Изобретение относится к изготовлению прессово-литьевой оснастки методом порошковой металлургии и может быть применено для изготовления форм для литья под давлением и штампов.
Известен способ получения негативной формы по заданному рисунку или шаблону, при котором изготавливается электрод-инструмент, оттиск которого требуется получить, необходимые необрабатываемые поверхности покрываются изолирующим материалом, далее электроэрозионным методом прожигается матрица, соответствующая электроду-инструменту.
Недостатки способа следующие: неполное соответствие матрицы и электрода-инструмента, поскольку при прожиге между ними всегда должен оставаться электролитический зазор, как следствие необходимость доработки; невозможность производства более одной матрицы из-за расхода электрода, поэтому производство матриц этим способом является штучным, длительным и очень дорогим.
Известен способ изготовления матриц, при котором с модели методами гальванопластики получают никелевую копию-"скорлупку" детали и с ее помощью отливают два электрода-инструмента, черновой и чистовой, которыми электроэрозионным методом получают черновую матрицу. Затем "скорлупку"-копию впаивают в черновую матрицу, получая тем самым матрицу, соответствующую первоначальной модели.
Недостатки способа следующие: требуется изготавливать два электрода-инструмента, вести прожиг заготовки, это длительный процесс, а значит очень дорогой; способ не позволяет получать матрицы сложной формы, поскольку возможны непропаи и при работе с такой матрицей возникают деформации; отсутствует возможность дополнить форму какими-либо дополнительными элементами, поскольку нарушается никелевый слой и матрица приходят в негодность; расход инструмента в процессе изготовления матрицы делает такое производство штучным и исключает возможность быстрого воспроизводства формы.
Известен метод изготовления безопочных форм, при котором изготавливается двусторонняя модельная плита. Этот способ является наиболее близким по технической сущности к заявленному и принят за прототип. На одной стороне плиты имеются углубления. После формования полуматриц на одной из них образуются выступы на плоскости разъема, которые обеспечивают зазор между полуматрицами. Этот зазор предотвращает повреждения кромок в процессе использования матриц.
Недостатки метода следующие: узкая область применения - только для литья под низким давлением, поскольку форма имеет зазор и невысокую механическую прочность; низкое качество производимых отливок, поскольку зазор обуславливает наличие облоев на деталях и, как следствие, требуется их дополнительная доработка; узкая номенклатура получаемой оснастки: только матрицы, способ не предусматривает получение пар типа "пуансон-матрица"; низок ресурс оснастки из-за выкрашивания формовочной смеси, из которой изготовлена форма.
Целью изобретения является расширение номенклатуры за счет изготовления формообразующих элементов прессово-литьевой оснастки высокого давления и за счет изготовления формообразующего элемента с пуансоном.
Для этого в известном способе изготовления формообразующих элементов литьевой оснастки, включающем изготовление модельной плиты с копией изделия и формование формообразующих элементов из порошка с помощью модельной плиты, в отличии от прототипа копию изделия изготавливают из составных частей с поверхностями разъема, соответствующими поверхностям разъема формообразующих элементов, путем изготовления заготовки из составных частей, их жесткой стыковки, совместной отработки и разборки на части, модельные плиты изготавливают путем жесткого крепления составных частей копии на плитах, а для изготовления формообразующего элемента с пуансоном в качестве модельной плиты для формования пуансона используют формообразующий элемент.
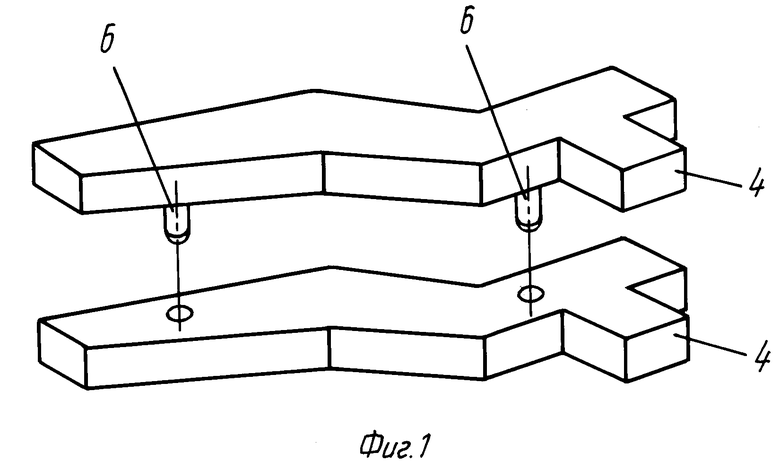
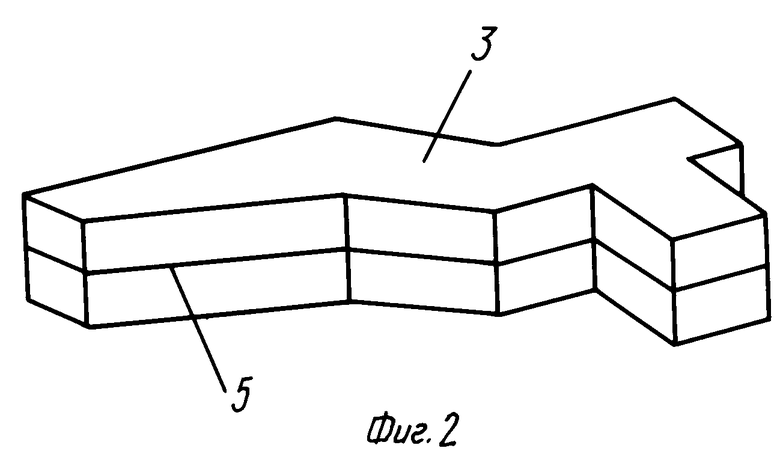
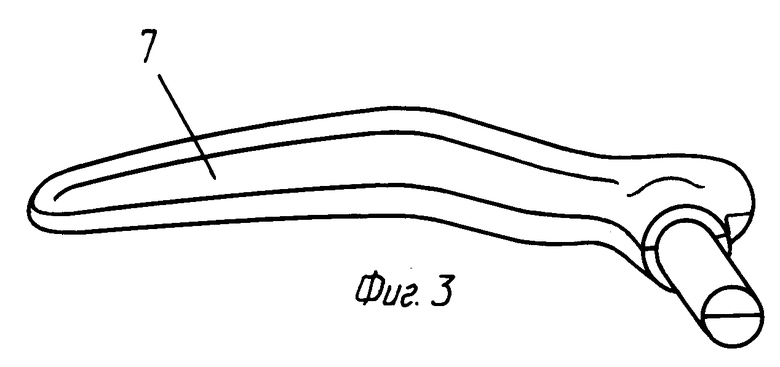
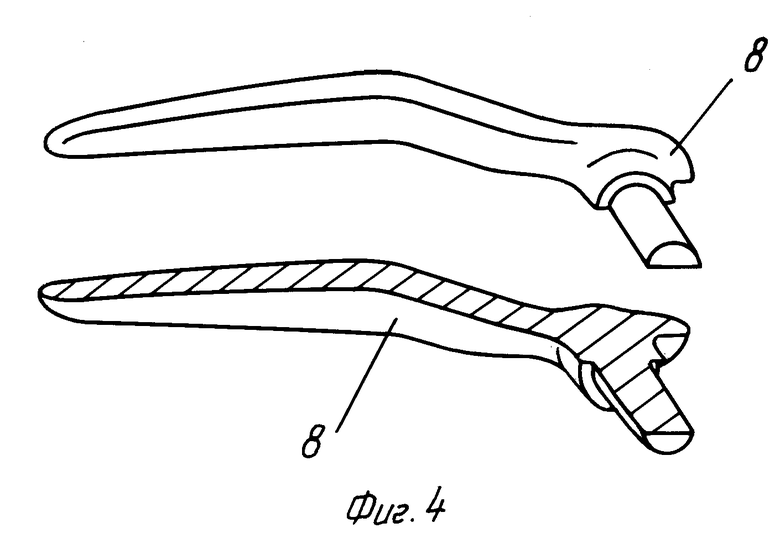
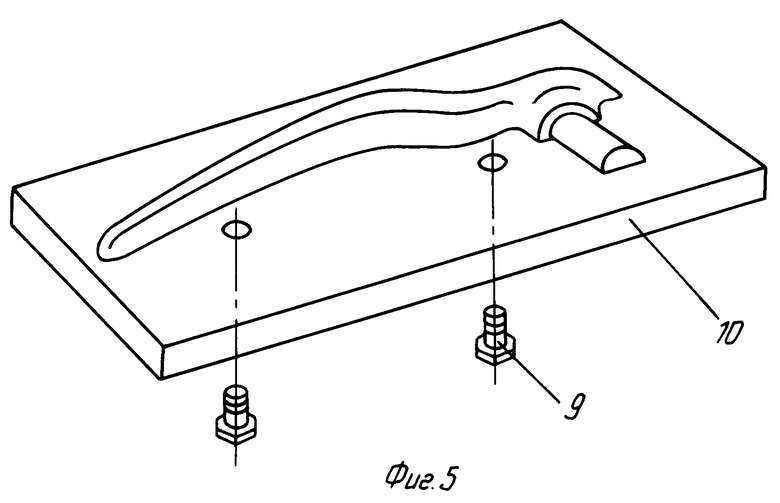
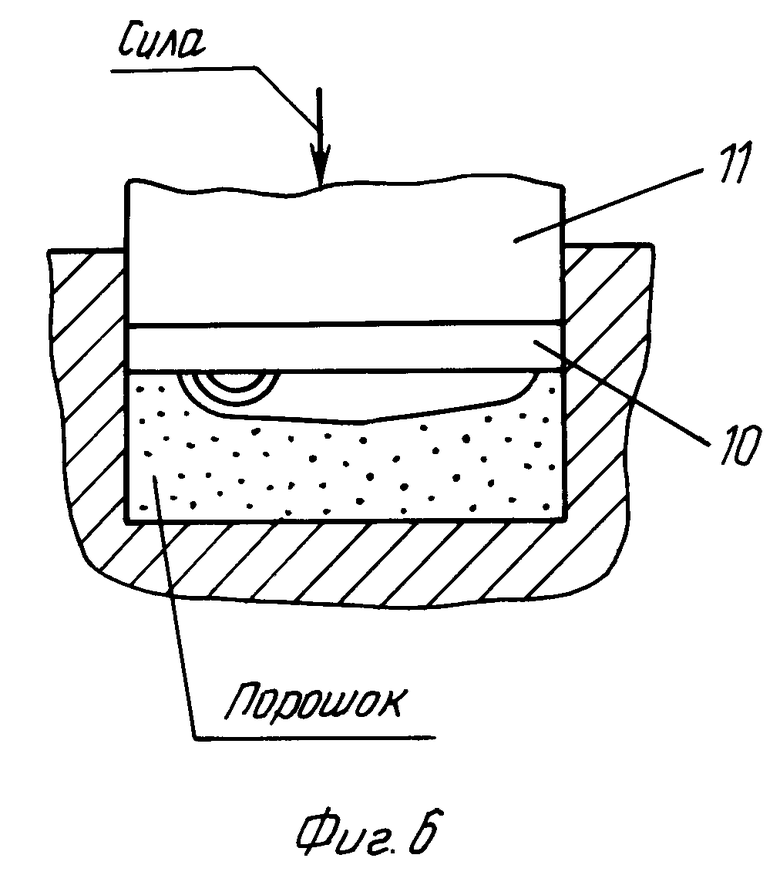
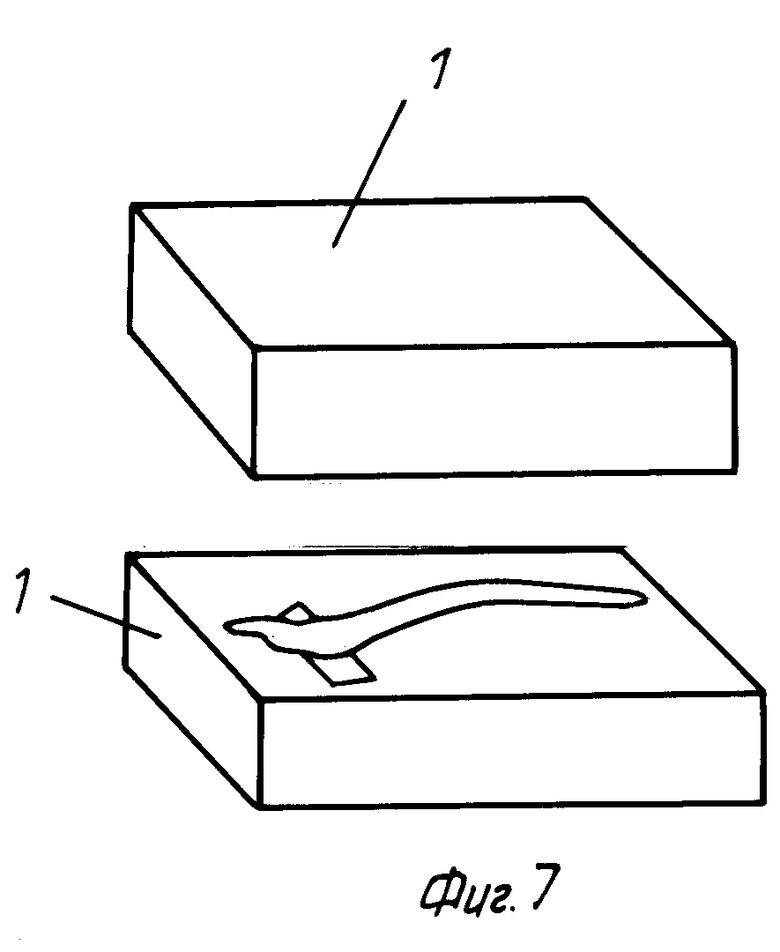
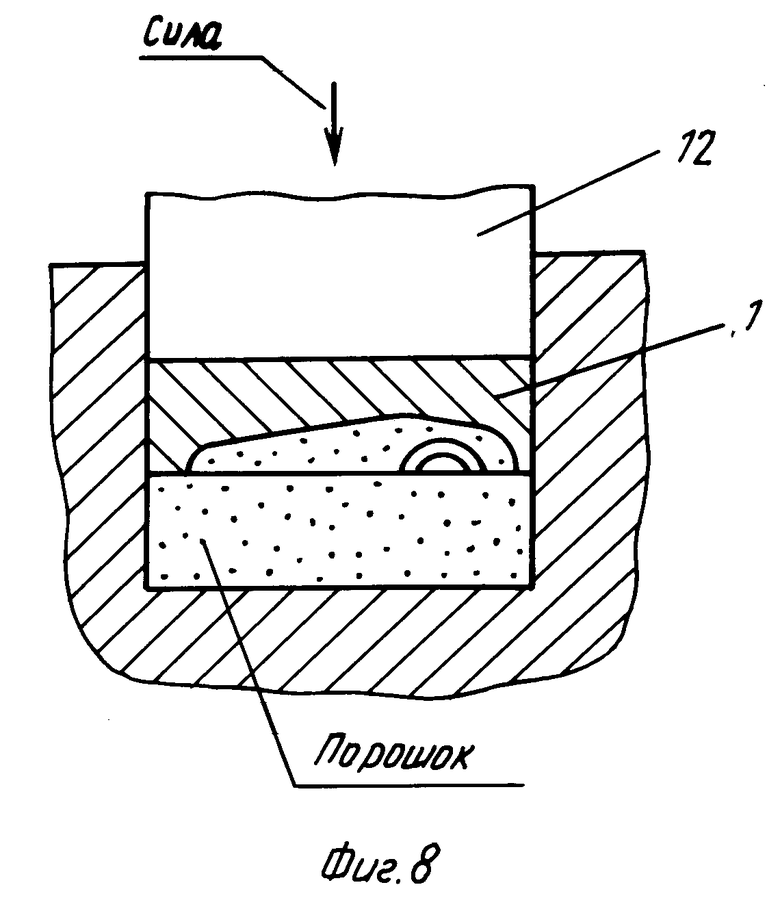
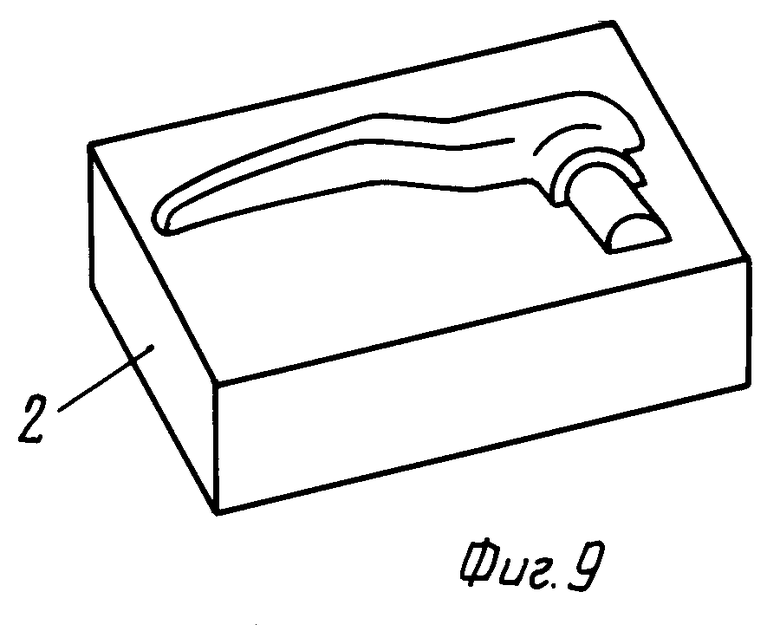
На фиг. 1 изображена заготовка копии детали в разобранном виде; на фиг. 2 - то же, в собранном виде; на фиг. 3 - изготовленная копия детали; на фиг. 4 - то же, в разобранном виде; на фиг. 5 - части копии детали, закрепленные на модельной плите; на фиг. 6 и 7 - схема получения матрицы методом порошковой металлургии; на фиг. 8 и 9 - схема получения пуансона методом порошковой металлургии.
Способ изготовления формообразующих элементов прессово-литьевой оснастки, например матрицы 1 и пуансона 2, заключается в следующем: собирают стальную заготовку 3 из частей 4 путем жесткого скрепления частей между собой по поверхности 5 разъема будущих элементов оснастки штифтами 6. Механической обработкой изготавливают копию 7 детали, например рукоятки. Затем разбирают полученную копию на составные части 8, которые жестко крепят болтами 9 на плитах 10, получая модельные плиты. Осуществляя формование путем прессования модельной плиты прессом 11, методом порошковой металлургии, например холодным прессованием с последующим спеканием, получают две матрицы 1. В свою очередь, используя матрицы 1 в качестве модельной плиты, прессом 12 аналогичным методом порошковой металлургии получают пуансон 2.
По сравнению с прототипом заявляемый способ обеспечивает: расширение номенклатуры изготавливаемых формообразующих элементов за счет производства матриц и пуансонов; повышение механической прочности за счет применения методов порошковой металлургии; повышение точности за счет улучшения качества поверхностей получаемых формообразующих элементов; расширение области применения изготавливаемой оснастки за счет возможности использования получаемых формообразующих элементов в качестве высокоресурсных штампов и рабочих частей пресс-форм для литья под давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2225280C2 |
| Устройство для прессования порошковых деталей с внутренней резьбой | 1980 |
|
SU990424A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Поточная линия для производства изделий из порошковых материалов | 1983 |
|
SU1134294A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОЙ ПРЕСС-ЗАГОТОВКИ И ПРЕСС-ЗАГОТОВКА | 2017 |
|
RU2714152C1 |
| КАРКАС ПОВОРОТНОГО СОПЛА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫКЛАДОЧНО-ПРЕССОВОЧНАЯ ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2551467C1 |
| Способ изготовления составной антифрикционной детали | 1988 |
|
SU1600933A1 |
Сущность: заготовку копии детали, под которую изготавливают формообразующие элементы оснастки, собирают из составных частей, жестко стыкуемых между собой по поверхностям разъема будущих элементов. После изготовления из заготовки копии детали ее разбирают на составные части, жестко закрепляют на плитах, которые используют для прессования элементов из порошков. 1 з.п. ф-лы, 9 ил.
| РЖ "Технология машиностроения", 1989, 11Г214П. |
