Настоящее изобретение относится к устройству и способу для изготовления элемента с сотовой структурой, имеющего множество каналов для прохождения текучей среды, в частности корпуса- носителя каталитического нейтрализатора.
Для снижения выбросов вредных веществ, в частности в отработавших газах транспортных средств, применяются каталитические нейтрализаторы с корпусами-носителями. В качестве таких корпусов-носителей могут использоваться металлические элементы с сотовой структурой. Элемент с сотовой структурой состоит из набранного в пакет множества по меньшей мере частично структурированных металлических листов. Этот пакет свернут в рулон путем его скручивания в противоположных направлениях вокруг центральной зоны. Такое выполнение элемента с сотовой структурой известно, например, из патента США 4923109.
Из заявки WO 90/03220 известен металлический корпус-носитель каталитического нейтрализатора для транспортных средств, который состоит по меньшей мере из частично структурированных металлических листов. Этот корпус-носитель включает по меньшей мере три пакета металлических листов, причем по меньшей мере три из них сложены пополам по соответствующей линии сгиба в центральной зоне элемента с сотовой структурой и в таком состоянии свернуты в рулон путем их скручивания друг относительно друга в одном направлении вокруг центральной зоны, в которой находятся линии сгиба.
Из уровня техники известны также устройства для изготовления таких корпусов-носителей каталитических нейтрализаторов, включающие поворачивающееся вокруг оси и воздействующее на каждый пакет вильчатое скручивающее приспособление и замыкающиеся в цельную форму профильные сегменты. Внутренний контур замкнутой формы соответствует наружному контуру элемента с сотовой структурой в его окончательно скрученном состоянии. Наиболее частой формой, которую имеют элементы с сотовой структурой, является цилиндрическая. С целью обеспечить свертывание в рулон пакетов вокруг центральной зоны профильные сегменты перемещаются по направлению к пакету таким образом, что во время поворота вильчатого скручивающего приспособления пакет, соответственно пакеты прилегает (ют) к краю профильных сегментов, и этот край образует контропору. В конце процесса изготовления форма полностью смыкается, и элементу с сотовой структурой, таким образом, придается его окончательная форма.
Известные устройства имеют два профильных сегмента, которые могут перемещаться прямолинейно по направлению друг к другу и друг от друга. Во время процесса смыкания формы существует опасность, что по меньшей мере один профильный сегмент будет продолжать двигаться против направления движения участка пакета, который еще подлежит свертыванию в рулон, что может привести к нежелательной деформации пакета, соответственно пакетов. Деформация приводит к тому, что отдельные листы частично изгибаются. Вследствие этого структура готового элемента нарушается. Во-первых, страдает прочность элемента с сотовой структурой, а во-вторых, происходит локальное изменение поперечных сечений каналов.
Исходя из сказанного выше, в основу изобретения была положена задача усовершенствовать известное устройство для изготовления элемента с сотовой структурой таким образом, чтобы во время процесса изготовления не возникала опасность деформации пакетов, соответственно отдельных металлических листов. Далее необходимо разработать способ изготовления элемента с сотовой структурой, предотвращающий деформацию отдельных пакетов.
Согласно изобретению эта задача решается с помощью устройства с отличительными признаками п. 1 формулы изобретения. Предпочтительные варианты выполнения устройства представлены в зависимых пп. 2-18. Предлагаемые согласно изобретению способы изготовления элемента с сотовой структурой описаны в пп. 19 и 20. Предпочтительный вариант осуществления способа представлен в зависимом п. 21.
Предлагаемое устройство для изготовления элемента с сотовой структурой, состоящего из множества набранных по меньшей мере в один пакет по меньшей мере частично структурированных металлических листов, образующих множество каналов для прохождения текучей среды, включает форму, которая содержит по меньшей мере два профильных сегмента. Каждый профильный сегмент может поворачиваться вокруг соответствующей оси, проходящей параллельно оси скручивающего приспособления, против направления поворота последнего. Благодаря повороту каждого профильного сегмента против направления поворота скручивающего приспособления предотвращается расплющивание одного или нескольких пакетов при смыкании формы. При наличии более двух пакетов количество профильных сегментов в устройстве, которые могут поворачиваться против направления поворота скручивающего приспособления предпочтительно соответствует количеству пакетов. Оси поворота профильных сегментов расположены преимущественно эквидистантно относительно друг друга на огибающей готового элемента с сотовой структурой.
На набранные в пакет металлические листы элемента с сотовой структурой действует высокая нагрузка, которая обусловлена конструкцией известного устройства для изготовления такого элемента. Нагрузка на листы возникает, в частности, в результате того, что контропора расположена на некотором расстоянии от центра приложения сил. Система "контропора - пакет листов - центр приложения сил" сравнима с односторонне закрепленной наборной листовой рессорой. Как это имеет место в таких наборных листовых рессорах, между отдельными слоями пакета возникают силы трения. Эти силы трения приводят при свертывании в рулон пакета (ов) к повышенному расходу энергии. Кроме того, изгибается еще не свернутый участок каждого пакета, что обусловливает работу боковой деформации при смятии пакета.
Основная идея работы устройства и предпочтительных вариантов осуществления способов заключается в том, что изготовление элемента с сотовой структурой, имеющего множество каналов для прохождения текучей среды, в частности корпуса-носителя каталитического нейтрализатора, более технологично в том случае, когда контропора непосредственно прилегает к свернутому в рулон пакету, соответственно к свернутым в рулон пакетам. Еще не свернутый участок каждого пакета свободен. Поэтому в отличие от уровня техники никаких нагрузок на этом еще не скрученном участке пакета не возникает. Отсутствует, следовательно, и изгибающая нагрузка на этом еще не свернутом участке пакета.
Эта основная идея реализована согласно п. 5 формулы изобретения в устройстве для изготовления элемента с сотовой структурой, имеющего множество каналов для прохождения текучей среды, в частности каталитического нейтрализатора, состоящего из набранного в пакет множества по меньшей мере частично структурированных металлических листов, при этом устройство включает поворачивающееся вокруг оси и действующее на пакет вильчатое скручивающее приспособление и замыкающиеся в цельную форму профильные сегменты, причем ось поворота расположена на образующем контропору конце профильного сегмента, а каждая контропора может перемещаться по направлению к оси и от нее. В этом устройстве контропора во время свертывания листов друг вокруг друга постоянно прилегает к пакету. Во время процесса свертывания радиальный размер уже скрученного пакета увеличивается. С целью учесть этот процесс контропора выполнена таким образом, что она может перемещаться к оси скручивающего приспособления и от нее. Контропора может прилегать к пакету с определенным прижимным усилием.
Для изготовления элемента с сотовой структурой по меньшей мере из трех пакетов, каждый из которых состоит из множества по меньшей мере частично структурированных металлических листов и которые скручены в одном направлении друг вокруг друга, предлагается устройство, в котором количество профильных сегментов формы соответствует количеству пакетов. Каждый профильный сегмент закреплен на оси поворота, проходящей параллельно центральной оси, и образует на конце соответственно одну контропору. Профильные сегменты могут поворачиваться против направления поворота скручивающего приспособления. Каждая контропора может перемещаться к оси скручивающего приспособления и от нее. С помощью такого устройства может быть изготовлен описанный в WO 90/03220 элемент с сотовой структурой.
Согласно еще одному предпочтительному варианту предлагаемое устройство имеет опорную плиту с направляющими пазами, проходящими радиально к центру. В каждом направляющем пазу установлен с возможностью скольжения в нем болт, образующий ось поворота. Каждый направляющий паз имеет многоугольное поперечное сечение. Направляющий паз предпочтительно выполнять с Т-образным поперечным сечением или поперечным сечением в форме ласточкина хвоста. Болт имеет соответствующую головку, вставленную в направляющий паз. Направляющие пазы необязательно выполнять в цельной опорной плите. Они также могут быть образованы несколькими соответственно сформованными плитами.
Перемещение контропор в направлении к оси и от нее происходит преимущественно с помощью электродвигателя. Для этой цели особенно пригоден шаговый двигатель, поскольку он позволяет точно регулировать перемещение контропоры относительно уже свернутых в рулон пакетов. Между электродвигателем и контропорой может быть предусмотрен соответствующий редуктор. Можно использовать и другие механизмы, например, зубчатую рейку, соединенную одним концом с контропорой и входящую в зацепление с соответствующим зубчатым колесом электродвигателя.
В предпочтительном варианте выполнения устройства каждая контропора соединена с поршневым блоком. Поршневой блок может иметь гидравлический или пневматический привод. При этом можно применять известные стандартизованные поршневые блоки.
Согласно еще одному предпочтительному варианту устройства предлагается перемещать поворотные оси в направлении от центральной оси против действия пружинной силы. Такая пружинная сила может создаваться пружиной растяжения или пружиной сжатия либо парой таких пружин. В предпочтительном варианте пружинную силу, с которой контропора прилегает к скрученному пакету, можно регулировать. Благодаря этому устройство можно адаптировать к различным формам и исходным материалам элемента с сотовой структурой. Предпочтительно пружинная сила имеет дегрессивную характеристику. Это основано на том, что сила, с которой контропора прилегает к пакету, вследствие большего радиуса изгиба может быть меньше, чем в центре изогнутого пакета. Преимущество применения пружин состоит также в том, что они представляют собой стандартизованные детали, которые обеспечивают безопасную и надежную работу.
Для замыкания формы каждый профильный сегмент соединен с приводным блоком, который поворачивает этот сегмент вокруг соответствующей оси. При этом приводным блоком может быть поршневой блок с гидравлическим или пневматическим приводом.
Ниже описывается способ изготовления элемента с сотовой структурой, имеющего множество каналов для прохождения текучей среды, образованных множеством по меньшей мере частично структурированных металлических листов. Согласно этому способу сначала набирают в пакет множество по меньшей мере частично структурированных металлических листов. Этот пакет помещают в открытую форму. В центральной зоне пакета и формы пакет удерживается скручивающим приспособлением. Скручивающее приспособление может быть выполнено вильчатым. Затем пакет свертывается в рулон скручивающим приспособлением. Путем поворота профильных сегментов против направления поворота скручивающего приспособления форма смыкается. Форма может смыкаться лишь по достижении заданной степени скручивания. Пакет необязательно должен быть свернут в рулон полностью. Процесс замыкания формы может начинаться уже тогда, когда размер еще не свернутого участка пакета меньше длины периметра профильного сегмента или равен ей. Если процесс замыкания формы начинается уже при указанных выше условиях, то процесс скручивания осуществляет каждый сегмент, поскольку смыкающиеся сегменты давят на еще не свернутые в рулон участки в сторону оси. Этим способом изготавливается элемент с сотовой структурой, известный из EP 0245737. Такой элемент с сотовой структурой известен специалистам в данной области техники под обозначением S-Kat.
Для изготовления элемента с сотовой структурой, имеющего множество каналов для прохождения текучей среды, образованных множеством по меньшей мере частично структурированных металлических листов, и описанного, например, в заявке WO 89/03220, предлагается набирать в несколько пакетов множество по меньшей мере частично структурированных металлических листов. Каждый пакет складывают пополам по линии его сгиба. После этого каждый пакет помещают в открытую форму, где он удерживается скручивающим приспособлением в центральной зоне.
Согласно еще одному предпочтительному варианту способа предлагается после захвата пакета скручивающим приспособлением располагать по обе стороны пакета в центральной зоне напротив друг друга по контропоре с прилеганием к пакету. Затем пакет свертывают в рулон, осуществляя скручивание в противоположных направлениях. В процессе скручивания каждая контропора радиально выдвигается из центральной зоны, постоянно прилегая при этом к пакету. По окончании процесса скручивания профильные сегменты поворачивают вокруг их соответствующей оси, благодаря чему форма смыкается.
Другие преимущества и особенности устройства и способа более подробно поясняются на четырех примерах выполнения со ссылкой на прилагаемые чертежи, на которых показано:
на фиг. 1 - схематичный вид сверху первого примера выполнения устройства с одним пакетом,
на фиг. 2 - схематичный вид сверху устройства по фиг. 1 с частично свернутым в рулон пакетом,
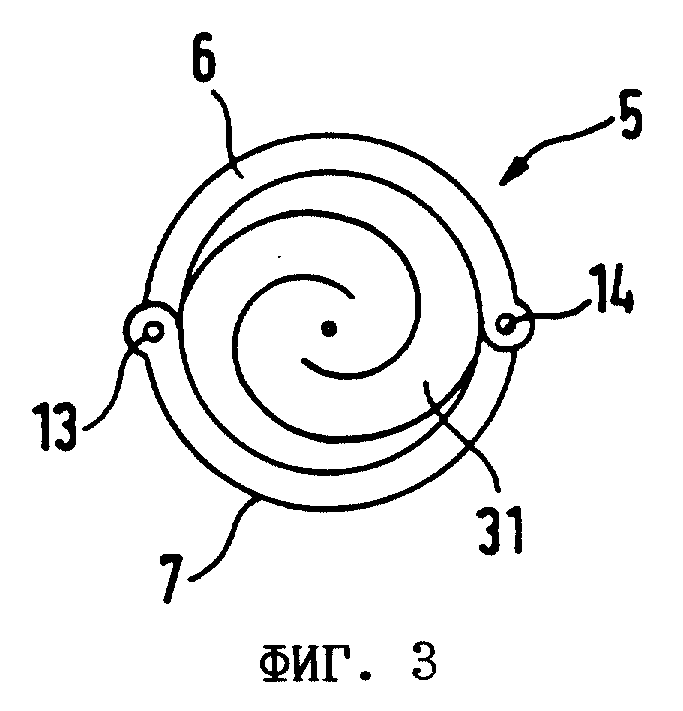
на фиг. 3 - схематичный вид сверху устройства по фиг. 1 с сомкнутой формой,
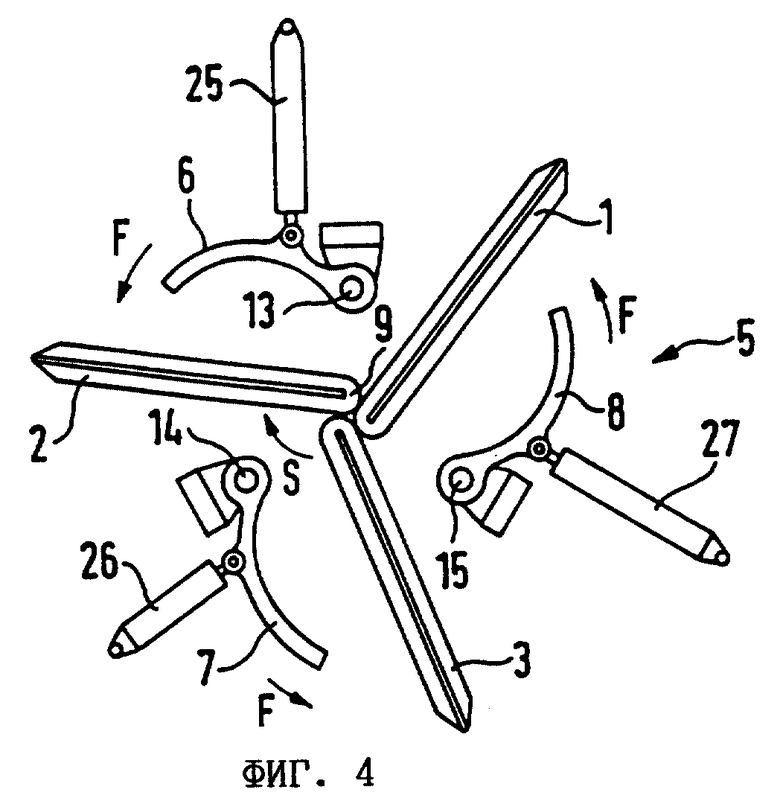
на фиг. 4 - схематичный вид сверху второго примера выполнения устройства с тремя пакетами,
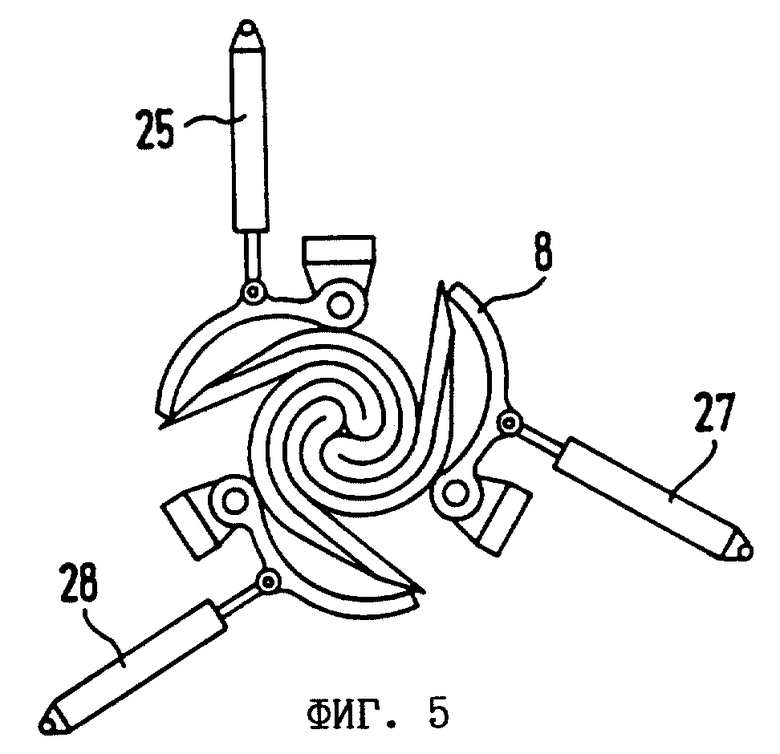
на фиг. 5 - схематичный вид сверху устройства по фиг. 4 с частично скрученными друг вокруг друга пакетами,
на фиг. 6 - вид сверху устройства по фиг. 4 с замкнутой формой,
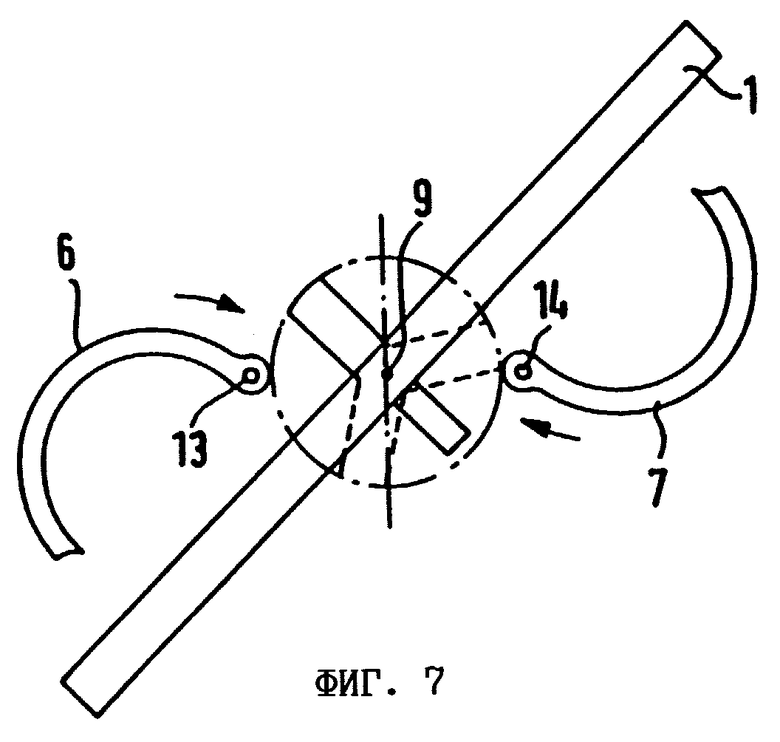
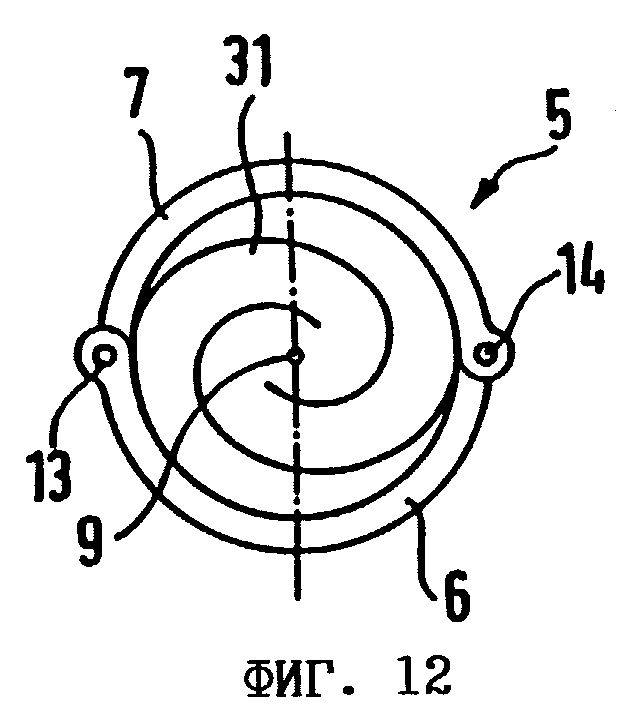
на фиг. 7-12 - схематичные виды сверху третьего варианта выполнения устройства на различных технологических стадиях и
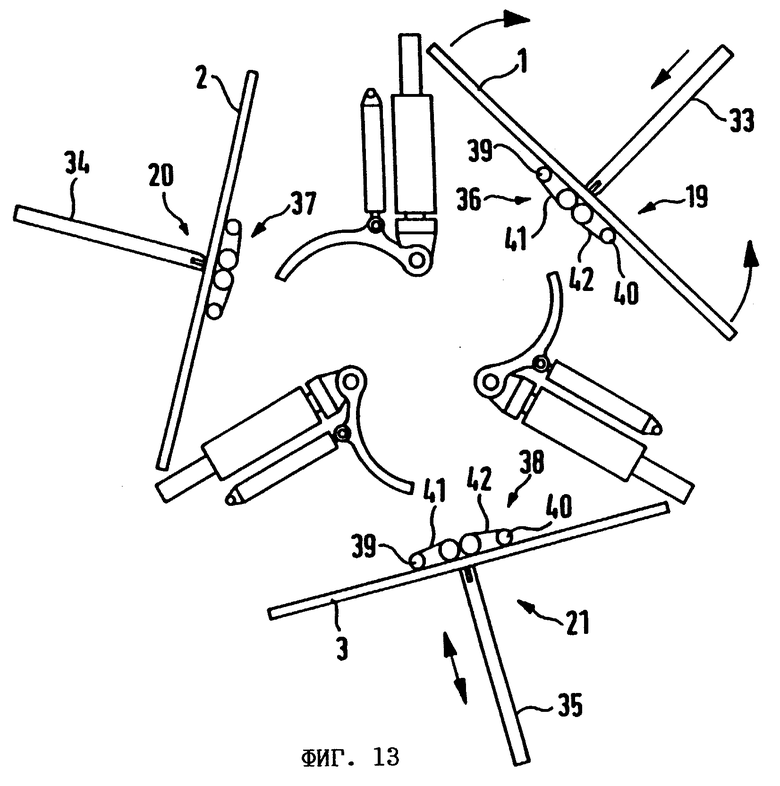
на фиг. 13-19 - схематичные виды сверху четвертого примера выполнения устройства.
На фиг. 1-3 изображен первый пример выполнения устройства для изготовления элемента с сотовой структурой из одного пакета 1. Пакет 1 набран из множества по меньшей мере частично структурированных металлических листов, которые на фиг. 1-3 не изображены. По меньшей мере частично структурированные металлические листы образуют в готовом элементе с сотовой структурой множество каналов для прохождения текучей среды. Устройство включает форму 5, состоящую из двух профильных сегментов 6, 7. Каждый профильный сегмент 6, 7 может поворачиваться вокруг соответствующей оси 13, 14. Концы каждого профильного сегмента 6, 7 выполнены таким образом, что замкнутая форма образует почти непрерывную линию. В изображенном примере выполнения элемент 31 с сотовой структурой имеет круглое поперечное сечение. Два профильных элемента 6, 7 расположены диаметрально на огибающей 32.
Пакет 1 помещают в открытую форму 5, в которой он удерживается не показанным скручивающим приспособлением. Скручивающее приспособление выполнено вильчатым и может поворачиваться вокруг оси 9, проходящей перпендикулярно плоскости чертежа. Направление поворота скручивающего приспособления вокруг оси 9 обозначено буквой S. На фиг. 2 видно, что пакет 1 частично свернут в рулон. Еще не свернутая в рулон часть пакета 1 имеет длину L, которая соответствует половине длины окружности огибающей 32. На этой стадии способа профильные сегменты 6, 7 могут быть повернуты в направлении стрелок F вокруг соответствующих осей 13, 14, смыкая таким образом форму 5. При этом профильные сегменты 6, 7 давят на еще не свернутый в рулон участок пакета 1 в направлении к его центру.
На фиг. 4-6 показан второй пример выполнения устройства для изготовления элемента с сотовой структурой из трех пакетов 1, 2 и 3. Пакеты 1, 2 и 3 расположены симметрично вокруг оси 9. Для упрощения скручивающее приспособление, которое удерживает и проворачивает каждый пакет 1, 2 и 3 в направлении S, не показано. Скручивающее приспособление может быть выполнено, как уже было указано, в виде вильчатого приспособления. Форма 5 включает три профильных сегмента 6, 7 и 8. Каждый профильный сегмент 6, 7 и 8 выполнен в форме дуги окружности. Каждый профильный сегмент 6, 7 и 8 может поворачиваться вокруг соответствующей оси 13, 14 и 15 против направления поворота S скручивающего приспособления. Для поворота каждого профильного сегмента 6, 7 и 8 предусмотрен соответствующий приводной блок 25, 26 и 27. В качестве приводных блоков 25, 26 и 27 использованы поршневые блоки. Поршневые штоки 28, 29 и 30 соединены соответственно с профильными сегментами 6, 7 и 8. Соединение выполнено поворотным. Каждый приводной блок 25, 26, 27 выполнен стационарным.
В результате повышения давления в цилиндре поршневого блока 25, 26, 27 соответствующий поршневой шток 28, 29 и 30 выдвигается, благодаря чему каждый сегмент 6, 7 и 8 поворачивается вокруг соответствующей оси 13, 14 и 15, и форма 5 смыкается. Форма в сомкнутом состоянии показана на фиг. 6.
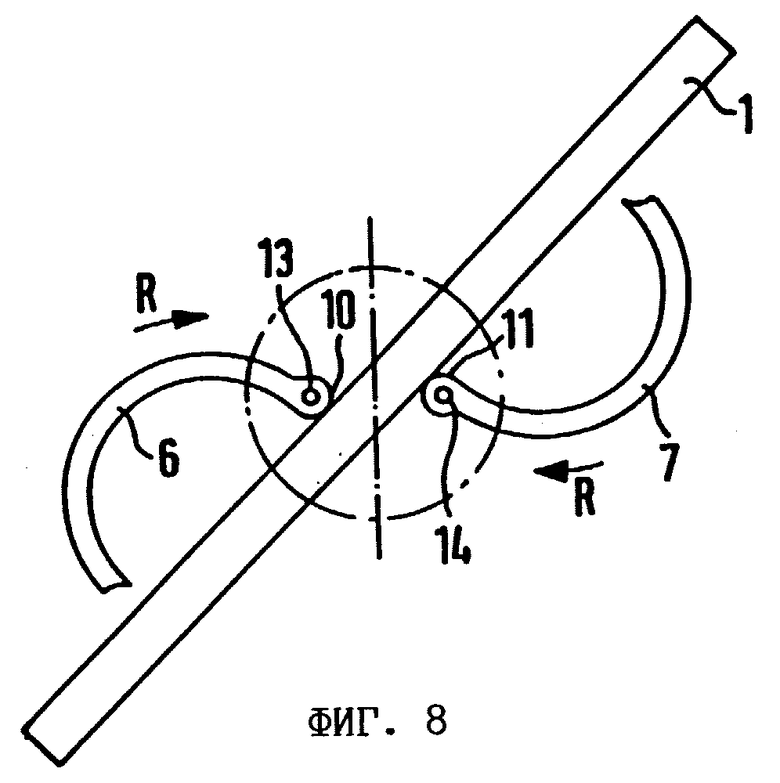
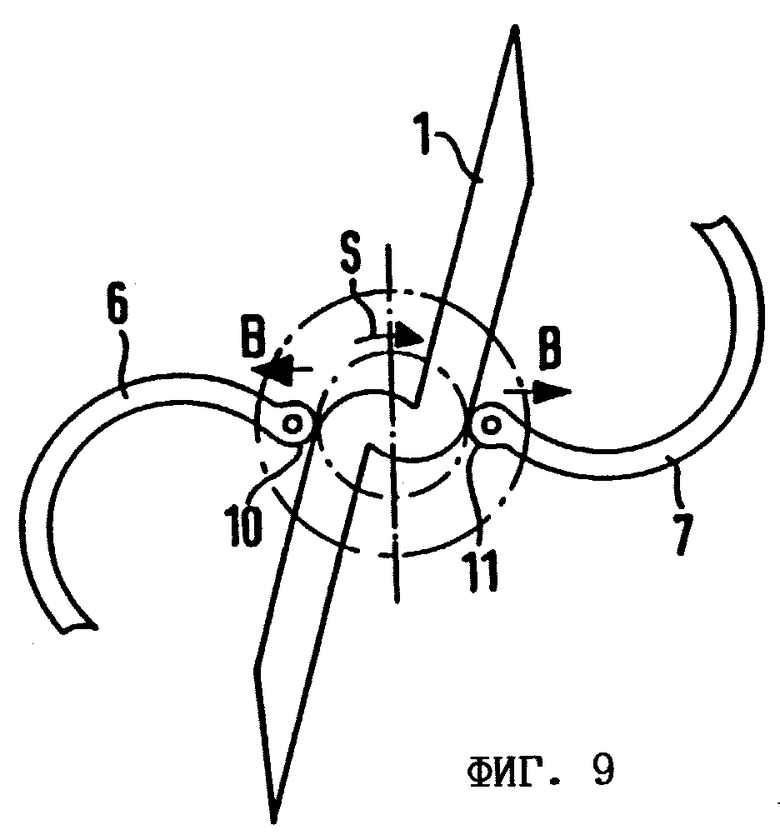
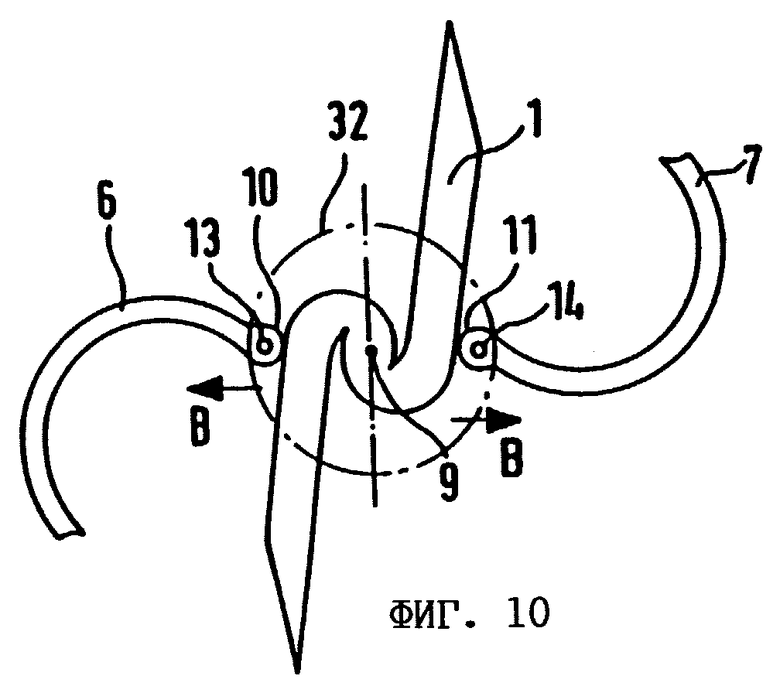
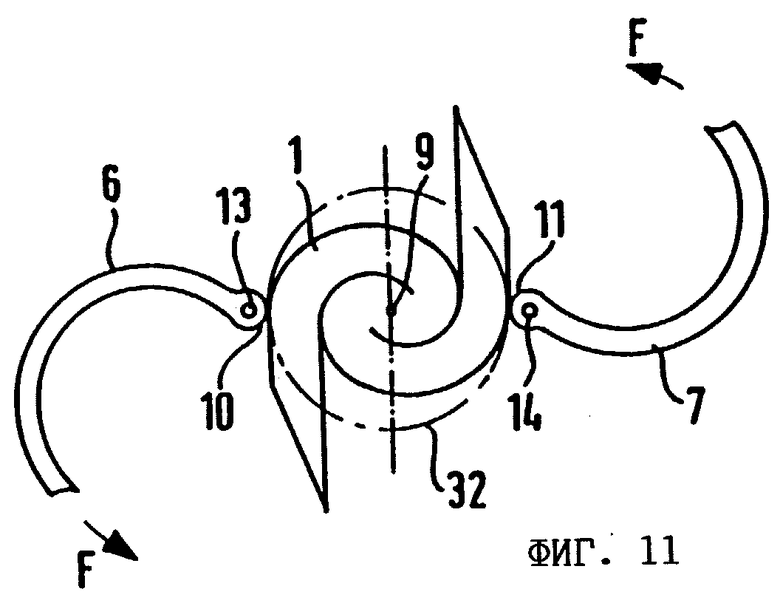
На фиг. 7-12 представлен третий пример выполнения изобретения. Устройство для изготовления элемента с сотовой структурой из одного пакета 1 включает два профильных сегмента 6, 7, которые могут поворачиваться вокруг оси 13, соответственно 14. Каждый сегмент 6, 7 может перемещаться радиально в направлении к оси 9 скручивающего приспособления. На фиг. 7 изображено расположение пакета в открытой форме 5. После помещения пакета в форму и его захвата не показанным скручивающим приспособлением профильные сегменты 6, 7 перемещаются радиально внутрь в направлении стрелок R к пакету 1. Каждый профильный сегмент 6, 7 перемещается до упора в пакет одним из своих концов. На этом конце выполнена ось 13, соответственно 14 поворота. Конец профильного сегмента, прилегающий к пакету 1, образует контропору 10, 11. В процессе свертывания пакета 1 в рулон в направлении поворота S профильные сегменты 6, 7 перемещаются радиально наружу в направлении стрелок В, причем контропоры 10, 11 постоянно прилегают к пакету. Это, в частности, видно на фиг. 9, 10 и 11. После практически полного завершения процесса свертывания, осуществляемого скручивающим приспособлением, профильные сегменты 6, 7 поворачиваются вокруг их соответствующих осей 13, 14, и форма 5 замыкается. Фиг. 11 и 12 соответствуют фиг. 2 и 3, поэтому описание, относящиеся к этим последним чертежам, полностью относится и к данному примеру выполнения.
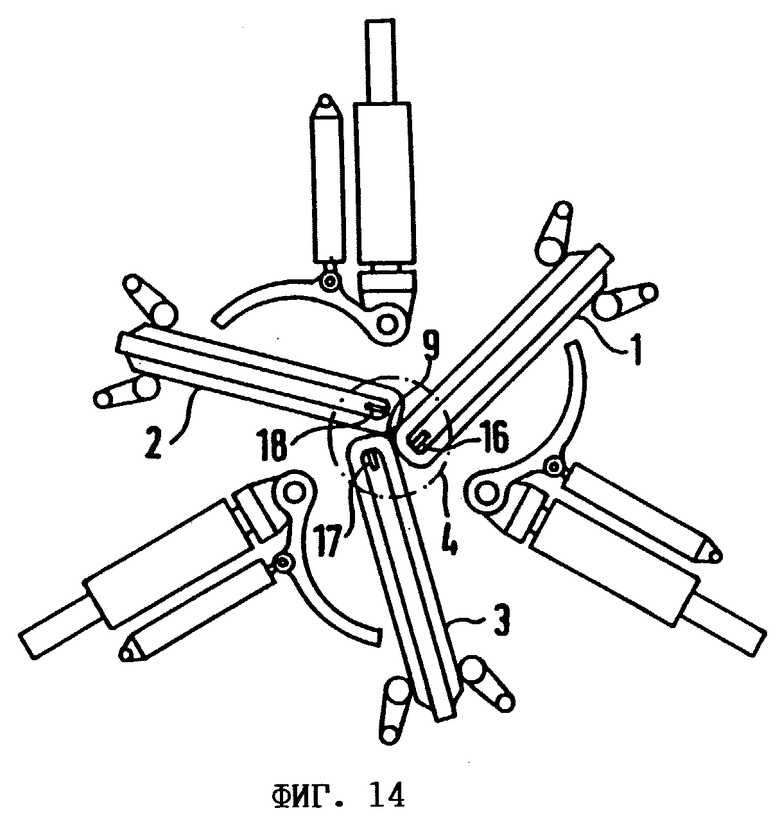
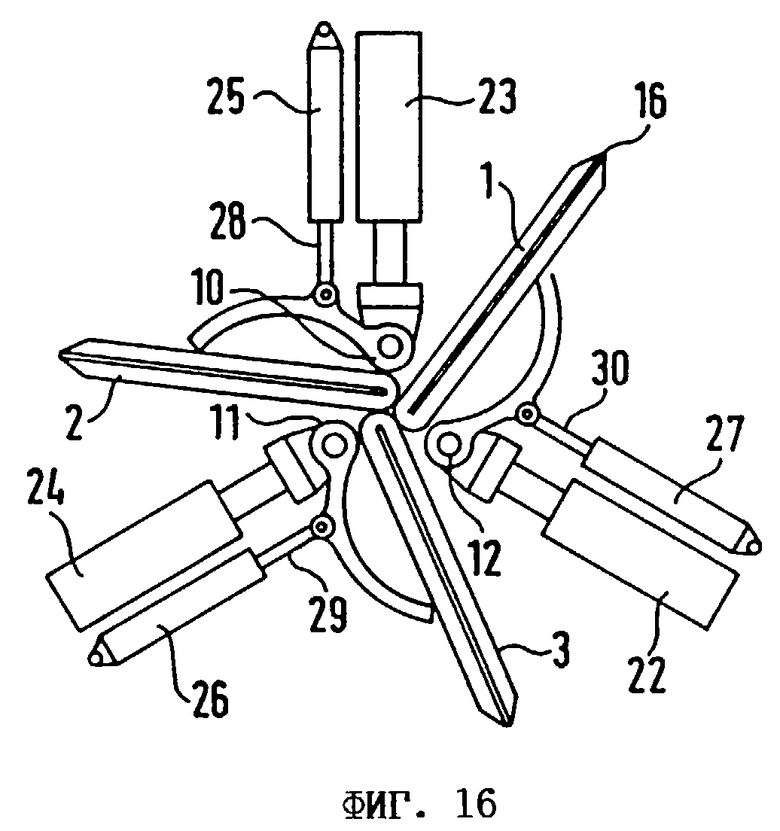
Для изготовления из множества по меньшей мере частично структурированных металлических листов элемента с сотовой структурой со множеством каналов для прохождения текучей среды, в частности корпуса-носителя каталитического нейтрализатора, содержащего три пакета 1, 2 и 3 металлических листов, причем эти три пакета 1, 2 и 3 сложены пополам по соответствующей линии 16, 17 и 18 сгиба в центральной зоне 4 элемента с сотовой структурой и в таком сложенном состоянии свернуты в рулон путем их скручивания друг вокруг друга в одном направлении вокруг центральной зоны 4, в которой находятся линии 16, 17 и 18 сгиба, предлагается устройство, изображенное на фиг. 13-19. Устройство включает три листогибочных блока 19, 20 и 21 для складывания пакетов пополам. Каждый листогибочный блок 19, 20 и 21 имеет гибочную оправку 33, 34 и 35. Гибочная оправка 33, 34 и 35 может совершать возвратно-поступательные движения. Каждый листогибочный блок 19, 20 и 21 содержит двухстворчатые затворы 36, 37 и 38. Затворы 36, 37 и 38 имеют по две створки 41, 42, поворачивающиеся вокруг соответствующих осей 39, 40. Поворот створок происходит против действия их прижимного усилия. Для складывания одного пакета 1, 2 и 3 последний располагают параллельно соответствующему затвору 36, 37 и 38. Симметрично между затворами 41, 42 расположена оправка 33. В результате приложения к пакету 1 усилия, создаваемого оправкой 33, и поворота створок 41, 42 пакет 1 складывается по линии 16 сгиба. Пакеты 1, 2 и 3 в сложенном состоянии показаны на фиг. 14. В процессе складывания пакетов 1, 2 и 3 их вводят в центральную зону 4 устройства. Пакеты 1, 2 и 3 располагают симметрично относительно оси 9. По окончании складывания пакетов производится извлечение оправок 33, 34, 35 из соответствующего пакета. На последующих фиг. 15-19 гибочные приспособления 19, 20 и 21 для упрощения не показаны.
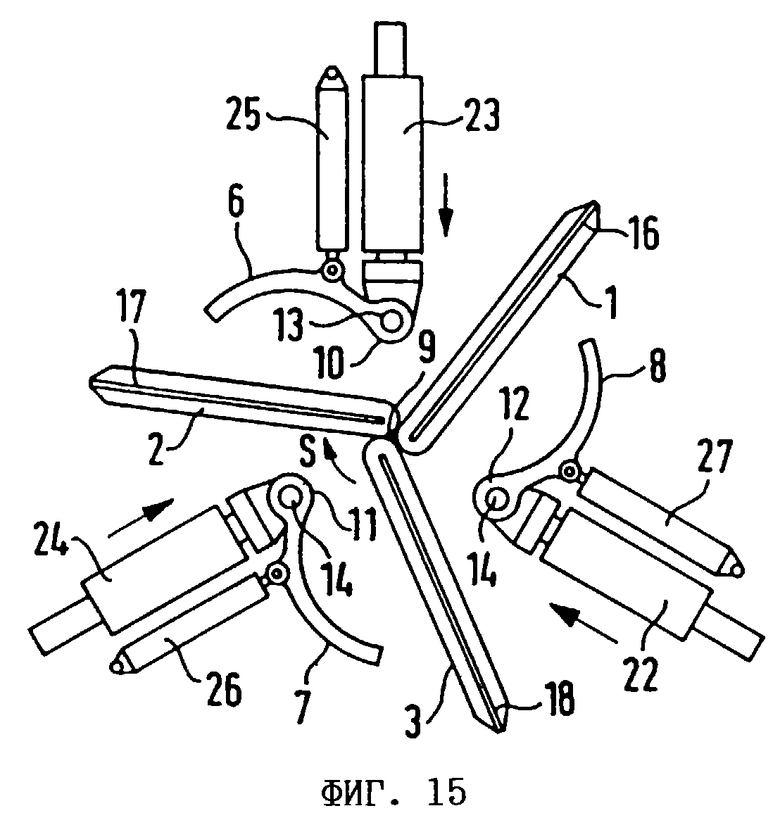
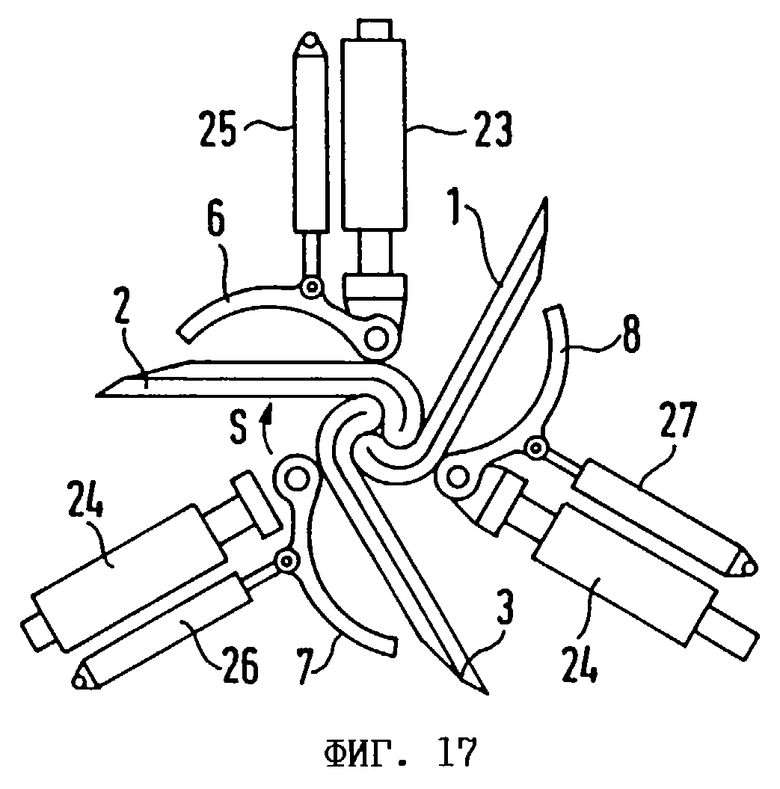
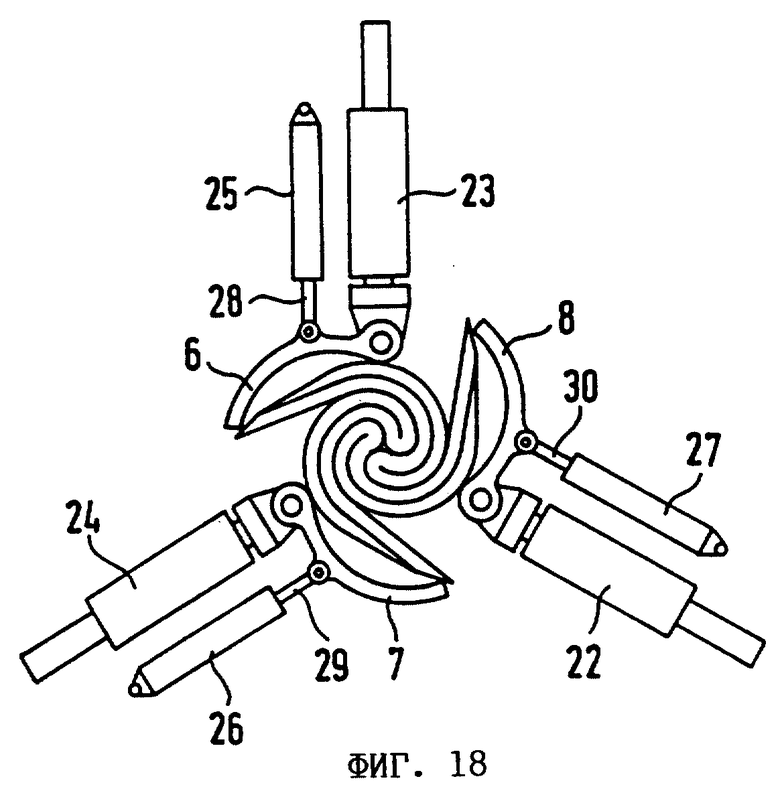
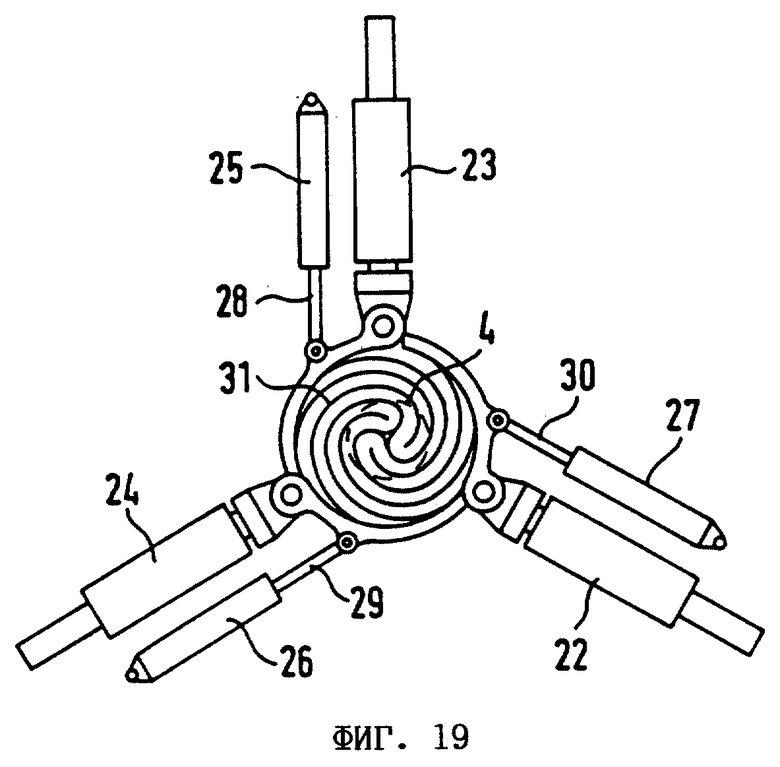
После захвата не показанным скручивающим приспособлением каждого пакета 1, 2 и 3 отдельные профильные сегменты 6, 7 и 8 с помощью поршневого блока 22, 23 и 24 перемещаются радиально внутрь по направлению к оси 9. Процесс перемещения происходит до тех пор, пока образованные на конце каждого профильного сегмента 6, 7 и 8 контропоры 10, 11 и 12 не упрутся в соответствующий пакет 1, 2 и 3, как это показано на фиг. 16. Процесс свертывания может быть начат, когда контропоры прилегают к пакету 1, 2 и 3. На фиг. 17 показаны отдельные пакеты 1, 2 и 3 в начальной стадии процесса их скручивания. Для смыкания формы 5 профильные сегменты 6, 7 и 8 могут поворачиваться соответственно вокруг оси 13, 14. Фиг. 18 и 19 соответствуют фиг. 5 и 6, поэтому описание, относящиеся к этим последним чертежам, полностью относится и к данному примеру выполнения.
Описанные в примерах выполнения элементы с сотовой структурой имеют круглое поперечное сечение. Согласно изобретению могут быть изготовлены также и элементы с некруглым поперечным сечением. При этом могут рассматриваться, например, элементы с сотовой структурой, которые имеют поперечное сечение в виде эллипса, части круга или эпитрохоиды.


В заявке описано устройство для изготовления элемента с сотовой структурой, состоящего из множества набранных по меньшей мере в один пакет по меньшей мере частично структурированных слоев металлических листов, образующих множество каналов для прохождения текучей среды. Устройство включает поворачивающееся вокруг оси, действующее на каждый пакет вильчатое скручивающее приспособление и смыкающиеся в цельную форму профильные сегменты. Форма образована по меньшей мере двумя профильными сегментами. Каждый профильный сегмент может поворачиваться вокруг соответствующей оси, проходящей параллельно оси скручивающего приспособления, против направления поворота последнего, что позволяет предотвратить деформацию пакетов. 3 с. и 18 з.п. ф-лы, 19 ил.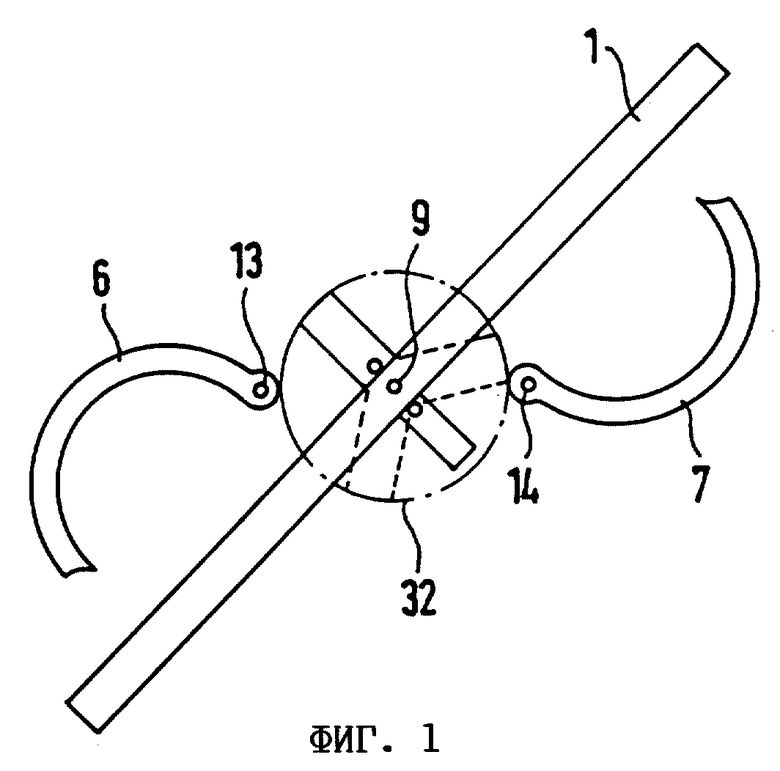
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| EP 569109 A, 10.11.1993 | |||
| EP 571059 A, 24.11.1993 | |||
| 0 |
|
SU322566A1 | |
| Экономайзер | 0 |
|
SU94A1 |
| 0 |
|
SU100897A1 | |
| Способ приготовления носителя для катализатора сотовой структуры | 1988 |
|
SU1595558A1 |

