Изобретение относится к устройству и способу изготовления сотового элемента (т. е. элемента с сотовой структурой), в частности корпуса-носителя каталитического нейтрализатора, из множества набранных по меньшей мере в один пакет по меньшей мере частично структурированных металлических листов.
Для снижения количества вредных веществ в отработавших газах, в частности в отработавших газах автотранспортных средств, применяются каталитические нейтрализаторы. Корпуса-носители в таких каталитических нейтрализаторах могут быть выполнены в виде металлических сотовых элементов. Такие сотовые элементы состоят из множества набранных в пакет по меньшей мере частично структурированных металлических листов. Из патента США 4923109 известен сотовый элемент, состоящий из пакета металлических листов, свернутого путем его скручивания в противоположных направлениях вокруг центральной зоны.
Из заявки WO 90/03220 известен далее металлический корпус-носитель каталитического нейтрализатора, который состоит по меньшей мере из частично структурированных металлических листов. Этот корпус-носитель включает по меньшей мере три пакета металлических листов, причем по меньшей мере три из них сложены вдвое по соответствующей линии сгиба в центральной зоне сотового элемента и в таком состоянии свернуты в рулон путем их скручивания в противоположном направлении вокруг друг друга и вокруг центральной зоны, в которой находятся линии сгиба.
Из уровня техники известны также устройства для изготовления таких сотовых элементов, включающие поворачивающееся вокруг оси и воздействующее на каждый пакет вильчатое скручивающее приспособление и замыкающиеся в цельную форму профильные сегменты. Внутренний контур замкнутой формы соответствует наружному контуру сотового элемента в его окончательно скрученном состоянии. С целью обеспечить свертывание в рулон пакетов, соответственно пакета вокруг центральной зоны профильные сегменты перемещаются по направлению к пакету таким образом, что во время поворота вильчатого скручивающего приспособления пакет, соответственно пакеты прилегает(ют) к краю профильных сегментов, и этот край образует контропору. В конце процесса изготовления форма полностью смыкается, и элементу с сотовой структурой, таким образом, придается его окончательная форма.
Известные устройства содержат два сегмента, перемещающихся в направлении друг к другу и друг от друга. В процессе смыкания формы существует опасность, что по меньшей мере один профильный сегмент будет продолжать двигаться против направления движения участка пакета, который еще подлежит свертыванию в рулон. Если профильный сегмент натолкнется на такой участок, то это может привести к нежелательной деформации пакета, соответственно пакетов. Такая деформация может привести к частичному изгибу отдельных листов пакета. Деформация металлических листов влияет на структуру готового сотового элемента. Во-первых, вследствие этих деформаций страдает прочность сотового элемента, а во-вторых, происходит локальное изменение поперечных сечений каналов. Следствием изменения поперечных сечений каналов является неравномерное распределение отработавшего газа внутри сотового элемента, что может отрицательно сказаться на каталитическом действии сотового элемента.
Известные сотовые элементы имеют преимущественно круглое поперечное сечение. Изготовление сотовых элементов с другими поперечными сечениями требует других способов изготовления. Один такой способ изготовления известен из патента США 4519120. Согласно этому способу сначала свертывают в рулон сотовый элемент, а затем его деформируют с помощью соответствующих инструментов.
Исходя из сказанного выше в основу настоящего изобретения была положена задача усовершенствовать известные устройство и способ для изготовления сотового элемента таким образом, чтобы в процессе изготовления не возникала опасность деформации пакетов, соответственно отдельных металлических листов. Кроме того, должна быть обеспечена возможность изготовления сотовых элементов с не круглым сечением.
Согласно изобретению эта задача решается с помощью устройства с отличительными признаками п. 1 формулы изобретения. Предпочтительные варианты выполнения устройства представлены в зависимых п.п. 2-5. Предлагаемые способы изготовления сотового элемента указаны в п.п. 6 и 7.
Предлагаемое устройство для изготовления сотового элемента, в частности корпуса-носителя каталитического нейтрализатора, из множества набранных по меньшей мере в один пакет по меньшей мере частично структурированных металлических листов, образующих множество каналов для прохождения текучей среды, имеет воздействующее на каждый пакет вильчатое удерживающее приспособление и профильные сегменты, которые могут смыкаться в цельную форму и каждый из которых имеет соответствующую формообразующую поверхность, совместно образующие в замкнутой форме наружный контур изготавливаемого сотового элемента, и отличается тем, что предусмотрены по меньшей мере два профильных сегмента, которые могут перемещаться таким образом, что по меньшей мере один участок каждой формообразующей поверхности, прилегая к пакету, описывает при движении соответствующую наружному контуру сотового элемента траекторию в направлении соответствующего свободного конца пакета. Благодаря тому, что по меньшей мере один участок каждой формообразующей поверхности описывает при движении соответствующую наружному контуру сотового элемента траекторию в направлении соответствующего свободного конца пакета, участок пакета, контактирующий с участком профильного сегмента, деформируется таким образом, что в конечном состоянии формообразования пакету придается заданный наружный контур изготавливаемого сотового элемента. Благодаря тому, что траектория движения направлена к соответствующему свободному концу пакета, деформация отдельных слоев металлических листов, соответственно пакетов, в отличие от предшествующего известного уровня техники, предотвращается, поскольку профильные сегменты сгибают участки пакета, придавая ему его окончательный вид. В зависимости от заданного наружного контура изготавливаемого сотового элемента может быть выбрано соответствующее количество профильных сегментов, осуществляющих свертывание в рулон пакетов, соответственно отдельных слоев металлических листов. Предпочтительно предусмотрены два профильных сегмента, которые могут перемещаться в одинаковых направлениях. Следует подчеркнуть, что длина участка формообразующей поверхности профильного сегмента во время движения может быть изменяться. Это зависит, во-первых, от процесса движения профильного сегмента и, во-вторых, от наружного контура изготавливаемого сотового элемента.
Предпочтителен вариант выполнения устройства, в котором профильные сегменты расположены в их исходном положении друг против друга. Предпочтительно профильные сегменты располагать попарно друг против друга. Движение профильных сегментов происходит, в частности, синхронно. Однако такое условие не является строго обязательным. Достаточно, чтобы скорость отдельных движений профильных сегментов различалась бы настолько, чтобы профильные сегменты во время изготовления сотового элемента не наталкивались друг на друга.
Согласно еще одному предпочтительному варианту предлагается выполнять форму таким образом, чтобы она имела по меньшей мере один перемещаемый радиально внутрь и радиально наружу профильный сегмент, который служит замыкающим сегментом. С помощью этого замыкающего сегмента форма в конечном состоянии замыкается, придавая сотовому элементу его окончательный вид.
Согласно настоящему изобретению предлагается также способ изготовления сотового элемента со множеством каналов для прохождения текучей среды из множества по меньшей мере частично структурированных металлических листов. Согласно этому способу сначала набирают в пакет множество по меньшей мере частично структурированных металлических листов. Пакет помещают в открытую форму и с помощью удерживающего приспособления удерживают его в форме в центральной зоне. Концы пакета выступают из центральной зоны радиально наружу. По меньшей мере два профильных сегмента перемещают из их исходных положений таким образом, что по меньшей мере один участок каждой формообразующей поверхности входит в контакт с пакетом. После этого профильные сегменты перемещают вдоль траектории, соответствующей наружному контуру сотового элемента, таким образом, что по меньшей мере один участок каждой формообразующей поверхности постоянно прилегает к пакету. По достижении заданной степени скручивания пакетов форму замыкают.
Предлагается также способ изготовления сотовых элементов, в котором набирают в множество пакетов множество по меньшей мере частично структурированных металлических листов. Каждый пакет складывают вдвое вдоль соответствующей линии сгиба. Пакеты помещают в открытую форму и с помощью удерживающего приспособления удерживают их в форме в центральной зоне. Затем по меньшей мере два профильных сегмента перемещают из их исходных положений таким образом, что по меньшей мере один участок каждой формообразующей поверхности профильного сегмента входит в контакт с соответствующим пакетом. Профильные сегменты перемещают вдоль траектории, соответствующей наружному контуру сотового элемента, таким образом, что участок каждой формообразующей поверхности профильного сегмента постоянно прилегает к пакету. По достижении заданной степени скручивания пакетов форму замыкают.
Устройство и способ согласно изобретению позволяют изготавливать сотовые элементы с поперечным сечением, отличным от круглого. Так, например, можно изготавливать сотовые элементы с овальным поперечным сечением или в виде "ипподромной скаковой" дорожки без необходимости деформации пакетов, соответственно металлических листов. Устройство и способ согласно изобретению позволяют изготавливать сотовые элементы равномерной структуры.
Другие преимущества и особенности устройства и способа более подробно поясняются ниже на примере осуществления со ссылкой на прилагаемые чертежи, на которых показано
на фиг. 1 - схематичный вид сверху устройства для изготовления сотового элемента с открытой формой,
на фиг. 2-4 - различные положения подвижных профильных сегментов,
на фиг. 5 - частично замкнутая форма и
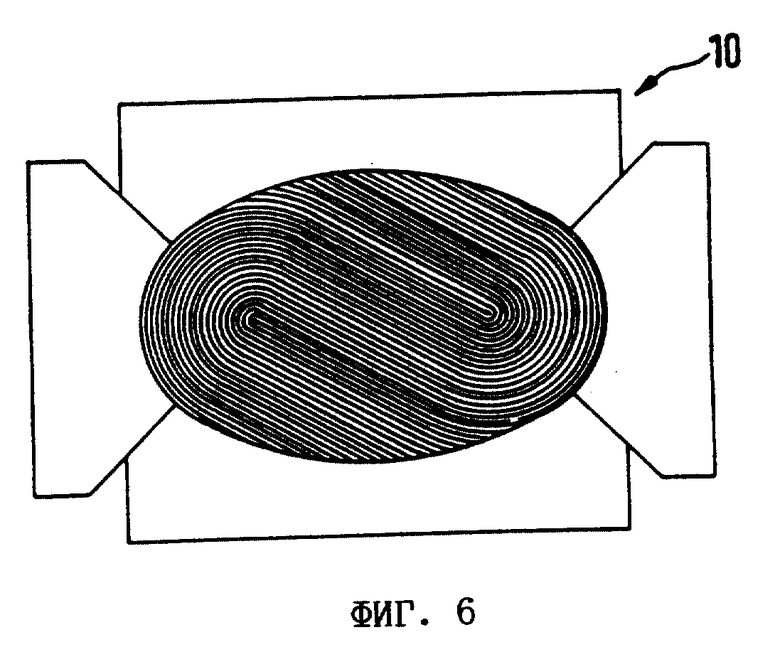
на фиг. 6 - вид сверху замкнутой формы.
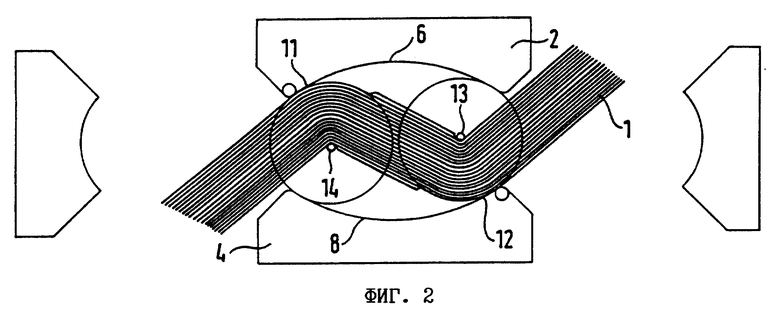
Устройство имеет вильчатое удерживающее приспособление, которое удерживает пакет 1 в центральной зоне формы. Пакет 1 свертывается в рулон вокруг оправок 13, 14 удерживающего приспособления. Форма имеет четыре профильных сегмента 2, 3, 4 и 5. Вместе они образуют в сомкнутом состоянии цельную форму 10. Каждый профильный сегмент 2-5 имеет формообразующую поверхность 6, 7, 8 и 9, которые совместно в замкнутой форме 10 образуют наружный контур 15 изготавливаемого сотового элемента.
Профильные сегменты 3 и 5 могут перемещаться по направлению радиально внутрь и радиально наружу.
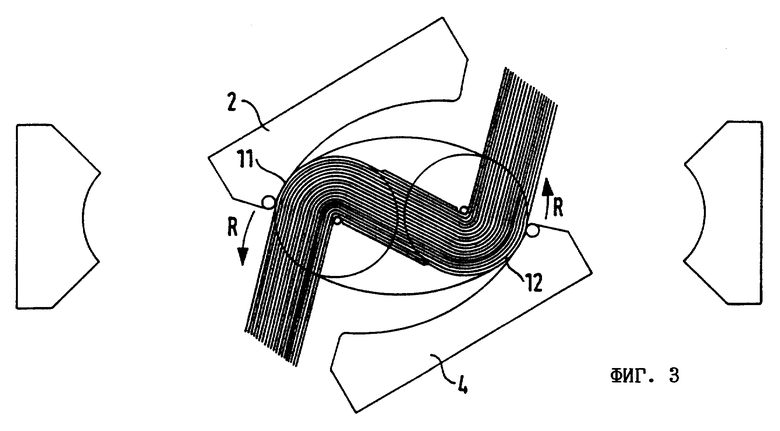
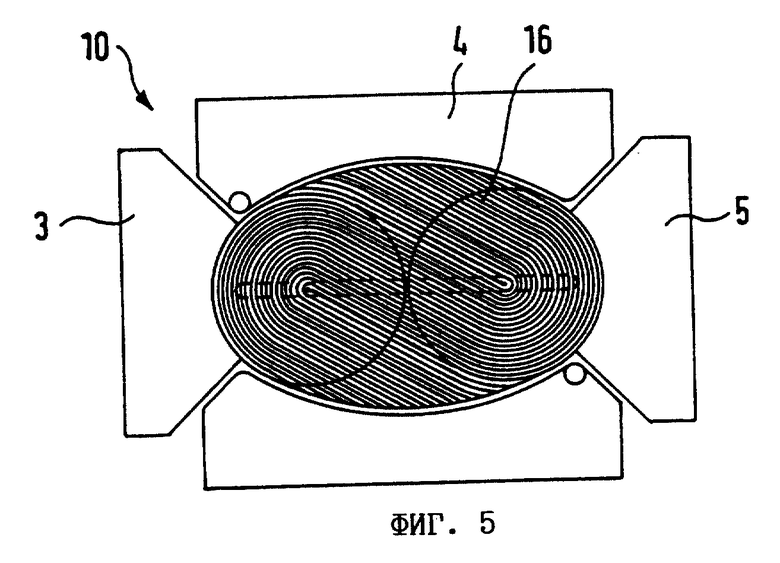
На фиг. 2 профильные сегменты 2 и 4 прилегают к пакету 1. Участок 11 формообразующей поверхности 6 профильного сегмента 2, соответственно участок 12 формообразующей поверхности 8 профильного сегмента 4 прилегает к пакету 1. Отходящий от оправки 14, соответственно 13 и выступающий из формы участок пакета согнут соответственно кривизне участка 11, соответственно 12. На фиг. 3 профильные сегменты 2 и 4 изображены в положении, которое они занимают после их поворота на 30o. Во время поворота в направлении стрелки R произошла деформация следующего участка пакета. Поворот профильных сегментов 2 и 4 при этом происходил таким образом, что участок 11, соответственно 12 профильных сегментов 2, соответственно 4 постоянно прилегал к пакету. В результате последующего поворота профильных сегментов 2 и 4 последние занимают положение, изображенное на фиг. 4. Профильные сегменты 2 и 4 при этом были повернуты относительно их первоначального положения на 90o. Как наиболее наглядно видно на фиг. 4, участок 11, соответственно 12 формообразующей поверхности 6, соответственно 8 существенно больше такого же участка, показанного на фиг. 2 и 3. В результате еще одного поворота профильных сегментов 3 и 4 пакету придается его окончательный вид. В показанном примере осуществления изобретения достаточен поворот сегментов 2 и 4 на 180o, поскольку сотовый элемент имеет зеркально-симметричное исполнение. Движение обоих профильных сегментов 2 и 4 происходило синхронно. По достижении профильными сегментами 2 и 4 изображенного на фиг. 5 положения оба профильных сегмента 3 и 5 подводятся радиально внутрь к сотовому элементу 16. Форма 10 еще не полностью замкнута, как это видно на фиг. 5. При последующем подводе отдельных профильных сегментов 2-5 форма 10 полностью смыкается, как это показано не фиг. 6.

Изобретение относится к средствам очистки отработавших газов, преимущественно к каталитическим нейтрализаторам. Сотовый элемент каталитического нейтрализатора образован множеством набранных по меньшей мере в один пакет по меньшей мере частично структурированных металлических листов, образующих множество каналов для прохождения текучей среды. Устройство имеет воздействующее на каждый пакет вильчатое удерживающее приспособление и профильные сегменты. Профильные сегменты могут смыкаться в цельную форму, и каждый профильный сегмент имеет формообразующую поверхность, совместно образующие при полностью замкнутой форме наружный контур изготавливаемого сотового элемента. По меньшей мере два профильных сегмента могут перемещаться таким образом, что по меньшей мере один участок каждой формообразующей поверхности, прилегая к пакету, описывает при движении соответствующую наружному контуру сотового элемента траекторию в направлении соответствующего свободного конца пакета. Изобретение позволяет исключить деформацию пакетов и соответственно отдельных листов. 2 с. и 5 з.п. ф-лы, 6 ил.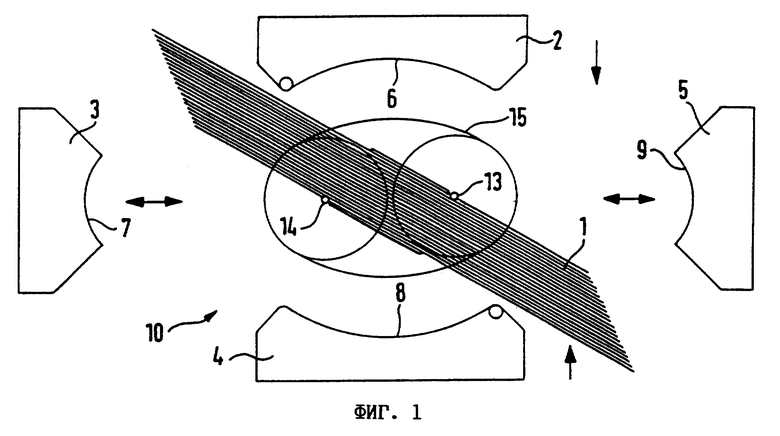
| US 4519120 A, 28.05.1995 | |||
| DE 4241469 A1, 16.06.1994 | |||
| НАПОЛЬНАЯ РЕШЕТКА ИЗОТЕРМИЧЕСКОГО ВАГОНА | 0 |
|
SU316596A1 |
| СПОСОБ ОПТИЧЕСКОГО ИЗМЕРЕНИЯ ВЫСОТЫ КОНТАКТНОГО ПРОВОДА | 2000 |
|
RU2180621C2 |
| Каталитический нейтрализатор, в частности, для двигателя внутреннего сгорания и способ его изготовления | 1990 |
|
SU1839696A3 |

