого с измерительных преобразователей-тензорезисторов 20, а для целей автоматического управления используется сигнал, пропорциональный крутящему моменту от действия других сил в зоне резания. Последний складывается из сил, препятствующих снятию стружки в обрабатываемом изделии, и сил трения стружки о стенки выполняемого отверстия. При этом составляющая крутящего момента от действия сил трения стружки о стенки канала выполняемого отверстия возрастает с увеличением глубины сверления. Это ведет к тому, что при постоянном режиме технологического процесса - скорости вращения сверла и величины подачи - непрерывно возрастает необходимый для осуществления процесса резания крутящий момент, а значит, должна соответственно увеличиваться и мощность на приводном валу, передаваемая от главного привода. Пока располагаемая эксплуатационная (рабочая) мощность главного привода допускает такое увеличение без опасности поломки сверла, технологический режим процесса резания может поддерживаться неизменным, но при достижении установленной допустимой мощности на приводном валу для продолжения процесса резания необходима корректировка технологического процесса, главным образом за счет соответствующего уменьшения величины рабочей подачи. В автоматизированных станках с адаптивной системой управления это обеспечивается автоматически указанной системой, но при этом падает производительность процесса. Пока снижение производительности процесса резания при сохранении его непрерывности остается экономически целесообразным, процесс резания с корректировкой рабочих параметров продолжается автоматически. При определенном снижении производительности процесса его продолжение становится нерациональным, процесс прекращают, сверло выводят из зоны резания и освобождают от стружки, после чего возобновляют процесс на исходных (расчетных) технологических режимах. Такое прерывание процесса резания осуществляют по мере необходимости до окончания технологической операции.
Таким образом, предлагаемый шпиндельный узел с динамометрическим устройством для измерения крутящего момента в зоне резания и использования в системе адаптивного управления станком обеспечивает существенное упрощение динамометрического устройства без ухудшения механических характеристик шпиндельного узла, упрощает регулировку и электрическую схему измерительной системы, повышает надежность и эффективность в эксплуатации измерительной системы и системы адаптивного управления станком. Из других преимуществ предлагаемого шпиндельного узла необходимо отметить следующее:
вращение ведущему валу 12 шпиндельного узла от главного привода может быть передано любыми известными средствами, включая коробки переключения скоростей, поскольку потери в них не влияют на измерение величины крутящего момента в зоне резания;
площадь наружной поверхности удлиненной ступицы 8 коронного колеса 7 достаточна для размещения на ней достаточного количества измерительных преобразователей, особенно тензорезисторов, что повышает чувствительность измерительной системы;
неподвижная удлиненная ступица 8 коронного колеса 7 позволяет размещать на ней измерительные преобразователи любого типа, в том числе индуктивные и магнитоупругие, причем последние устанавливаются без воздушного зазора, что повышает их чувствительность и помехоустойчивость.
Предлагаемый шпиндельный узел с использованием планетарной передачи в качестве выходного звена системы передачи вращения шпинделю от главного привода позволяет выполнить валом передачи вал водила. Такой вариант выполнения шпиндельного узла представлен на фиг. 3.
Шпиндельный узел металлорежущего станка преимущественно для сверления глубоких отверстий в том варианте конструктивного выполнения, как и в описанном выше варианте, включает корпус 1, в котором смонтированы шпиндель 2 с закрепленной на его рабочем (переднем) конце оправкой 3 для установки сменного инструмента - сверла 4. Центральная шестерня 5 планетарной передачи в этом варианте выполнена заодно с выходным валом - шпинделем 2 (или в виде отдельного элемента, закрепленного на шпинделе 2, что упростит его изготовление). Сателлиты 6, входящие в зацепление с центральной шестерней 5 и одновременно с коронным колесом 7 на одном конце удлиненной ступицы 8, жестко соединенной с корпусом 1 фланцем 9 на ее другом конце, с помощью осей 10 жестко закреплены на одном конце водила 11, выполненного в виде полого вала, другой конец которого выведен из корпуса 1 и на нем закреплен шкив 13 клино-ременной передачи вращения от главного привода (не показан) валу водила 11, выполняющему в этом варианте функцию ведущего. При этом вал водила 11 установлен на шпинделе 2 и соосно с ним на подшипниках 14, а с помощью подшипниковой опоры 15 установлен во фланце 9 удлиненной ступицы 8 коронного колеса 7, жестко закрепленном в корпусе 1. Передний конец шпинделя 2 в корпусе 1 закреплен с помощью подшипникового узла одной из известных конструкций. Как и в описанном выше варианте конструкции шпиндельного узла, шпиндель 2 и оправка 3 выполнены с осевыми каналами 16 и 17 соответственно, при этом шпиндель 2 заканчивается хвостовиком 18, который шарнирно соединен с выходной камерой 19 системы подачи СОЖ. Удлиненная ступица 8 коронного колеса 7 выполняет функцию чувствительного элемента динамометрического устройства шпиндельного узла, и на ее внешней боковой поверхности закреплены измерительные преобразователи, например тензорезисторы 20, включенные в электрическую схему измерения крутящего момента в зоне резания по мостовой схеме.
Особенность конструктивного выполнения этого варианта шпиндельного узла определяет и некоторые особенности его работы, которые заключаются в следующем. От главного привода вращение шкиву 13 передается клино-ременной передачей, при этом шкив 13 приводит во вращение вал водила 11 с сателлитами 6. Находясь в зацеплении с неподвижным коронным колесом 7 и вращаясь вместе с водилом 11 вокруг оси последнего, сателлиты 6 приводится во вращение вокруг своих осей 10 и вызывают вращение центральной шестерни 5 со шпинделем 2 с угловой скоростью, превышающей угловую скорость вращения ведущего вала водила 11. В остальном работа шпиндельного узла в этом варианте конструктивного исполнения не отличается от работы описанного выше варианта и сохраняет все его преимущества. Повышение скорости вращения шпинделя 2 позволяет при прочих равных условиях использовать тихоходные электродвигатели в качестве главного привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2116165C1 |
| УСТРОЙСТВО ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ В ТРУБНЫХ ДОСКАХ | 1996 |
|
RU2103094C1 |
| ПРИВОД ИНСТРУМЕНТА | 1996 |
|
RU2111392C1 |
| ВАЛЬЦОВОЧНАЯ МАШИНКА | 1996 |
|
RU2100122C1 |
| ОДНОШПИНДЕЛЬНАЯ СИЛОВАЯ ГОЛОВКА | 1995 |
|
RU2086386C1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1996 |
|
RU2105639C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРНОЙ НАСТРОЙКИ ВЫСОКОТОЧНОГО МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1997 |
|
RU2116869C1 |
Шпиндельный узел предназначен для передачи вращения инструменту и может быть использован в автоматизированных металлорежущих станках с адаптивным управлением. Выходное звено системы передачи вращения шпинделю 2 от главного привода выполнено в виде планетарной передачи, неподвижное коронное колесо 7 которой закреплено на конце удлиненной ступицы 8. Второй конец удлиненной ступицы 8 жестко соединен с корпусом 1. Шпиндель 2 может быть выполнен в виде проходящего через корпус 1 полого вала, рабочий конец которого соединен с устройством для закрепления сменного инструмента 4. СОЖ в зону резания подается по осевым каналам инструмента и оправки. Второй конец шпинделя шарнирно соединен с камерой 19 системы подачи СОЖ. Шпиндель может быть выполнен или за одно с водилом планетарной передачи, или жестко соединен с ним. Шпиндель может быть выполнен заодно с центральной шестерней 5 или жестко соединен с ней с соответствующим конструктивным выполнением других элементов планетарной передачи. 3 з.п.ф-лы, 3 ил.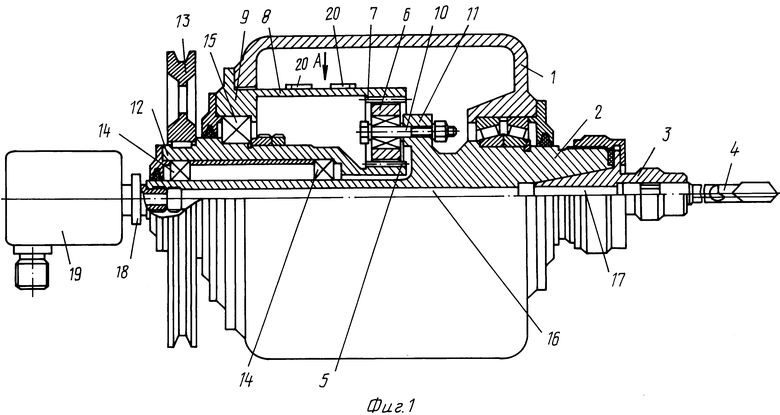
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Михайлов О.П., Цейтлин Л.Н | |||
| Измерительные устройства в системах адаптивного управления станками | |||
| - М.: Машиностроение, 1978, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |

