Настоящее изобретение относится к способу изготовления сотового элемента, в частности корпуса-носителя катализатора, из нескольких набранных по меньшей мере в один пакет по меньшей мере частично структурированных металлических листов, а также к устройству для изготовления такого сотового элемента.
Корпуса-носители катализаторов, служащие для снижения содержания токсичных веществ в отработавших газах (ОГ), в частности в ОГ двигателей специальных автомобилей (для нетранспортных работ), могут быть выполнены в виде металлического сотового элемента, т.е. элемента, имеющего сотовую структуру. Такие сотовые элементы состоят из нескольких набранных в пакет по меньшей мере частично структурированных металлических листов. В US 4923109 описан сотовый элемент, выполненный из пакета по меньшей мере частично структурированных металлических листов, свернутых в рулон во взаимно противоположных направлениях вокруг центральной зоны.
Из DE 19521685 известен способ изготовления такого сотового элемента. Согласно этому способу вначале набирают в пакет несколько по меньшей мере частично структурированных металлических листов, после чего этот пакет помещают в открытую форму, образованную профильными сегментами, внутренний контур которых соответствует наружному контуру изготавливаемого сотового элемента, причем пакет удерживается в этой форме в центральной зоне скручивающим приспособлением. После этого пакет рулонируют, скручивая в определенном направлении, а затем по достижении заданной степени скручивания пакета закрывают форму поворотом ее профильных сегментов в направлении, противоположном направлению вращения скручивающего приспособления.
Из DE 19522327 известен способ изготовления сотового элемента со множеством сквозных каналов для прохождения текучей среды из нескольких по меньшей мере частично структурированных металлических листов. Этот способ наиболее пригоден для изготовления сотового элемента, известного из WO 90/03220. Такой сотовый элемент включает по меньшей мере три пакета металлических листов, причем по меньшей мере три из них сложены пополам (сфальцованы) по соответствующей линии сгиба в центральной зоне сотового элемента и в таком сфальцованном состоянии свернуты в рулон путем их скручивания в одном направлении вокруг друг друга и вокруг центральной зоны, в которой находятся линии сгиба. Такой сотовый элемент изготавливают согласно DE 19522327 А1 следующим путем. Сначала каждый пакет фальцуют по соответствующей линии сгиба. Затем сфальцованные таким образом пакеты помещают в форму. Каждый пакет удерживается в форме скручивающим приспособлением в центральной зоне. Скручивающее приспособление имеет намоточные оправки, вставляемые в сфальцованный пакет в месте расположения каждой линии сгиба. Поворотом этих намоточных оправок вокруг центральной оси в одном направлении отдельные пакеты свертывают в рулон.
Из WO 94/01661 известен сотовый элемент, который сформирован лишь из небольшого количества металлических листов и конструкция которого позволяет интегрировать по меньшей мере в один из слоев металлических листов по меньшей мере один удлиненный электрический проводник или же выполнить сам этот один из слоев в виде удлиненного изолированного электрического проводника. Для изготовления такого металлического сотового элемента из по меньшей мере частично структурированных металлических листов в WO 94/01661 предложено изготавливать из небольшого количества по меньшей мере частично структурированных металлических полос полый конус. Этот полый конус, соответственно круглое кольцо, подвергают обработке давлением, деформируя по направлению снаружи внутрь по меньшей мере по трем линиям, в результате чего как в наружной, так и во внутренней зоне кольца образуется соответствующее количество линий излома. Полученную в результате звездообразную, соответственно розеткообразную, структуру с выступами в виде лопастей скручивают, сгибая вращением в одном направлении расположенные между внутренними и внешними линиями излома "лопасти" вокруг внутренних линий излома.
Было установлено, что на отдельных участках макроструктуры готовых сотовых элементов обнаруживаются дефекты, ухудшающие качество этих сотовых элементов. При поточном изготовлении на одном и том же оборудовании больших партий сотовых элементов подобные дефекты появляются нерегулярно. Это обстоятельство обусловливает необходимость принятия особых мер по обеспечению качества изготовления сотовых элементов.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ, который обеспечивал бы улучшение качества изготовления сотовых элементов. Еще одной задачей изобретения является разработка такого способа серийного изготовления сотовых элементов, который обеспечивал бы более простое достижение требуемого качества изготовления таких сотовых элементов. Следующая задача изобретения заключается в разработке устройства для изготовления сотовых элементов, которое позволяло бы производить сотовые элементы более высокого качества.
Для решения этих задач согласно изобретению предлагается способ изготовления сотового элемента со множеством сквозных каналов для прохождения текучей среды из нескольких по меньшей мере частично структурированных металлических листов, заключающийся в том, что из нескольких по меньшей мере частично структурированных металлических листов набирают по меньшей мере один пакет. Затем этот пакет помещают в форму, где он удерживается в центральной зоне скручивающим приспособлением, имеющим возможность поворота вокруг центральной оси. После этого помещенный в форму пакет скручивают, свертывая в рулон, до достижения заданной степени скручивания с сохранением неизменным по меньшей мере в процессе скручивания сформированного в его центральной зоне строения со взаимным расположением структур металлических листов. Такая технология осуществления способа обеспечивает отсутствие каких-либо сдвигов этих структур друг относительно друга в центральной зоне пакета, что является предпосылкой изготовления сотовых элементов стабильного качества. Взаимное расположение структур металлических листов в центральной зоне пакета предпочтительно сохранять с момента формирования такого строения пакета в этой его центральной зоне. У сотовых элементов, известных, например, из DE 19521685 А1, указанное строение пакета предпочтительно сохраняют для дальнейших технологических операций с момента окончания набора листов в пакет. У тех сотовых элементов, у которых пакет фальцуют по определенной линии сгиба, в качестве такого неизменяемого строения пакета считают его макроструктуру в центральной зоне, т.е. на участке линии сгиба.
Строение пакета в его центральной зоне предпочтительно задавать заранее. Однако строение центральной зоны пакета, которое позволяет изготавливать сотовые элементы особо высокого качества, можно определить и эмпирическим путем.
Выше уже говорилось о том, что макроструктура сотовых элементов может иметь дефекты. В данном случае под дефектами подразумевается деформация стенок каналов, образованных по меньшей мере частично структурированными металлическими листами. В частности, подобные деформационные дефекты проявляются на границе с теми участками, на которых сотовые элементы имеют относительно жесткую структуру. Во избежание деформации стенок каналов в местах расположения подобных жестких структур предлагается набирать в пакет структурированные металлические листы, имеющие гофры с вершинами и впадинами, попеременно чередуя с гладкими листами, таким образом, чтобы вершина гофра структурированного листа располагалась по существу между двумя впадинами гофр смежного структурированного листа. Такой пакет обладает сравнительно невысокой жесткостью. При скручивании пакета, соответственно пакетов, структуры смежных металлических листов сдвигаются друг относительно друга. В результате в поперечном сечении сотового элемента образуются участки, жесткость которых может превышать жесткость в центральной зоне. Однако эти более жесткие участки не настолько ярко выражены, соответственно не настолько жестки, чтобы приводить к деформации образующих каналы структур в смежных с этими участками зонах. Формирование пакета с относительно мягкой центральной зоной целесообразно прежде всего для изготовления сотовых элементов малого диаметра, соответственно с небольшой степенью скручивания.
Во избежание образования относительно жестких участков в сечении сотового элемента пакет в его центральной зоне достаточно сделать относительно мягким. Кроме того, пакет можно сформировать таким образом, чтобы его жесткость перпендикулярно продольному направлению структур везде была одинаковой. С этой целью предлагается структурированные металлические листы выполнять в виде гофрированных металлических листов с повторяющимися с постоянным шагом вершинами и впадинами гофр. При таком выполнении структурированных металлических листов предлагается перед набором таких листов в пакет отрезать их от металлической ленты таким образом, чтобы их длина была кратна целому числу шагов. Такая резка металлических листов на листы мерной длины обеспечивает при их наборе в пакет практически точное попадание вершины гофра одного структурированного листа в промежуток между двумя впадинами гофр смежного структурированного листа.
В качестве альтернативы пакету с низкой жесткостью его строения в центральной зоне листы предлагается набирать в пакет, который обладает относительно высокой жесткостью его строения в центральной зоне. Такую сравнительно высокую жесткость пакету в центральной зоне можно придать, если при наборе в пакет структурированные металлические листы, имеющие гофры с вершинами и впадинами, попеременно чередовать со слоями гладких металлических листов таким образом, чтобы вершины и впадины гофр смежных структурированных листов располагались по существу в одну линию друг над другом перпендикулярно продольному направлению этих вершин, соответственно впадин гофр. Когда структурированные металлические листы выполнены таким образом, что вершины и впадины их гофр повторяются с определенным шагом, получаемое в результате набора пакета расположение слоев придает ему относительно высокую жесткость. При рулонировании такого пакета вершины и впадины гофр смежных металлических листов смещаются друг относительно друга. В результате такого смещения вершины гофр не располагаются больше в линию с впадинами гофр смежных металлических листов, из-за чего структура готового сотового элемента вне его центральной зоны имеет в радиальном направлении меньшую жесткость, чем в этой центральной зоне. Центральную зону готового сотового элемента можно рассматривать как относительно жесткую сердцевину, а зону вне этой сердцевины - как сравнительно мягкую оболочку. Такой вариант осуществления предлагаемого способа также позволяет изготовить сотовый элемент, в оболочке которого исключено образование выраженных зон с высокой прочностью.
При использовании для изготовления сотового элемента структурированных металлических листов, имеющих гофры с повторяющимися с шагом λ вершинами и впадинами, предлагается перед набором пакета отрезать структурированные листы от металлической полосы с длиной L, рассчитываемой по формуле L = nλ+0,5λ, где n обозначает элемент из множества натуральных чисел. При таком подходе обеспечивается расположение вершин и впадин гофр набранных в пакет смежных структурированных металлических листов по существу в одну линию друг с другом.
При изготовлении сотового элемента не всегда есть возможность произвольно выбирать длину структурированных металлических листов, поскольку готовый сотовый элемент, являясь корпусом-носителем катализатора, должен иметь определенные геометрические параметры, например, иметь в сечении определенное количество каналов. Поэтому для получения пакета с определенным строением в центральной зоне предлагается после набора листов в пакет вставлять в каналы в его центральной зоне позиционирующие элементы. За счет соответствующей конструкции и расположения позиционирующих элементов друг относительно друга можно получить пакет с относительно высокой или относительно низкой жесткостью в центральной зоне. Можно также задать определенные параметры жесткости пакета в его центральной зоне, если позиционирующие элементы соответствующим образом согласовать с требуемым строением этой центральной зоны пакета.
Еще одним объектом изобретения является способ изготовления сотовых элементов, причем каждый сотовый элемент имеет множество сквозных каналов для прохождения текучей среды, из нескольких по меньшей мере частично структурированных металлических листов, обеспечивающий возможность изготовления более качественных сотовых элементов.
Согласно этому способу изготовления сотовых элементов предлагается набирать из нескольких по меньшей мере частично структурированных металлических листов по меньшей мере один пакет. Этот пакет затем помещают в форму, где он удерживается в центральной зоне скручивающим приспособлением, имеющим возможность поворота вокруг определенной оси. После этого пакет скручивают, свертывая в рулон, до достижения заданной степени скручивания. Далее пакет в таком скрученном виде извлекают, необязательно после его фиксации, например, в трубчатом кожухе, из формы. Описанные технологические операции повторяют для каждого пакета каждого следующего сотового элемента. При этом каждый пакет формируют с неизменно одинаковым в его центральной зоне строением. Такое строение обеспечивается взаимным расположением структур металлических листов и сохраняется в каждом пакете неизменным по меньшей мере в процессе скручивания каждого из пакетов. Благодаря тому, что относительное расположение структур металлических листов в центральной зоне пакета у каждого сотового элемента является одинаковым, у нескольких сотовых элементов обеспечивается практически одинаковое распределение каналов по их сечению. Строение центральной зоны пакета предпочтительно задавать для первого сотового элемента с учетом изготовления нескольких сотовых элементов. Заданное строение центральной зоны пакета предпочтительно подбирать таким образом, чтобы по сечению сотового элемента не возникало ярко выраженных жестких участков, вблизи которых образуются деформированные структуры.
Следующий вариант предлагаемого в изобретении способа заключается в том, что для первого сотового элемента с учетом нескольких последующих сотовых элементов набирают пакет и для этого первого сотового элемента задают строение центральной зоны пакета. Такое же строение воспроизводят путем соответствующего набора других металлических листов в каждый следующий пакет каждого следующего сотового элемента в том случае, когда изготовленный из первого пакета сотовый элемент удовлетворяет заданным критериям качества.
Еще одним объектом изобретения является устройство для изготовления по меньшей мере одного сотового элемента, в частности корпуса-носителя катализатора, из по меньшей мере одного пакета, набранного из нескольких по меньшей мере частично структурированных металлических листов, образующих множество сквозных каналов для прохождения текучей среды. Это устройство имеет форму, внутренний контур которой практически соответствует наружному контуру изготавливаемого сотового элемента. Кроме того, предусмотрено скручивающее приспособление, служащее для удержания каждого пакета в его центральной зоне по меньшей мере в процессе скручивания. Это скручивающее приспособление имеет крепежное приспособление, с помощью которого каждый пакет удерживается в его центральной зоне таким образом, чтобы по меньшей мере в процессе скручивания сохранять неизменным сформированное в центральной зоне строение пакета со взаимным расположением структур металлических листов.
У крепежного приспособления предпочтительно предусмотреть позиционирующие элементы, которые могут вставляться по меньшей мере частично, в каналы в центральной зоне каждого из пакетов. Конфигурация этих позиционирующих элементов в основном соответствует форме каналов. Сами позиционирующие элементы предпочтительно выполнять в виде оправок. Ширину крепежного приспособления предпочтительно рассчитывать таким образом, чтобы она соответствовала толщине пакета.
Ниже предлагаемый способ, соответственно предлагаемое устройство, более подробно поясняются на примере нескольких вариантов его осуществления, соответственно выполнения со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схема процесса формирования пакета согласно первому варианту выполнения изобретения,
на фиг.2 - схема процесса формирования пакета согласно второму варианту выполнения изобретения,
на фиг. 3 - схематичное изображение в виде сверху устройства с пакетом согласно одному из вариантов его выполнения,
на фиг.4 - первый вариант выполнения скручивающего приспособления,
на фиг.5 - второй вариант выполнения скручивающего приспособления и
на фиг.6 - разрез скручивающего приспособления по фиг.5.
На фиг. 1 показана схема процесса формирования пакета 1. Пакет 1 набирается из несколько по меньшей мере частично структурированных металлических листов 2. Между расположенными один над другим слоями структурированных металлических листов 2 находятся гладкие металлические листы 3. Структурированные листы 2, а также гладкие листы 3 образуют в пакете 1 каналы 4. Отдельные структурированные листы 2 соответствующей длины отрезают от металлической полосы 5 режущим приспособлением 6.
Структурированные металлические листы 2 имеют гофры с вершинами 7 и впадинами 8. Структурированные листы 2 набраны в пакет такими попеременно чередующимися слоями, у которых вершины 7 и впадины 8 гофр смежных структурированных листов 2 в основном расположены в одну линию друг с другом.
Вершины 7 и впадины 8 гофр в структурированных металлических листах 2 повторяются с шагом λ. Перед набором пакета от металлической ленты 5 отрезают листы 2 длиной L, рассчитываемой по формуле L = nλ+0,5λ, где n обозначает элемент из множества натуральных чисел. Данные вариант выполнения пакета и схема расположения в нем металлических листов придают ему относительно высокую жесткость.
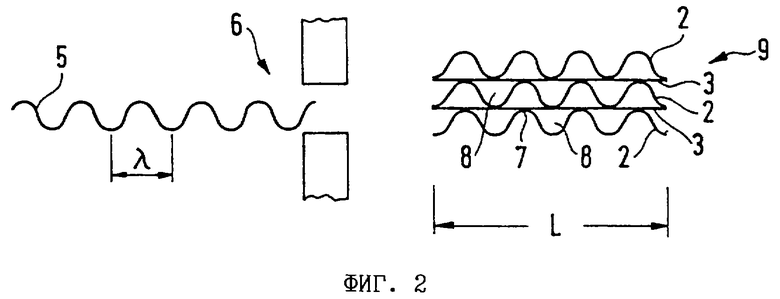
Еще один возможный вариант расположения слоев структурированных листов 2 и гладких листов 3 показан на фиг.2. В пакете 9 по фиг.2 слои структурированных листов 2 и гладких листов 3 расположены таким образом, что вершины 7 гофр одного структурированного листа 2 попадают примерно в середину между двумя впадинами 8 гофр смежного структурированного листа 2. Вершины и впадины гофр в структурированных листах 2 повторяются с шагом λ. Перед набором пакета структурированные листы 2 отрезают от металлической ленты 5 таким образом, чтобы их длина L была кратна целому числу шагов λ.
Пакет 9 характеризуется меньшей по сравнению с пакетом 1 жесткостью, поскольку вершины 7 гофр структурированного листа 2 расположены таким образом, что они всегда находятся между двумя впадинами 8 гофр смежного структурированного листа 2.
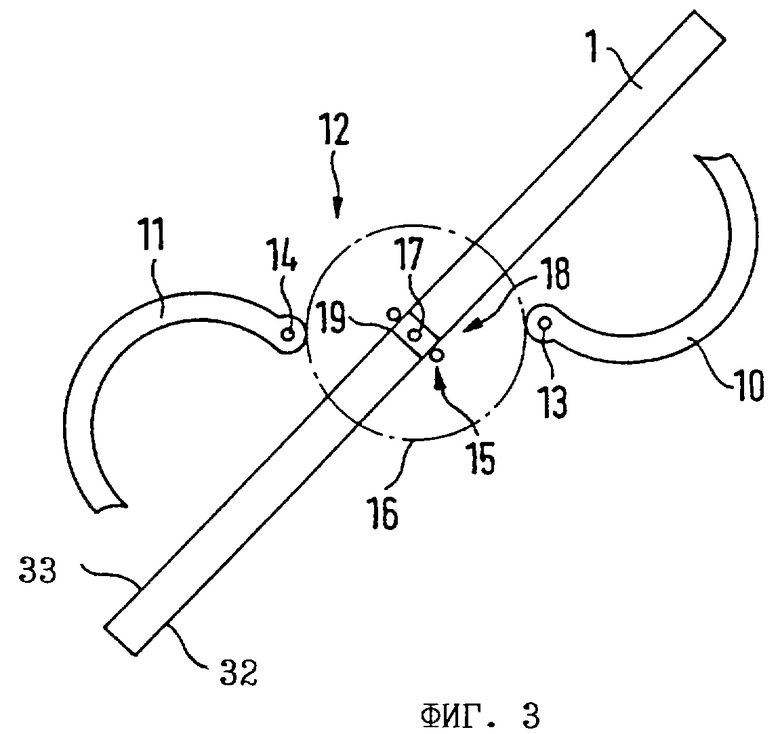
На фиг.3 схематично показано устройство для изготовления сотового элемента. При этом речь идет об одном из примеров выполнения такого устройства. Подобное устройство известно из DE 19521685 А1. Устройство имеет форму 12 с двумя профильными сегментами 10, 11. Каждый профильный сегмент 10, 11 имеет возможность поворота вокруг соответствующей оси 13, 14. В сомкнутом положении профильные сегменты 10, 11 охватывают сформированный скручивающим приспособлением 15 сотовый элемент. Огибающая сотового элемента обозначена позицией 16.
Скручивающее приспособление 15 имеет возможность поворота вокруг центральной оси 17, являющейся одновременно осью намотки. Скручивающее приспособление 15 удерживает пакет 1 в его центральной зоне 18.
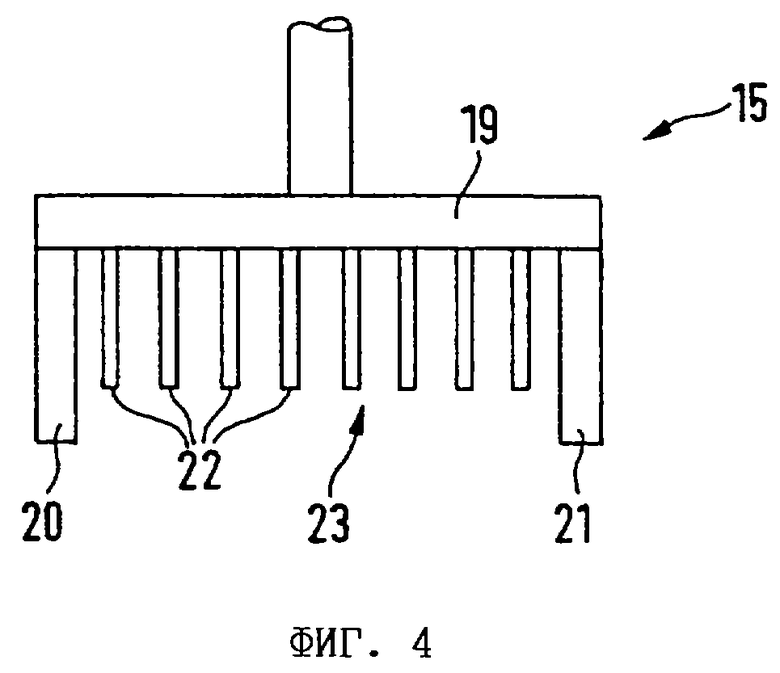
На фиг.4 схематично показано скручивающее приспособление 15. Это скручивающее приспособление 15 имеет держатель 19. На каждом из концов держателя 19 расположено по одной намоточной оправке 20, соответственно 21, каждая из которых воздействуют на соответствующую наружную поверхность 32, 33 пакета 1. Между намоточными оправками 20, 21 предусмотрены позиционирующие элементы 22, расположенные в основном параллельно этим оправкам 20, 21. Позиционирующие элементы 22 имеют в основном стержневую форму. Они входят по меньшей мере частично в каналы 4 пакета 1, сохраняя тем самым строение пакета неизменным в его центральной зоне 18. В скручивающем приспособлении 15 может иметься несколько рядов позиционирующих элементов 22. Последние могут быть также расположены со смещением относительно друг друга. Расположение позиционирующих элементов 22 зависит в основном от требуемого строения центральной зоны 18 пакета. При этом позиционирующие элементы 22 и держатель 19 образуют крепежное приспособление 23, которым каждый пакет 1 удерживается в его центральной зоне 18 таким образом, чтобы по меньшей мере в процессе скручивания сохранять неизменным сформированное в центральной зоне 18 пакета строение со взаимным расположением структур, в частности вершин 7 и впадин 8 гофр, структурированных металлических листов 2.
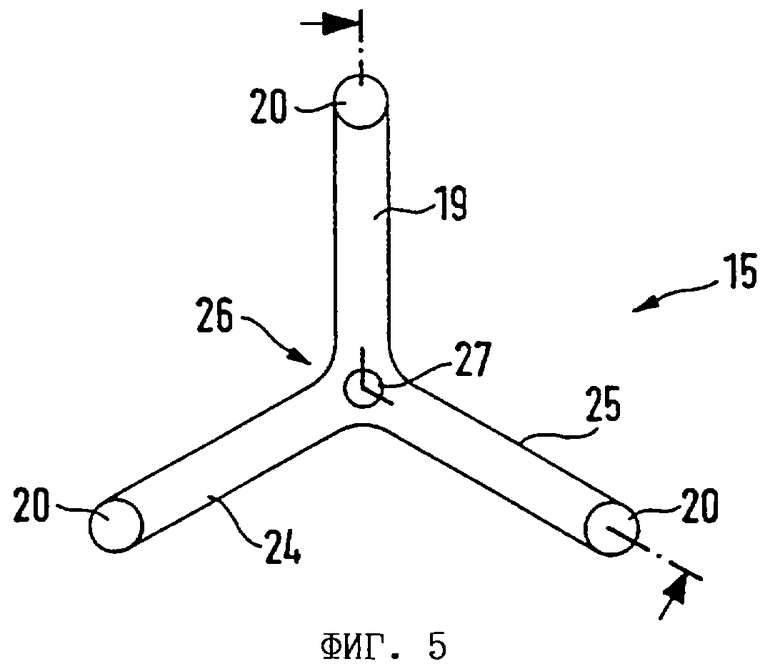
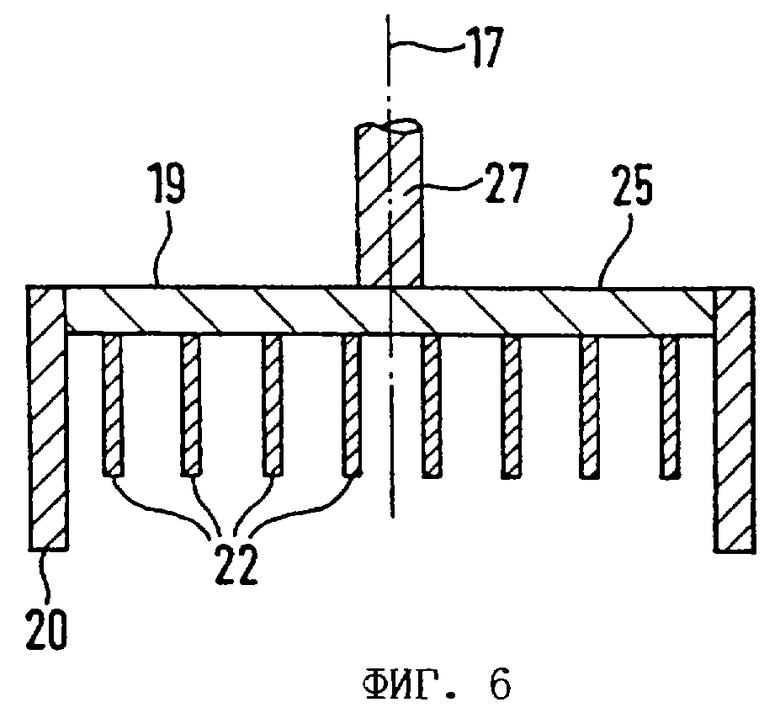
На фиг. 5 и 6 показан еще один вариант выполнения скручивающего приспособления 15. Такое скручивающее приспособление 15 предназначено в первую очередь для изготовления такого сотового элемента со множеством сквозных каналов для прохождения текучей среды из нескольких по меньшей мере частично структурированных металлических листов 2, в котором несколько пакетов, набранных из нескольких по меньшей мере частично структурированных металлических листов 2, расположены слоями, при этом каждый пакет сфальцован (сложен пополам) по соответствующей линии сгиба. Пакеты после их помещения в открытую форму, имеющую профильные сегменты, внутренний контур которых соответствует наружному контуру изготавливаемого сотового элемента, удерживаются в этой форме скручивающим приспособлением 15. Не показанные на чертеже пакеты свертывают в рулон, скручивая их в одном направлении один вокруг другого. Изготовление подобного сотового элемента описано, например, в DE 19522327 А1 и DE 19521685 А1. Содержание указанных публикаций в полном объеме включено в настоящее описание.
Скручивающее приспособление 15, показанное на фиг.5, имеет три держателя 19, 24, 25, выходящих из общего центра 26. В центре 26 предусмотрен приводной вал 27, обеспечивающий поворот скручивающего приспособления 15 вокруг оси 17. Все держатели 19, 24, 25 имеют одинаковое исполнение. Каждые два держателя 19, 24, 25 образуют между собой угол примерно в 120o. На свободном конце каждого держателя 19, 24, 25 расположено по одной намоточной оправке 20, которая может взаимодействовать с пакетом или пакетами. Эти оправки 20 взаимодействуют с пакетом в основном на участке линии сгиба. В результате однонаправленного поворота намоточных оправок 20 вокруг оси 17 не показанные на чертеже отдельные пакеты свертываются в рулон, скручиваясь в одном направлении. С целью сохранить по меньшей мере в процессе скручивания строение пакета неизменным в его центральной зоне у каждого держателя 19, 24, 25 имеются позиционирующие элементы 22, которые можно вставить по меньшей мере на часть их длины в каналы 4 каждого из пакетов. Расположение позиционирующих элементов 22 на каждом держателе 19, 24, 25 крепежного приспособления 23 не обязательно должно быть одинаковым. Можно предусмотреть и различное расположение позиционирующих элементов 22.
Изобретение относится к способу изготовления сотового элемента, в частности корпуса-носителя катализатора, из нескольких набранных по меньшей мере в один пакет и по меньшей мере частично структурированных металлических листов, а также к устройству для изготовления такого сотового элемента. Способ заключается в том, что из нескольких по меньшей мере частично структурированных металлических листов набирают по меньшей мере один пакет с образованием в нем каналов между слоями. Затем пакет помещают в форму, где он удерживается в центральной зоне скручивающим приспособлением. Скручивающее приспособление имеет возможность поворота вокруг центральной оси, служащей одновременно осью намотки. Оно содержит по меньшей мере две намоточных оправки, расположенные параллельно центральной оси и проходящие вдоль каналов. Оправки воздействуют в центральной зоне пакета на его соответствующую наружную поверхность. Скручивающее приспособление имеет также позиционирующие элементы, входящие по меньшей мере частично в каналы. Пакет скручивают, свертывая в рулон, до достижения заданной степени скручивания. При этом сохраняется неизменным по меньшей мере в процессе скручивания сформированное в центральной зоне пакета строение со взаимным расположением структур металлических листов. Устройство для осуществления способа содержит форму и скручивающее приспособление. Внутренний контур формы соответствует наружному контуру сотового элемента. Изобретение позволяет исключить деформацию стенок пакетов. 3 с. и 7 з.п. ф-лы, 6 ил.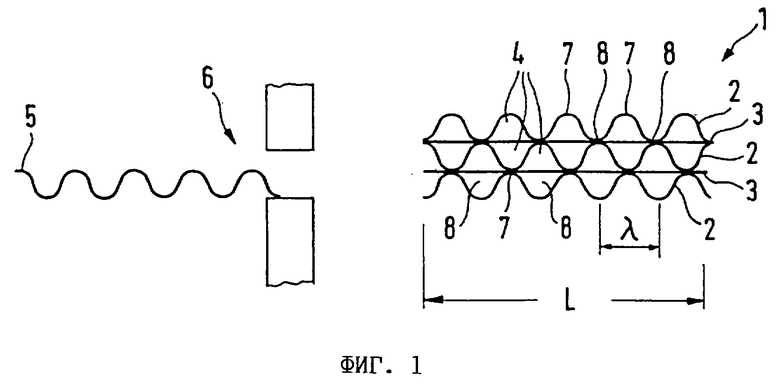
7. Способ по пп. 1, 2 или 3, в котором структурированные металлические листы (2) имеют гофры с вершинами (7) и впадинами (8) и эти структурированные металлические листы набирают в пакет, попеременно чередуя со слоями гладких листов (3), таким образом, чтобы вершины (7) и впадины (8) гофр смежных структурированных листов (2) располагались по существу в одну линию друг с другом.
L = nλ+0,5λ,
где n обозначает элемент из множества натуральных чисел.
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| DE 19521685 A1, 19.12.1996 | |||
| DE 19522327 А1, 02.01.1997 | |||
| Экономайзер | 0 |
|
SU94A1 |
| US 4719680 А, 19.01.1988 | |||
| Способ изготовления и армирования катализаторного блока | 1988 |
|
SU1837962A3 |

