Изобретение относится к станкостроению и может быть использовано в устройствах автоматической диагностики затупления и поломки режущего инструмента в процессе металлообработки.
Целью изобретения является обеспечение возможности контроля состояния режущего инструмента в процессе металлообработки без введения дополнительных датчиков в зону резания и без усложнения конструкции самого режущего инструмента.
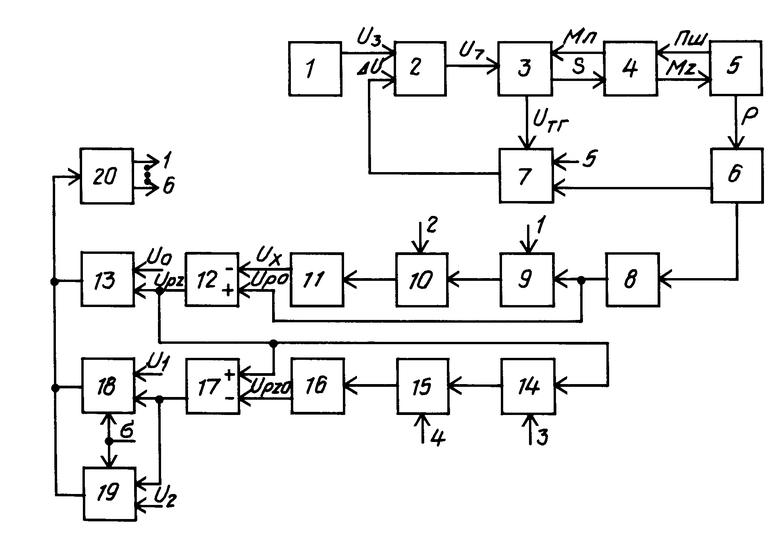
На чертеже представлена функциональная схема устройства контроля затупления и поломки режущего инструмента.
Схема содержит замкнутый контур электропривода подачи, состоящий из устройства 1 числового программного управления, подключенного через сумматор 2 к электроприводу 3 подачи, связанному с моделью 4 процесса резания, которая в свою очередь, связана с электроприводом 5 главного движения, к выходу которого подключен вход датчика мощности 6, чей выход через блок 7 обратной связи подключен к второму входу сумматора, а также устройство контроля состояния режущего инструмента, содержащее фильтр 8, подключенный входом к выходу датчика мощности 6, а выходом - к входу аналого-цифрового преобразователя 9, который через блок памяти 10 и цифроаналоговый преобразователь 11 подключен к входу сумматора 12, к второму входу которого подключен непосредственно выход фильтра 8.
Выход сумматора 12 подключен к входу компаратора 13 и к входу аналого-цифрового преобразователя 14. Выход последнего через блок памяти 15 и цифроаналоговый преобразователь 16 подключен к входу сумматора 17, к второму входу которого подключен выход сумматора 12. Выход сумматора 17 подключен к входам компараторов 18 и 19, связанных между собой. Выход всех компараторов 13, 18, 19 подключены к входу блока 20 управления, выходы которого подключены к управляющим входам устройств 7, 9, 10, 14, 15, 18, 19.
Работа устройства диагностики состояния режущего инструмента в системе адаптивного управления электроприводом подачи осуществляется следующим образом. Устройство числового программного управления 1 обрабатывает имеющуюся априорную и поступающую текущую информацию и вырабатывает сигнал задания скорости вращения электропривода подачи U3, подаваемый на первый вход сумматора 2, к второму входу которого подключен выход блока 7, т.е. блока адаптивного управления, представляющий сигнал технологической обратной связи по мощности ΔU.
Работа блока 7 основана на сравнении текущего значения мощности резания (сигнал, поступающий с выхода датчика мощности) и заданного расчетного значения мощности резания. В схему блока 7 поступает сигнал, соответствующий скорости вращения электропривода подачи 3, необходимый для коррекции и адаптации системы адаптивного управления при изменениях процесса металлообработки (припуска, износа инструмента и др.). Сравнение двух этих значений формирует сигнал технологической обратной связи по мощности резания.
Схема блока обратной связи (блока адаптивного управления) построена на операционных усилителях, например типа К140УД7.
Устройство числового программного управления вырабатывает также сигнал управления электроприводом 5 главного движения, выполненном на базе асинхронного короткозамкнутого двигателя, управление которым сводится к управлению процессами пуска и торможения.
Электропривод подачи 3 представляет собой известный комплектный электропривод постоянного тока с большим диапазоном регулирования, работающий в системе подчиненного управления, например электропривод типа ЭТУ 3601, ЭШИР-1-А, Меzomatik, TNP и др. Выход сумматора 2 (сигнал Uу) подключен к входу схемы управления электропривода подачи. Величина этого сигнала определяет выходную величину электропривода подачи 3 (подача S), которая, в свою очередь, является входной величиной модели процесса резания 4. Одновременно на электропривод подачи воздействует момент нагрузки Mп, возникающий в процессе резания (выходная величина модели процесса резания 4), который воздействует также на электропривод главного движения 5 - момент Mz, чья выходная величина (частота вращения nш) в свою очередь влияет на величину нагрузки Мп.
Вторая выходная величина электропривода главного движения - мощность резания Р подается на вход датчика 6 мощности, что достигается путем его включения в цепь статора асинхронного двигателя электропривода главного движения. Выход датчика мощности подключается к одному из входов блока 7 адаптивного управления, к второму входу которого подключен выход тахогенератора электропривода подачи 3 с напряжением Uтг, а к третьему - выход блока 20 управления.
Технологическая обратная связь по мощности выполняется нелинейной и при превышении мощностью заданного значения сигнал с выхода блока адаптивного управления - ΔU поступает на вход сумматора 2.
Блок управления 20 программирует цикл команд и работает следующим образом. При включении электропривода главного движения в момент времени t1 последовательно t2 вырабатываются сигналы управления 1 и 2, поступающие в АЦП 9 и блок 10 памяти, под воздействием которых происходит запись в блоке памяти значения сигнала с датчика мощности, соответствующего мощности холостого хода двигателя привода главного движения. В момент времени, соответствующий врезанию инструмента в заготовку, срабатывает компаратор 13, сигнал с выхода которого поступает на вход блока 20 управления, и последний в момент времени t3 и последовательно t4 вырабатывает сигналы 3 и 4, поступающие в ЦАП 14 и блок 15. Под воздействием этих сигналов в блоке памяти 15 записывается значение сигнала, пропорциональное значению мощности резания острым (новым) инструментом. В момент контроля состояния инструмента t5 сигналом 5 с выхода блока управления 20 размыкается контур адаптивного управления электроприводом подачи и осуществляется диагностирование, а в момент времени t6 по окончании контроля контур адаптивного управления замыкается по команде того же сигнала. Сигналы 6 с блока управления 20 поступают на стробирующие входы компараторов 18 и 19, которые с помощью уставок U1 и U2, характеризующих допустимый износ инструмента или его поломку, диагностируют состояние инструмента.
В устройстве применяются типовые компараторы, выпускаемые отечественной промышленностью, например серии К554СА1 и аналогичные им.
Если текущее значение мощности, фиксируемое на сумматоре 17, окажется меньше соответствующего уставкам U1 и U2, то цикл повторяется. При поломке инструмента блоком управления вырабатывается сигнал, поступающий в устройство числового программного управления, которое после обработки этого сигнала выдает команду на останов электропривода подачи и электропривода главного движения. Одновременно происходит включение аварийной световой и звуковой сигнализации на пульте оператора.
При проявлении допустимого износа инструмента по сигналу блока управления 20 информация об этом записывается в память устройства числового программного управления и отображается на пульте оператора. Если станок оснащен устройством автоматической смены инструмента, то осуществляется его замена без вмешательства оператора.
Блок 20 управления может быть реализован на контролере, например, типа К1-20, МБ-57 и др., а также в виде программы устройства 1 ЧПУ.
Использование устройства диагностики состояния режущего инструмента в системе управления процессом металлообработки позволяет повысить эффективность обработки путем сокращения машинного времени обработки на 14-40% в зависимости от конкретных условий процесса металлообработки и применяемого оборудования за счет регулирования величины рабочих подач так, чтобы мощность резания поддерживалась на заданном уровне, и своевременной замены износившегося инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления металлорежущим станком | 1989 |
|
SU1667008A1 |
| УСТРОЙСТВО АДАПТИВНОГО УПРАВЛЕНИЯ СТАНКОМ | 2015 |
|
RU2594049C1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для адаптивного управления процессом металлообработки | 1983 |
|
SU1198456A1 |
| Устройство управления процессом металлообработки | 1987 |
|
SU1442974A1 |
| Система управления металлорежущим станком | 1981 |
|
SU1000157A1 |
| УСТРОЙСТВО АВТОМАТИЗИРОВАННОГО КОНТРОЛЯ НАГРУЗКИ НА ВАЛУ ЭЛЕКТРОДВИГАТЕЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2011 |
|
RU2481183C2 |
| Устройство для решения задач оптимального управления | 1985 |
|
SU1327135A1 |
| Система прогнозирования состояния режущих инструментов | 1984 |
|
SU1734958A1 |
| Система адаптивного управления шлифовальным станком | 1983 |
|
SU1156000A1 |
Использование: область станкостроения, в устройствах автоматической диагностики и поломки инструмента в процессе металлообработки. Сущность изобретения: в устройстве сигнал с выхода датчика мощности, вход которого связан с выходом привода главного движения, пропорциональный мощности резания, подается одновременно как на входе (блока обратной связи), так и на вход схемы обработки сигнала. Последняя содержит соединенные последовательно фильтр, вход которого является входом схемы обработки сигнала, первый аналого-цифровой преобразователь, первый блок памяти, первый цифро-аналоговый преобразователь, первый сумматор и первый компаратор, соединенные последовательно второй аналого-цифровой преобразователь, второй блок памяти, второй цифроаналоговый преобразователь, второй сумматор и второй компаратор, а также третий компаратор. При этом выход датчика мощности соединен с входом фильтра, выход которого связан с входом первого сумматора, а выход первого сумматора - с входом второго аналого-цифрового преобразователя и входом второго сумматора, выход которого связан с входом третьего компаратора. Выходы первого, второго и третьего компараторов являются выходами схемы обработки сигнала и соединены с входами блока управления, а выходы блока управления связаны с входами первого и второго аналого-цифровых преобразователей, входами первого и второго блоков памяти, входом блока обратной связи и входами второго и третьего компараторов. 1 ил.
УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ СОСТОЯНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА НА СТАНКЕ С ЧПУ, включающем в себя привод подачи с блоком обратной связи и привод главного движения, содержащее датчик мощности, вход которого связан с выходом привода главного движения, а выход соединен с входом блока обратной связи, схему обработки сигнала, выход которой связан с выходом датчика мощности, и блок управления, отличающееся тем, что схема обработки сигнала включает в себя соединенные последовательно фильтр, вход которого является входом схемы обработки сигнала, первый аналого-цифровой преобразователь, первый блок памяти, первый цифроаналоговый преобразователь, первый сумматор и первый компаратор, соединенные последовательно второй аналого-цифровой преобразователь, второй блок памяти, второй цифроаналоговый преобразователь, второй сумматор и второй компаратор, а также третий компаратор, при этом выход датчика мощности соединен с входом фильтра, выход которого связан с входом первого сумматора, а выход первого сумматора соединен с входом второго аналого-цифрового преобразователя и входом второго сумматора, выход которого связан с входом третьего компаратора, при этом выходы первого, второго и третьего компараторов являются выходами схемы обработки сигнала и соединены с входами блока управления, а выходы блока управления связаны с входами первого и второго аналого-цифровых преобразователей, входами первого и второго блоков памяти, входом блока обратной связи и входами второго и третьего компараторов.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
