Изобретение относится к сотовому элементу, в частности к несущему элементу катализатора, который состоит как минимум из частично структурированных листов и имеет множество каналов, пропускающих жидкость, и к способу его изготовления.
Известен сотовый элемент, у которого отдельные листовые слои в наружном диапазоне искривлены по эвольвенте, что обеспечивает большие преимущества при тепловых и прочих переменных нагрузках с точки зрения несущей способности (1).
Наиболее близким техническим решением является сотовый элемент с множеством проходимых для жидкости каналов, в частности несущий элемент катализатора, состоящий из размещенных в оболочке штабелей, собранных из множества, по меньшей мере, частично структурированных листов, в основном волнистых или гладких, расположенных попеременно и имеющих приблизительно одинаковую длину, штабеля листов перегнуты вокруг соответствующих линий перегиба, причем листы в штабелях частично перегнуты на различных расстояниях от их середины, и штабеля в согнутом состоянии завиты в одну и ту же сторону вокруг линий перегиба, листы в штабелях соединены между собой и/или с оболочкой по меньшей мере, на части линий соприкосновения, преимущественно посредством пайки твердым припоем (2).
Способ изготовления данного сотового элемента с множеством проходимых для жидкости каналов заключается в том, что составляют несколько штабелей из множества по меньшей мере частично структурированных листов, каждый штабель сгибают вокруг соответствующей линии перегиба, концы согнутых штабелей заплетают в одну и ту же сторону и затем заплетенные штабеля вставляют в предварительно изготовленную оболочку или охватывают оболочкой (2). Данная форма сотового элемента может быть легко получена при изготовлении, однако по своей конструкции она не имеет полной симметричности, что необходимо учитывать при отдельных операциях изготовления и при дальнейшей обработке, вследствие чего она непригодна во всех случаях для гибких и дешевых производств сотовых элементов, имеющих специальные поперечные сечения и нерегулярные формы поперечных сечений.
Целью изобретения является создание такого сотового элемента, который при регулярных формах поперечного сечения имеет почти полностью симметричную конструкцию и обеспечивает легкое изготовление, причем одновременно должны сохраняться исключительные свойства устойчивости к тепловым и другим переменным нагрузкам. Кроме того, принципиальная схема конструкции сотового элемента должна обеспечивать благоприятное по стоимости изготовление элементов, имеющих специальные поперечные сечения, в частности, нерегулярные формы поперечных сечений.
Эта цель достигается благодаря использованию сотового элемента, с множеством проходимых для жидкости каналов, в частности, несущий элемент катализатора, состоящий из размещенных в оболочке штабелей, собранных из множества, по меньшей мере частично структурированных листов, в основном волнистых или гладких, расположенных попеременно и имеющих приблизительно одинаковую длину, штабеля листов перегнуты вокруг соответствующих линий перегиба, причем листы в штабелях частично перегнуты на различных расстояниях от их середины, и штабеля в согнутом состоянии завиты в одну и ту же сторону вокруг линий перегиба, листы в штабелях соединены между собой и/или с оболочкой по меньшей мере на части линии соприкосновения преимущественно посредством пайки твердым припоем, причем сотовый элемент содержит по меньшей мере три штабеля листов, причем сгибы штабелей расположены в центральном участке сотового элемента и штабеля в согнутом состоянии завиты в одну и ту же сторону вокруг друг друга в центральном участке сотового элемента. Обычно для таких сотовых элементов попеременно используются гладкие и волнистые листы, однако предмет изобретения может использоваться также для листов, имеющих другие структуры, поэтому изобретение распространяется также на такие случаи применения. В частности, например, могут использоваться листы, имеющие косые или стрелкообразные волны, которые известны из современного состояния развития техники. Используются также структуры листов, которые расположены перпендикулярно или наклонно к направлению потока или листы, имеющие щелевые пазы или отверстия.
Для изготовления представленной конструкции могут использоваться все известные способы соединения, например пайка твердым припоем, сварка, спекание. Возможно также соединение листов между собой и/или с оболочкой посредством кинематического замыкания. Такая конструкция сотового элемента предотвращает почти все недостатки, которые имеют все известные до настоящего времени сотовые элементы и имеет многие преимущества. Для получения правильных поперечных сечений, например окружности или равносторонних многоугольников, можно реализовать симметричную конструкцию, а при соответствующем выборе количества штабелей достичь того, что все листы могут иметь одинаковую длину, а все штабели состоять из одинакового количества листов.
При необходимости могут быть реализованы формы, имеющие конусообразность в продольном сечении или цилиндрическую конусообразность в торцовом сечении, причем это достигается посредством смещения центрального участка сотового элемента благодаря чему реализуется так называемое телескопирование.
Сотовый элемент согласно изобретению может содержать четыре или более согнутых и завитых штабеля.
При использовании четырех или более сложенных и переплетенных штабелей можно заполнить очень сложные поперечные сечения, что более подробно объясняется на чертежах.
Сотовый элемент может дополнительно содержать один несогнутый штабель листов, проходящий через центральный участок сотового элемента и завиваемый совместно с согнутыми штабелями. В таком случае этот один штабель приобретает приближенно S-образную форму, в скруглениях которой располагаются линии перегиба остальных штабелей.
В простейшем случае предлагаемый сотовый элемент может состоять попеременно из слоев гладких и волнистых листов, причем эти листы по всей длине линии их контактирования или частично по линиям контактирования с одной или обеими торцовыми сторонами сотового элемента спаяны на глубину несколько миллиметров.
Оболочка сотового элемента в поперечном сечении преимущественно имеет форму правильного многоугольника, в основном шестиугольника. Многие правильные поперечные сечения, например шестиугольники, могут быть заполнены штабелями, имеющими одинаковую высоту и состоящими из листов одинаковой длины, что существенно упрощает процесс изготовления. Под длиной листа в предлагаемом случае структурированного листа следует понимать не первоначальную длину, а ту длину, которая получается после окончательного получения структуры. При изготовлении правильных форм из штабелей, имеющих одинаковые длины листов, эти штабели могут конечно не все перегибаться в середине. Боковое смещение отдельных листов в каждом штабеле может оказаться необходимым, так что перед сгибанием листов штабель имеет поперечное сечение, которое приближенно соответствует параллелограмму.
Очень неправильные формы поперечных сечений, как будет показано на чертежах, также дают возможность реализовать сотовые элементы предлагаемой конструкции. Так как не только высота каждого штабеля, но и длина отдельного листа в каждом штабеле могут свободно выбираться, а листы различной длины могут также различно смещаться в штабеле в боковом направлении, предлагаемая конструкция обеспечивает большие возможности варьирования для равномерного заполнения различных форм поперечного сечения. Почти для любой формы поперечного сечения можно найти соответствующее расположение штабелей с их линиями перегиба при использовании специальных методов подбора и расчета.
Оболочка сотового элемента имеет неправильное поперечное сечение, а штабели листов имеют по меньшей мере частично различные высоты и/или по меньшей мере частично различные длины.
Другое преимущество предлагаемого сотового элемента, проявляющееся, как минимум, при круглых поперечных сечениях, состоит в том, что оболочка равномерно нагружается по всей окружности, так, что она может не иметь собственной устойчивости к деформированию. Поэтому оболочка представляет собой лист толщиной 0,1-1,5 мм, преимущественно приблизительно 1 мм.
Беспроблемно может быть осуществлено известное мероприятие, состоящее в том, что в штабелях несколько слоев состоят из листов, которые толще, чем остальные, или штабеля состоят из множества листов, имеющих одинаковую структуру и расположенных друг на друге.
При этом более толстые слои листов могут располагаться в основном не только внутри но и по наружным или внутренним сторонам отдельных штабелей. Штабели по своим наружным сторонам также могут состоять из гладких или структурированных листов в зависимости от того, какая концепция более благоприятна для изготовления или для работы сотового элемента. При этом преимущественно стремятся к тому, чтобы в образующемся сотовом элементе всегда были попеременно расположены гладкие и волнистые слои листов последовательно, так что в наружном диапазоне элемента больше неразличима граница между отдельными штабелями. Однако это не удается вследствие малой толщины слоев листов (например, 0,03...0,06 мм), если, например, два гладких слоя листов прилегают друг к другу на границе двух штабелей. Однако в идеальном случае нельзя распознать принадлежность слоя листов к определенному штабелю в наружном диапазоне сотового элемента, причем они могут распознаваться только на основе линии перегиба, вокруг которой сгибаются эти слои листов.
Способ изготовления сотового элемента с множеством проходимых для жидкости каналов заключается в том, что составляют несколько штабелей из множества по меньшей мере частично структурированных листов, каждый штабель сгибают вокруг соответствующей линии перегиба, концы согнутых штабелей заплетают в одну и ту же сторону и затем заплетенные штабеля вставляют в предварительно изготовленную оболочку или охватывают оболочкой, причем составляют по меньшей мере три штабеля листов, одновременно с процессом сгибания или после него штабели размещают таким образом, чтобы сгибы штабелей находились в центральном участке сотового элемента, концы согнутых штабелей заплетают в одну и ту же сторону вокруг друг друга путем вращения относительно центрального участка сотового элемента и сжатия по профилю изготавливаемого элемента.
Кроме того, перед сгибанием штабелям путем бокового взаимного смещения листов соответствующей длины придают форму, при которой штабеля имеют поперечные сечения, соответствующие параллелограмму, трапеции или неправильному многоугольнику.
При описанных способах изготовления целесообразно, если для ускорения изготовления три или несколько штабелей будут одновременно изготовляться на различных штабелирующих устройствах, после чего они могут совместно направляться к центральному участку. Таким образом можно уменьшить время изготовления по сравнению с изготовлением сотового элемента только из одного штабеля.
На фиг. 1 показано поперечное сечение предлагаемого сотового элемента; на фиг.2 - наглядное изображение метода изготовления; на фиг.3 - предлагаемый сотовый элемент, имеющий шестиугольное поперечное сечение; на фиг.4 и 5 - сотовые элементы, имеющие нерегулярные поперечные сечения; на фиг.6 - цилиндрический сотовый элемент, изготовленный из четырех штабелей листов; на фиг. 7 и 8 - сотовые элементы с регулярным поперечным сечением, которое образуется в результате раздувания квадрата или треугольника; на фиг.9 - сотовый элемент, имеющий то же поперечное сечение, что и на фиг.8, однако получен с использованием дополнительного неперегибаемого штабеля.
На фиг.1 показано поперечное сечение сотового элемента, который состоит из гладких 3 и волнистых 4 листов и который расположен в оболочке 1. В наружном диапазоне сотового элемента отдельные слои листов располагаются приближенно по эвольвенте, в то время как во внутренней части имеются линии перегиба 2а, 2b, 2с (в приведенном примере исполнения три линии перегиба). Вокруг этих линий перегиба 2а, 2b, 2с складываются каждый раз третьи части слоев листов, содержащихся в сотовом элементе, причем в наружном диапазоне эти слои листов переплетаются вокруг друг друга в одну и ту же сторону.
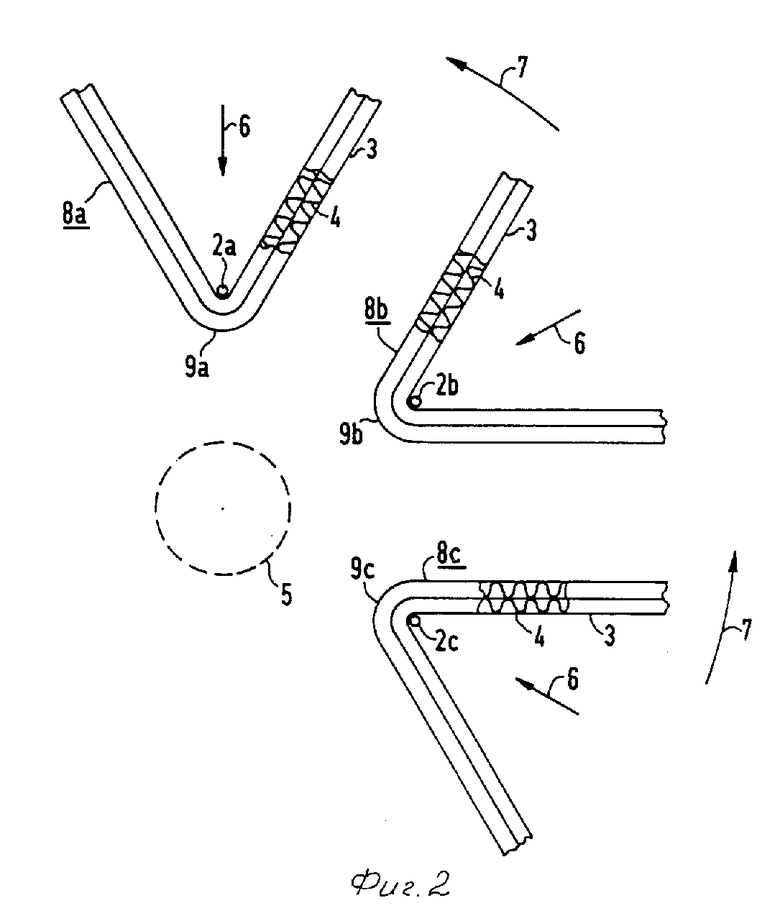
Образование предлагаемого сотового элемента схематично наглядно показано на фиг.2. Множество штабелей листов 8а, 8b, 8с, из которых представлено три, складывается вокруг линии перегиба 2а, 2b или 2с. В заключение (или преимущественно даже одновременно) образующиеся кромки складки 9а, 9b, 9с перемещаются совместно к центральному участку 5, как обозначено стрелкой 6. В своем конечном положении (в центральном диапазоне 5) отдельные штабели листов 8а, 8b, 8с контактируют друг с другом. После этого, как обозначено стрелкой 7, концы сложенных штабелей 8а, 8b, 8с переплетаются в одну и ту же сторону. Это может осуществляться посредством вращения центрального участка, например, при использовании вилкообразного приспособления, а также посредством сжатия охватывающей формы. Это может осуществляться также посредством вращения стягиваемой охватывающей формы и посредством удержания центрального участка в неподвижном положении. Можно предположить также другие варианты изготовления. В частности, линии изгиба 2а, 2b, 2с могут быть образованы вилочным инструментом, который затем может осуществлять зависание штабеля посредством вращения.
На фиг.3 наглядно показано, каким образом может быть заполнен листовыми штабелями правильный шестиугольник. Внутри оболочки 31 расположены 3 штабеля, которые сложены вокруг линий перегиба 32а, 32b, 32с. Наиболее целесообразно, если количество штабелей, используемых для заполнения правильных многоугольников, равно количеству углов этого многоугольника или равно половине количества углов. Благодаря этому можно получить конструкцию из штабелей, которые имеют одинаковую высоту и одинаковую длину листов. Принципиально можно варьировать положение линии перегиба относительно углов, причем может оказаться целесообразным при четком количестве вершин многоугольника располагать линии перегиба на плоскостях соединения противоположно расположенных граней оболочки.
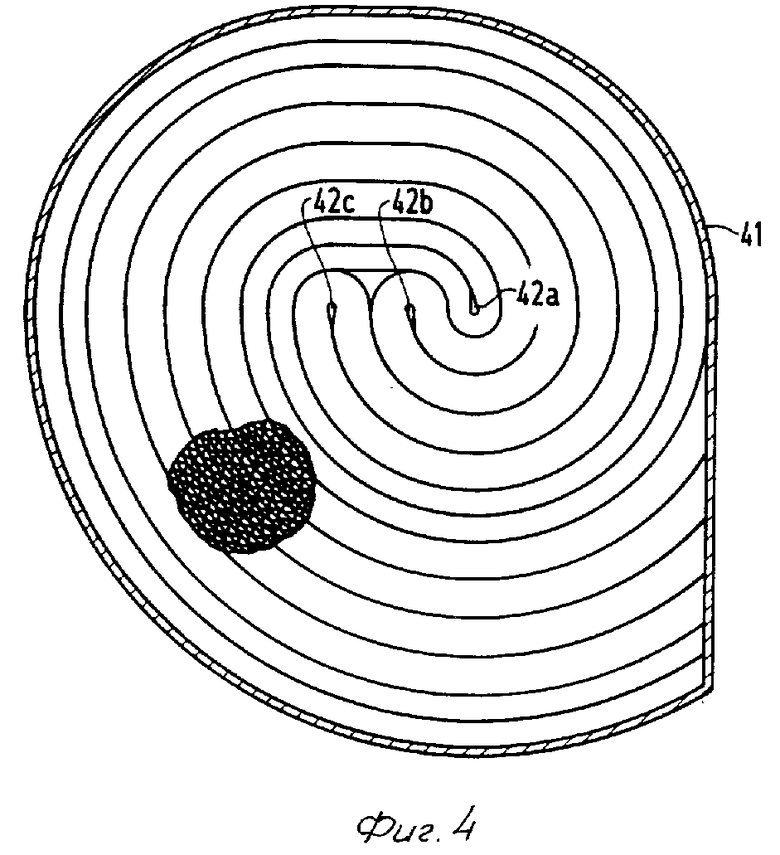
На фиг.5 показана нерегулярная форма поперечного сечения оболочки 51 и возможность заполнения такой формы при использовании четырех штабелей. Линии перегиба 52а, b, с расположены нерегулярно в центральном участке сотового элемента, причем это расположение может оптимизироваться посредством расчета или посредством систематических испытаний. При этом следует упомянуть, что оставшиеся на чертеже небольшие пустые полости почти полностью исчезают при реальном изготовлении, так как штабели и слои листов склонны к заполнению таких полостей вследствие деформирования.
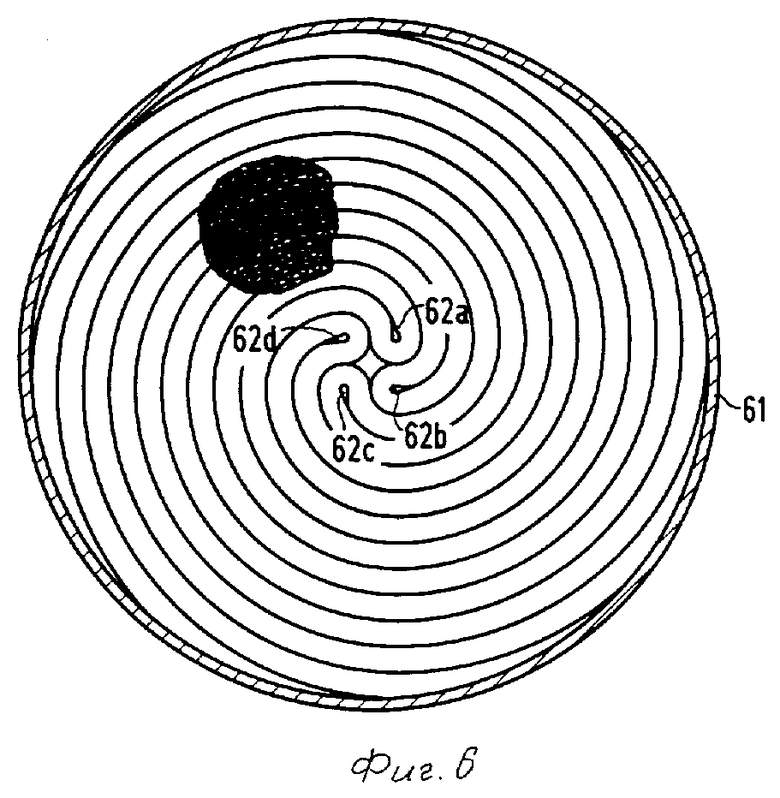
На фиг.6 показана симметричная конструкция цилиндрической оболочки 61, которая заполняется четырьмя штабелями листов, которые согнуты вокруг линий перегиба 62а, b, c, d.
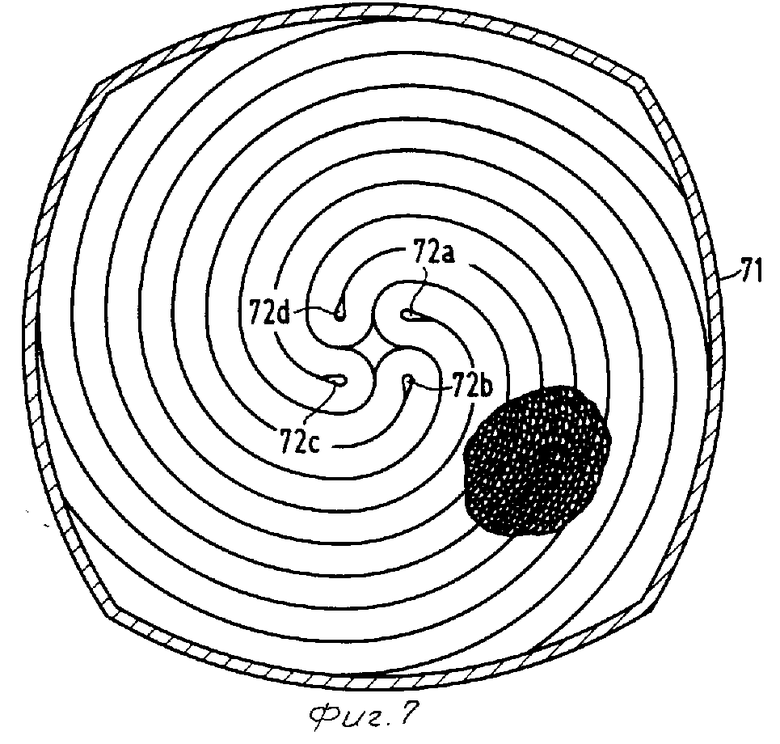
На фиг. 7 показана труба 71 оболочки, которая имеет форму выпученного квадрата. Эта форма также может беспроблемно заполняться четырьмя штабелями листов, которые перегибаются вокруг линий перегиба 72а, b, c, d.
На фиг.8 показана оболочка 81, имеющая форму выпученного треугольника, который может быть заполнен тремя штабелями листов, которые согнуты вокруг линий перегиба 82а, b, c. В данном случае линии перегиба 82а, b, c расположены каждый раз на средней линии элемента со стороны, противоположной соответствующей грани корпуса. Такое расположение пригодно в общем случае для правильных многоугольников с нечетным количеством вершин, а также для соответствующих поперечных сечений, имеющих выпученные грани.
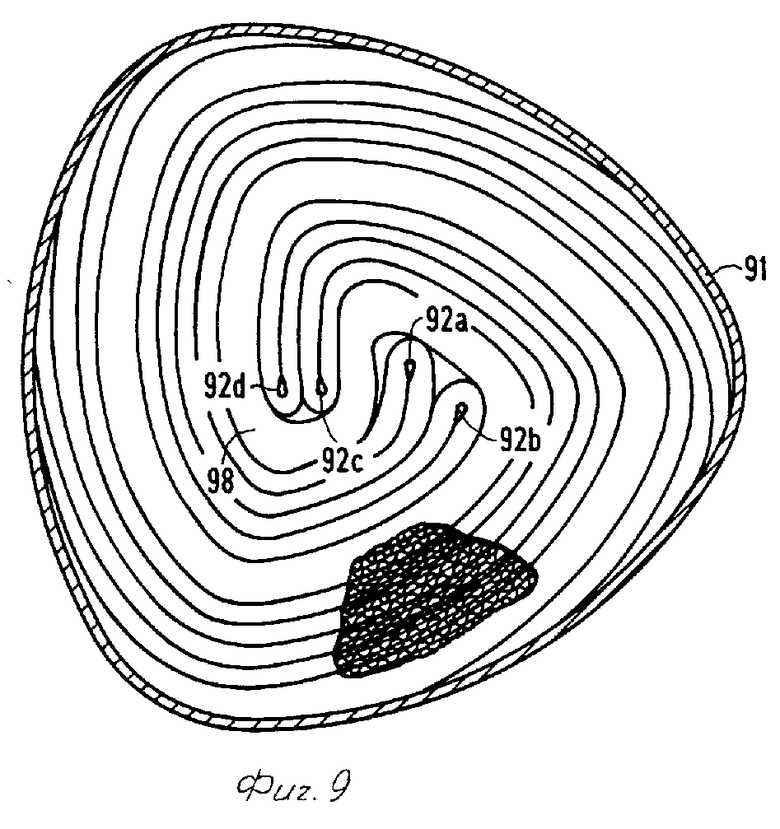
На фиг.9 в качестве примера показано, каким образом можно интегрировать в предлагаемый сотовый элемент штабель 98, который не имеет линий перегиба. В представленном случае оболочка 91 имеет ту же форму, что и на фиг. 8, однако она заполнена четырьмя штабелями, согнутыми вокруг линий перегиба 92а, b, c, d, а также одним штабелем 98, который не имеет изгиба. Можно видеть, что штабель 98, не имеющий линии перегиба, по своему расположению всегда может быть заменен двумя согнутыми в центральном участке штабелями со своими стыкующимися кромками сгиба. Однако в сотовых элементах, которые должны изготавливаться из пяти или более штабелей, всегда два согнутых штабеля можно заменить одним несогнутым штабелем, имеющим удвоенную толщину. Это не изменяет принципиальные преимущества конструкции, а касается только техники изготовления.
Предлагаемое изобретение особенно пригодно для несущих элементов катализаторов автомобилей, которые испытывают высокие тепловые нагрузки. Однако изобретение не ограничивается только этой областью применения, так как такие сотовые элементы используются также в других областях, например, при обработке потоков жидкостей.




Использование в каталитических системах, в частности в способе изготовления сотового элемента, т.е. несущего элемента катализатора для автомобилей. Сущность изобретения: сотовый элемент выполнен из по меньшей мере частично структурированных листов и состоит из множества перегнутых вокруг линий перегиба штабелей листов, которые во внешней области завиты вокруг друг друга в одну и ту же сторону. Сгибы штабелей расположены в центральном участке сотового элемента. Штабеля листов охвачены оболочкой. 2 с. и 9 з.п. ф-лы, 9 ил.
| Способ получения цианоферрата кальция | 1967 |
|
SU245737A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
