Изобретение относится к автоматическому управлению и регулированию на металлорежущих станках и может быть использовано для построения системы управления электроприводом с использованием данных о величине момента на валу электродвигателя главного движения.
Из уровня техники известно устройство, осуществляющее контроль нагрузки на инструмент, включающее в себя датчик величины потребляемого тока электродвигателем привода инструмента, связанный с управляемым элементом памяти и первым входом блока вычитания, второй вход которого связан с управляемым элементом памяти, а выход блока вычитания связан с компаратором, связанным с задатчиком данных, причем выход компаратора связан с системой управления станком (Нормализованные узлы и детали агрегатных станков и автоматических линий. Каталог-справочник. НИИИНФОРМАШ, М., 1972, с.197, 284).
Известное устройство измеряет величину потребляемого тока электродвигателя привода инструмента станка и при превышении разности текущего значения и значения в заданный момент времени указанной величины предельного значения определяет момент недопустимой нагрузки.
Недостатком известного устройства является то, что оно не обеспечивает точного определения недопустимой нагрузки на валу режущего инструмента и, соответственно, момента времени окончания процесса резания, что сужает технологические возможности устройства.
Наиболее близким решением из уровня техники по технической сущности, назначению и достигаемому результату является устройство для контроля нагрузки на инструмент, содержащее датчик тока, управляемый элемент памяти, блок вычитания, компаратор, блок управления, задатчик, датчик рабочей подачи инструмента (авторское свидетельство СССР №2023568, МПК B23Q 15/0, 1994 г.).
Известное устройство измеряет величину потребляемого тока электродвигателем привода инструмента и при превышении разности текучего значения тока и предельного его значения, соответствующего определенному моменту резания, заданной величины определяет момент возникновения недопустимой нагрузки, отличающийся тем, что с целью расширения технологических возможностей момент возникновения недопустимой нагрузки определяет момент начала резания.
К недостаткам данного устройства следует отнести, что при его использовании совместно с преобразователем частоты, который в настоящее время является самым распространенным силовым преобразователем для управления электродвигателями, значение тока изменяется нелинейно, в то время как активная мощность пропорциональна нагрузке на валу электродвигателя. Поэтому данное устройство может быть использовано только для ограниченного диапазона нагрузки.
Технической задачей, на решение которой направлено заявленное изобретение, является оптимизация работы электродвигателя главного движения металлорежущего станка посредством регистрации и контроля активной мощности, пропорциональной нагрузке на валу электродвигателя, и автоматического управления частотой вращения электродвигателя.
Поставленный технический результат достигается тем, что устройство автоматического контроля нагрузки на валу электродвигателя металлорежущего станка, содержащее датчик тока, установленный на статоре электродвигателя, и управляемый элемент памяти, выполненный в виде аналогового или цифрового запоминающего устройства, отличается тем, что оно дополнительно содержит задатчик частоты вращения электродвигателя, аналого-цифровой преобразователь, датчик напряжения питания электродвигателя, установленный на статоре электродвигателя, датчик скорости вращения электродвигателя, установленный на валу электродвигателя, мультиплексор, входы которого соединены с выходами датчика тока, датчика напряжения и датчика скорости вращения электродвигателя, а выход - с входом аналого-цифрового преобразователя, последовательно соединенного с арифметическим устройством, выполненным в виде микроконтроллера, один из выходов которого соединен со входом задатчика частоты вращения вала электродвигателя, а вход - с выходом управляемого элемента памяти.
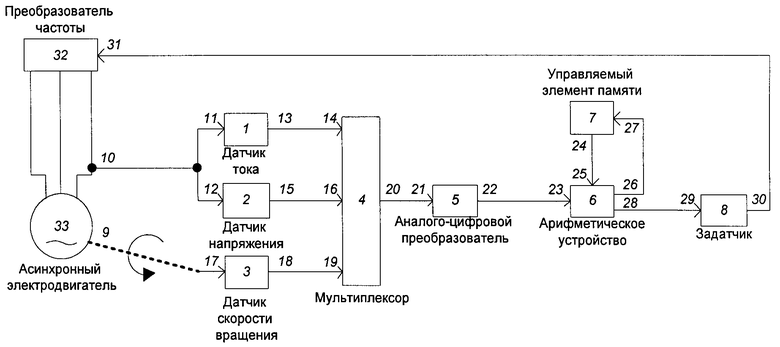
Устройство автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка поясняется графическим материалом, где изображена блок-схема устройства адаптивного контроля нагрузки на валу электродвигателя металлорежущего станка.
Устройство автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка содержит коммутационно связанные датчик 1 тока, датчик 2 напряжения, датчик 3 скорости вращения, мультиплексор 4, аналого-цифровой преобразователь 5, арифметическое устройство 6, управляемый элемент памяти 7, задатчик 8 частоты вращения электродвигателя.
Выход 10 преобразователя частоты 32, подключенного к фазе статора электродвигателя 33, соединен с входом 11 датчика 1 тока и параллельно с входом 12 датчика 2 напряжения, выход 13 датчика 1 тока соединен с входом 14 мультиплексора 4, выход 15 датчика 2 напряжения с входом 16 мультиплексора 4, вход 17 датчика 3 скорости вращения с валом 9 электродвигателя 33, выход 18 датчика 3 скорости вращения с входом 19 мультиплексора 4, выход 20 мультиплексора 4 с входом 21 аналого-цифрового преобразователя 5, выход 22 аналого-цифрового преобразователя 5 с входом 23 арифметического устройства 6, выход 24 управляемого элемента памяти 7 соединен с входом 25 арифметического устройства 6, выход 26 арифметического устройства 6 соединен с входом 27 управляемого элемента памяти 7, выход 28 арифметического устройства 6 с входом 29 задатчика 8, выход 30 задатчика 8 соединен с входом 31 преобразователем частоты 32.
Устройство автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка работает следующим образом.
В процессе работы электродвигателя (на чертеже не показан) выходные сигналы датчика 1 тока и датчика 2 напряжения, подключенных к одной фазе статора электродвигателя, поступают соответственно на входы 14 и 16 мультиплексора 4, выходной сигнал датчика 3 скорости вращения поступает на вход 19 мультиплексора 4. Выходной сигнал мультиплексора 4 передается на вход аналого-цифрового преобразователя 5, в котором происходит преобразование сигнала из аналогового вида в цифровой код. Выходной сигнал с выхода аналого-цифрового преобразователя 5 поступает на вход арифметического устройства 6, осуществляющего выборку, нормализацию, градуировку измерительного сигнала и вычисление активной мощности:

где P - активная мощность [Вт] в i-й момент времени, Uд - действующее значение напряжения [В], Iд - действующее значение тока [А], Δφ - разность начальных фаз первых гармоник тока и напряжения.
Превышение вычисленным значением активной мощности установленного значения (уставки), Pуст [Вт], хранимой в управляемом элементе памяти 7, приводит к установлению на выходе 28 арифметического устройства 6 сигнала, пропорционального разности:
ΔP=Pi-Pуст [Вт].
Сигнал с выхода 28 арифметического устройства 6 подается на вход задатчика 8 частоты вращения электродвигателя, который формирует сигнал, пропорциональный частоте вращения вала электродвигателя таким образом, чтобы ΔP→0. Коэффициент пропорциональности сигнала, формируемого задатчиком 8 частоты вращения электродвигателя, подбирается непосредственно при установке и наладке устройства на станке.
Таким образом, происходит оптимизация работы электродвигателя за счет автоматизации контроля нагрузки на валу электродвигателя и управление его частотой вращения, что за счет стабилизации активной мощности в широких пределах в конечном итоге повышает надежность всего электропривода.
В предлагаемом устройстве автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка используются дополнительно датчики напряжения и скорости вращения, что наряду с аналого-цифровым преобразователем и цифровым вычислительным устройством повышает актуальность измерительной информации и качество автоматизированного управления частотой вращения электродвигателя в зависимости от текущей нагрузки на его валу.
Использование в качестве информационного сигнала о нагрузке на валу электродвигателя текущего значения активной мощности позволяет обойтись без использования механических защит от недогрузок и перегрузок, без внешних датчиков, кроме того, существенно сокращается количество и длина кабеля ввиду того, что устройство устанавливается в коммутационном шкафу.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении может найти применение для управления электродвигателем на металлорежущем станке по значениям механической нагрузки;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АДАПТИВНОГО УПРАВЛЕНИЯ СТАНКОМ | 2015 |
|
RU2594049C1 |
| Электропривод переменного тока | 1981 |
|
SU1026272A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АСИНХРОННЫМ ЭЛЕКТРОПРИВОДОМ | 1999 |
|
RU2169426C1 |
| Цифровое устройство для управления вентильным преобразователем | 1987 |
|
SU1636960A1 |
| Устройство для контроля уработки нитей основы и плотности ткани | 1986 |
|
SU1402626A1 |
| Электропривод | 1979 |
|
SU942230A1 |
| Устройство для автоматического позиционирования поперечины | 1978 |
|
SU747695A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТАНКОМ | 2009 |
|
RU2420776C1 |
| Устройство для контроля параметров ленты на чесальной машине | 1988 |
|
SU1627985A1 |
| Электропривод постоянного тока | 1986 |
|
SU1339855A1 |
Изобретение относится к металлорежущим станкам, в частности к устройствам автоматического контроля и управления их электропривода. Устройство содержит датчик 1 тока, датчик 2 напряжения, датчик 3 скорости вращения, мультиплексор 4, аналого-цифровой преобразователь 5, арифметическое устройство 6, управляемый элемент памяти 7, задатчик 8 частоты вращения электродвигателя. Выход датчика 1 тока соединен с первым входом мультиплексора 4, выход датчика 2 напряжения со вторым входом мультиплексора 4, датчик 3 скорости вращения с третьим входом мультиплексора 4, выход мультиплексора 4 соединен со входом аналого-цифрового преобразователя 5, выход которого соединен с первым входом арифметического устройства 6, выход управляемого элемента памяти 7 соединен со вторым входом арифметического устройства 6, а его вход - с первым выходом арифметического устройства 6, второй выход которого соединен с входом задатчика 8. Повышается качество управления электродвигателем и сокращается количество кабелей управления и их длина. 1 ил.
Устройство автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка, содержащее датчик тока, установленный на статоре электродвигателя, и управляемый элемент памяти, выполненный в виде аналогового или цифрового запоминающего устройства, отличающееся тем, что оно дополнительно содержит задатчик частоты вращения двигателя, аналого-цифровой преобразователь, датчик напряжения питания электродвигателя, установленный на статоре электродвигателя, датчик скорости вращения электродвигателя, установленный на валу электродвигателя, мультиплексор, входы которого соединены с выходами датчика тока, датчика напряжения питания и датчика скорости вращения электродвигателя, а выход - со входом аналого-цифрового преобразователя, последовательно соединенного с арифметическим устройством, выполненным в виде микроконтроллера, один из выходов которого соединен со входом задатчика частоты вращения вала электродвигателя, а вход - с выходом управляемого элемента памяти.
| СПОСОБ КОНТРОЛЯ НАГРУЗКИ НА ИНСТРУМЕНТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2023568C1 |
| Устройство для контроля нагрузки электродвигателей | 1989 |
|
SU1735786A1 |
| Способ контроля нагрузки на режущий инструмент металлообрабатывающих станков | 1972 |
|
SU467790A1 |
| УСТРОЙСТВО для КОНТРОЛЯ НАГРУЗКИ НА ИНСТРУМЕНТ ПРИ ГЛУБОКОМ СВЕРЛЕНИИ | 0 |
|
SU385680A1 |

