(54) УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ ДЕТАЛЕЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для радиального прессования порошковых деталей | 1985 |
|
SU1315132A1 |
| Кабельный ввод | 2015 |
|
RU2607465C1 |
| Способ калибрования спеченных деталей кольцевой формы | 1980 |
|
SU975205A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2225280C2 |
| Устройство для прессования изделий из порошков в автоматическом режиме | 1990 |
|
SU1722687A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВАНИЯ КОНЦОВ ТРУБ | 2000 |
|
RU2186649C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
1
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования порошковых деталей с внутренней резьбой.
Известно устройство для прессования гаек из металлического порошка, состояшее из корпуса с размещенным в нем резьбовым знаком, выполненным в виде нижнего формообразуюш,его пуансона с наружной резьбой, нажимных элементов у верхнего пуансона и трех боковых поджимных пуансонов.
Между металлическим порошком и формообразующим пуансоном помещают тонкостенную трубу с, внутренним диаметром, составляющим 1,0-1,1 от внешнего диаметра резьбы на пуансоне, либо тонкостенную трубу, которой предварительно придают форму указанной резьбы.
В процессе прессования металлический порошок поджимается боковыми и верхним пуансонами и постепенно заполняет впадины, повторяя форму тонкостенной трубы, т. е. образуя резьбу. После окончания прессования формообразующий пуансон вращают и удаляют из изделия 1).
Недостатками данного устройства являются нетехнологичность (наличие нескольких пуансонов), необходимость приложения усилия в двух взаимно перпендикулярных плоскостях, необходимость в дополнительном приводе для перемещения боковых пуансонов, сложность удаления изделия из пресс5 формы.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для прессования порошковых деталей с внутренней резьбой, со,„ держащее корпус с размещенным в нем резьбовым знаком и прессующий узел.
Устройство предназначено для получения спеченных деталей с резьбой в процессе изостатического прессования.. Точность резьбы достигается при последующем изостатичес15 ком калибровании на том же устройстве с использованием калибровочной резьбовой оправки |2.
Недостатком устройства является возможность получения деталей только цилиндрической формы при низкой производительности и высокой трудоемкости их изготовления.
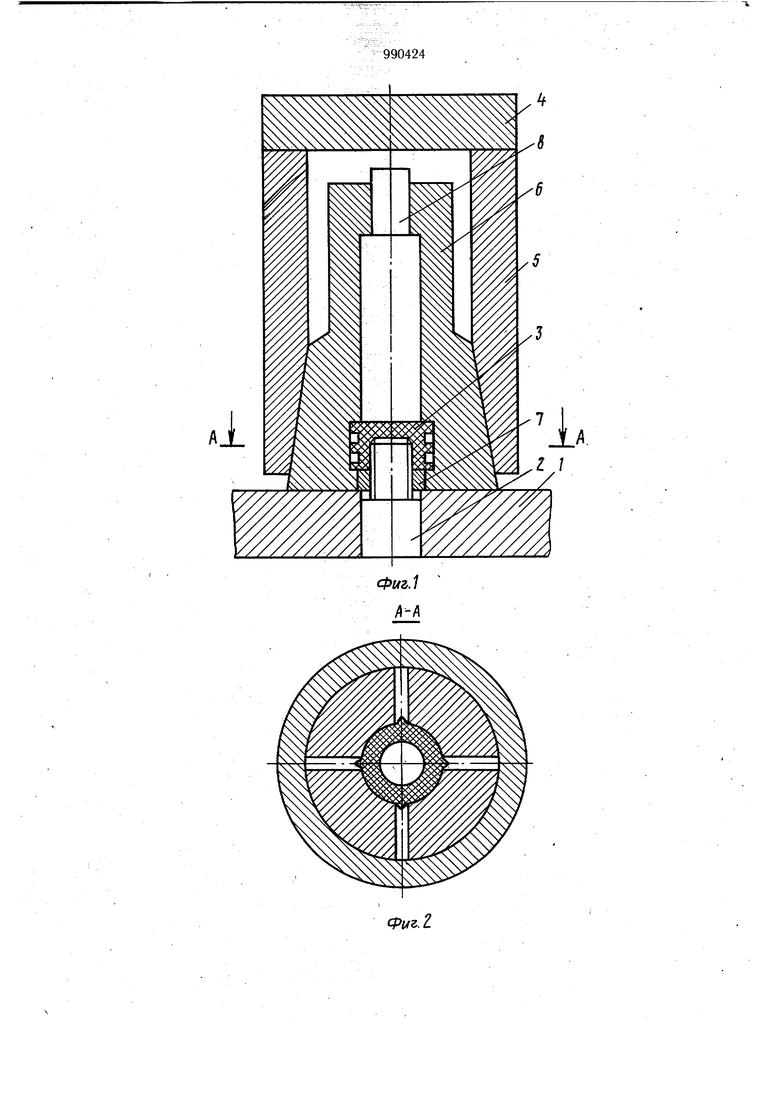
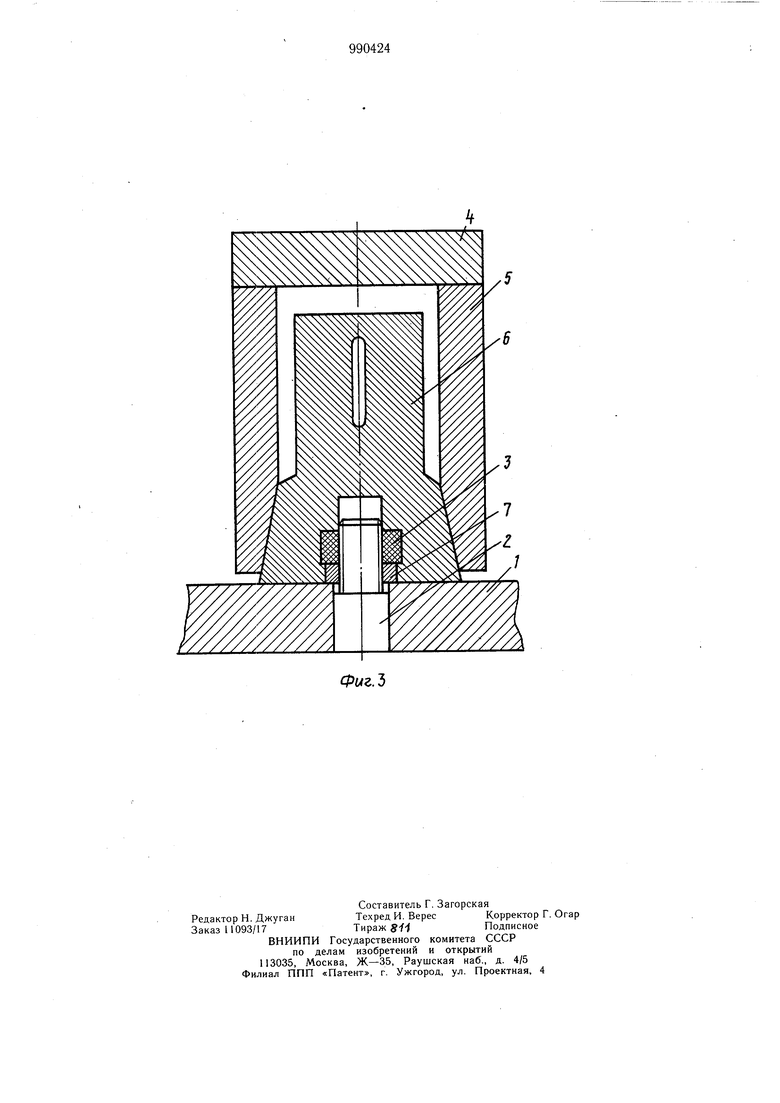
Целью изобретения является расширение технологических возможностей устройства. Поставленная цель достигается тем, что в устройстве для прессования порошковых деталей с внутренней резьбой, содержащем корпус с размещенным в нем резьбовым знаком и прессующий узел, последний выполнен составным в виде наружного и внутреннего нажимных элементов, причем внутренний элемент выполнен разъемным с рабочей поверхностью, соответствующей конфигурации детали. Выполнение прессующего узла составным из наружных и внутренних элементов позволяет при изготовлении спеченных деталей различной конфигурации производить замену только внутренних элементов, так как только они повторяют конфигурацию изготавливаемой детали, а наружные элементы остаются постоянными для различных форм наружного профиля деталей. Поверхность, контактирующая с поверхностью изготавливаемой детали (рабочая поверхность), повторяет конфигурацию этой детали, что дает возможность получать детали различной конфигурации (цилиндр, усеченный конус, прямоугольник и пр.) с канавками, буртиками, накаткой и т. д. Внутренние элементы прессующего узла должны быть выполнены разъемными для установки заготовки и съема готовой детали, имеющей выступы. Кроме того, только разъемные элементы могут обеспечить всестороннее обжатие калибруемой детали, так как в процессе обжатия изменяются ее размеры. Разъемными внутренние элементы выполнены в плоскости, параллельной направлению приложения нагрузки. На фиг. 1 представлено устройство для получения деталей с глухим резьбовым отверстиег, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - устройство для получения деталей со сквозным резьбовым отверстием, общий вид. Устройство состоит из корпуса 1 с концентрично расположенным отверстием, предназначенным для установки и центрирования резьбового знака 2, по которому в процессе калибрования формуется внутренняя резьба, детали 3, и составного прессующего узла, выполненного в виде наружного нажимного элемрнТа (плита 4 и передающий конический пуансон 5) и внутреннего элемента (разъемный формообразующий пуансон 6). На корпусе 1 устанавливается упор 7, который препятствует пластическому затеканию металла в зазор между резьбовым знаком и плитой, что предохраняет деталь от искажения формы.. Для предотвращения пластического течения материала вверх (в случае изготовления деталей с глухим резьбовым отверстием) в пуансоне 6 установлен запирающий пуансон 8 (фиг. 1). Запирающий пуансон 8 выполнен ступенчатым в виде двух частей переменного диаметра. Верхняя часть пуансона меньщего диаметра служит для центровки пуансона 8 относительно пуансона 6. Нижняя часть пуансона большего диаметра ограничивает формуемую деталь по высоте и, упираясь в процессе обжатия своим торцом в доныщко детали, а уступом в пуансон 6, препятствует перемещению пуансона 8 в осевом направлении, предотвращая выпучивание донышка детали. Устройство работает следующим образом Деталь 3 устанавливается на упор 7 и резьбовой знак 2, находящийся в корпусе 1. Деталь охватывается разъемным формообразующим пуансоном 6, в котором находится запирающий пуансон 8. Усилие калибрования посредством нажимной плиты 4 иконического пуансона 5 передается на разъемный формообразующий пуансон 6, который обжимает деталь 3 до смыкания. За счет обжатия наружной поверхности детали 3 происходит уплотнение материала и его пластическое течение. Деталь обжимается вокруг резьбового знака 2. Происходит одновременное формование наружной поверхности детали заданных размеров и конфигурации резьбы - в отверстии. Затем резьбовой знак вывинчивается из детали, при этом происходит калибрование резьбы. Нагрузка снимается, разъемный пуансон 6 разжимается и производится съем готовой детали. . Применение предлагаемого устройства позволяет расширить номенклатуру изготавливаемых изделий. Кроме того, выполнение прессующего узла составным делает устройство универсальным, позволяет его установку на любом прессовом оборудовании с максимальным использованием стандартных и унифицированных деталей и узлов (наружные части), так как основную функцию формообразования резьбы и наружного профиля детали несут только внутренние части, соприкасающиеся с деталью (формообразующий пуансон), которые можно свободно менять в зависимости от требуемой конфигурации детали. Годовой экономический эффект от максимального объема использования изобретения составляет более 130 тыс. руб. на максимальную программу 5 млн. щтук изделий. Формула изобретения Устройство для прессования порошковых деталей с внутренней резьбой, содержащее корпус с размещенным в нем резьбовым знаком и прессующий узел, отличающееся тем, что, с целью расщирения технологических возможностей устройства, прессующий узел выполнен составным в виде наружного и внутреннего нажимных элементов, причем внутренний элемент выполнен разъемным с рабочей поверхностью, соответствующей конфигурации детали. Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 54-26967, кл. В 22 F 3/02, опублик. 1979. 2.Патент ФРГ № 2236383, кл. В 22 F 5/06, опублик. 1973.
