Изобретение относится к обработке металлов резанием и предназначено для контроля нагрузки на инструмент в станках, робототехнических и гибких автоматизированных производствах при нарезании резьбы в глубоких и глухих отверстиях.
Известен реализуемый устройством [1] способ контроля нагрузки на инструмент, заключающийся в том, что измеряют величину потребляемого тока электродвигателя привода инструмента станка и при превышении разности текущего значения и значения в заданный момент времени указанной величины предельного значения определяют момент недопустимой нагрузки.
Устройство [1] для осуществления известного способа включает датчик величины потребляемого тока электродвигателем привода инструмента, связанный с управляемым элементом памяти и первым входом блока вычитания, второй вход которого связан с управляемым элементом памяти, а выход блока вычитания связан с компаратором, связанным с задатчиком данных, причем выход компаратора связан с системой управления станком.
Известные способ и устройство для его осуществления не обеспечивают точного определения недопустимой нагрузки на валу режущего инструмента и, соответственно, момента времени окончания процесса резания, что сужает технологические возможности способа и устройства.
Целью изобретения является расширение технологических возможностей.
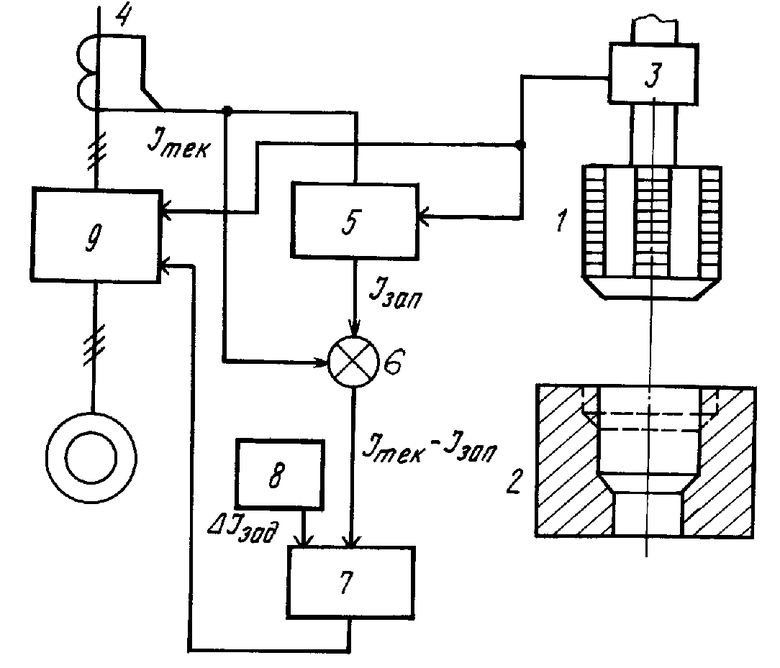
На чертеже приведена схема устройства, в котором осуществляется предлагаемый способ.
Устройство содержит инструмент-метчик 1, обрабатываемую деталь 2, датчик 3 рабочей подачи метчика, датчик 4 тока статора двигателя привода инструмента, управляемый элемент 5 памяти, блок 6 вычитания, компаратор 7, задатчик 8, блок 9 управления двигателем привода инструмента. Датчик 3 рабочей подачи инструмента может быть выполнен, например, в виде бесконтактного путевого выключателя, который, взаимодействуя со шпинделем станка, формирует сигнал положения метчика. Управляемый элемент 5 памяти может быть выполнен в виде аналогового или цифрового запоминающего устройства, в последнем случае нужно преобразовывать ток в соответствующую цифровую величину.
Способ осуществляют следующим образом.
После включения двигателя привода инструмента блоком 9 управления начинается поступательное движение инструмента метчика 1 в направлении обрабатываемой детали 2. В процессе движения метчика его движение контролируется датчиком 3, который при достижении метчиком 1 положения, при котором произошло врезание метчика 1 в деталь 2 и начался процесс нарезания резьбы, выдает сигнал управляемому элементу 5 памяти и блоку 9 управления. По этому сигналу в управляемый элемент 5 памяти записывается значение тока Iзап статора двигателя привода инструмента, полученное с датчика 4 тока , и блок 9 управления переводится в состояние контроля превышения разности текущего Iтек и запомненного Iзап значений тока статора двигателя. Разность этих значений (Iтек - Iзап) формируется на выходе блока 6 вычитания, на входы которого поступают запомненное значение тока статора из управляемого элемента 5 памяти и текущее значение тока с датчика 4 тока. Сигнал, соответствующий разности токов, с выхода блока 6 вычитания поступает на вход компаратора 7, на другой вход которого с задатчика 8 поступает сигнал Δ Iзад, соответствующий заданному значению превышения текущего значения тока статора над запомненным. В том случае, если сигнал с выхода блока 6 вычитания меньше заданного значения превышения, сигнал на выходе компаратора отсутствует, что соответствует допустимому значению нагрузки на инструмент, и продолжается процесс резания. В противном случае, при превышении сигнала с выхода блока 6 вычитания над заданным значением превышения, на выходе компаратора 7 формируется сигнал, после поступления которого блок 9 управления прекращает процесс резания (например, включив тормозной режим с последующим реверсированием двигателя привода инструмента для вывода метчика 1 из детали 2).
Таким образом, точно определяется момент недопустимой нагрузки на инструмент, т.е. момент окончания процесса резания, что позволяет расширить технологические возможности способа и устройства для контроля нагрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЗИРОВАННОГО КОНТРОЛЯ НАГРУЗКИ НА ВАЛУ ЭЛЕКТРОДВИГАТЕЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2011 |
|
RU2481183C2 |
| УСТРОЙСТВО АДАПТИВНОГО УПРАВЛЕНИЯ СТАНКОМ | 2015 |
|
RU2594049C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЗАГРУЗКИ ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 1991 |
|
RU2009632C1 |
| Устройство для контроля износа инструмента | 1989 |
|
SU1702245A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ СОСТОЯНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА НА СТАНКЕ С ЧПУ | 1991 |
|
RU2030981C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ И ЭЛЕКТРОПРИВОД | 2007 |
|
RU2361355C1 |
| АВТОМАТИЗИРОВАННЫЙ РЕЗЬБОНАРЕЗНОЙ ШПИНДЕЛЬ | 1993 |
|
RU2069608C1 |
| Электрошпиндель | 1991 |
|
SU1838048A3 |
| АДАПТИВНАЯ СИСТЕМА РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТРОЛЯ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 1990 |
|
RU2042168C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА ЗАТУПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2025253C1 |
Использование: контроль нагрузки на инструмент в стенках, робототехнических и гибких автоматизированных производствах при нарезании резьбы в глубоких и глухих отверстиях. Сущность изобретения: способ контроля нагрузки на инструмент заключается в том, что измеряют величину потребляемого тока электродвигателем привода инструмента станка и при превышении разности текущего значения и значения в заданный момент времени указанной величины предельного значения определяют момент недопустимой нагрузки. При этом заданным моментом времени назначают время начала резания. Устройство содержит инструмент-метчик, обрабатываемую деталь, датчик рабочей подачи метчика, датчик тока статора двигателя привода инструмента, управляемый элемент памяти, блок вычитания, компаратор, задатчик, блок управления двигателем привода инструмента. 2 с.п.ф-лы, 1 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Нормализованные узлы и детали агрегатных станков и автоматических линий | |||
| Каталог-справочник | |||
| НИИИНФОРМАШ, М., 1972, с.197,284. | |||
