Изобретение относится к сварочному производству и может быть осуществлено при односторонней автоматической сварке под флюсом стыковых швов, преимущественно металла малых и средних толщин.
Известно устройство для формирования обратной стороны шва при сварке плавлением, которое состоит из двухсекционного короба с эластичными бортами, эластичной полоски, флюса, воздушного рукава, неподвижного основания и изделия. Однако при сварке металла малых и средних толщин со смещением свариваемых кромок по высоте, указанное устройство не обеспечивает плотного поджатия флюса из-за его просыпания в сторону поднятой кромки [1].
Известно также формирующее устройство для сварки продольных швов. Указанное устройство, являясь удобным в эксплуатации, не обеспечивает надежного поджатия флюса при смещении свариваемых кромок по высоте, что особенно характерно при сварке металла малых и средних толщин. Кроме того, распределение флюса по выпуклой поверхности троса является нежелательным, т.к. в случае смещения свариваемых кромок по высоте происходит ссыпание флюса с боковой поверхности (округлой) троса в сторону поднятой кромки [2].
Наиболее близким по технической сущности и достигаемому результату является устройство для формирования обратной стороны продольных стыковых швов. Указанное устройство, содержащее формирующие элементы, которые могут перемещаться в продольном пазу, не всегда сможет обеспечить соосность сварных швов, особенно большой протяженности, и формирующей канавки. Это объясняется тем, что перемещения в пазу формирующих элементов не фиксированы, а самопроизвольны, и очень велика вероятность их несимметричного расположения [3].
Техническая проблема, решаемая задачей изобретения, направлена на повышение качества формирования корневой части шва.
Для достижения технического результата в устройстве для формирования обратной стороны продольных стыковых швов, содержащем корпус с продольным пазом прямоугольного сечения, в котором расположены слой резины, два выступающих над поверхностью корпуса подвижных медных элемента одинакового сечения для образования между собой формирующей канавки и размещенный между ними с возможностью натяжения металлический трос, отличающемся тем, что оно снабжено треугольными скобами для охвата формирующих элементов и троса, размещенными на одинаковом расстоянии друг от друга по всей длине устройства, при этом медные элементы выполнены в виде пластин, ширина которых определяется из соотношения
Впл = К(Rтр + Rпл), (1) а угол раскрытия скобы при ее вершине α определяют из соотношения
tgα =  , (2) где Впл - ширина медной формирующей пластины, мм;
, (2) где Впл - ширина медной формирующей пластины, мм;
Rпл - радиус боковой поверхности пластины, мм;
Rтр - радиус металлического троса, мм;
К -эмпирический коэффициент, равный К = 2,2...2,6;
2 и 8 - технологический припуск на перемещение пластин или троса относительно друг друга.
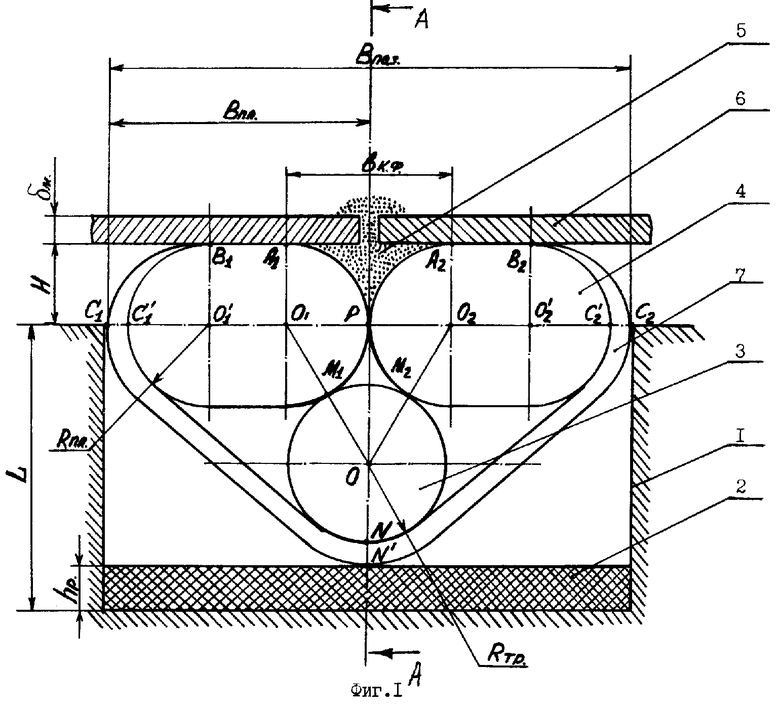
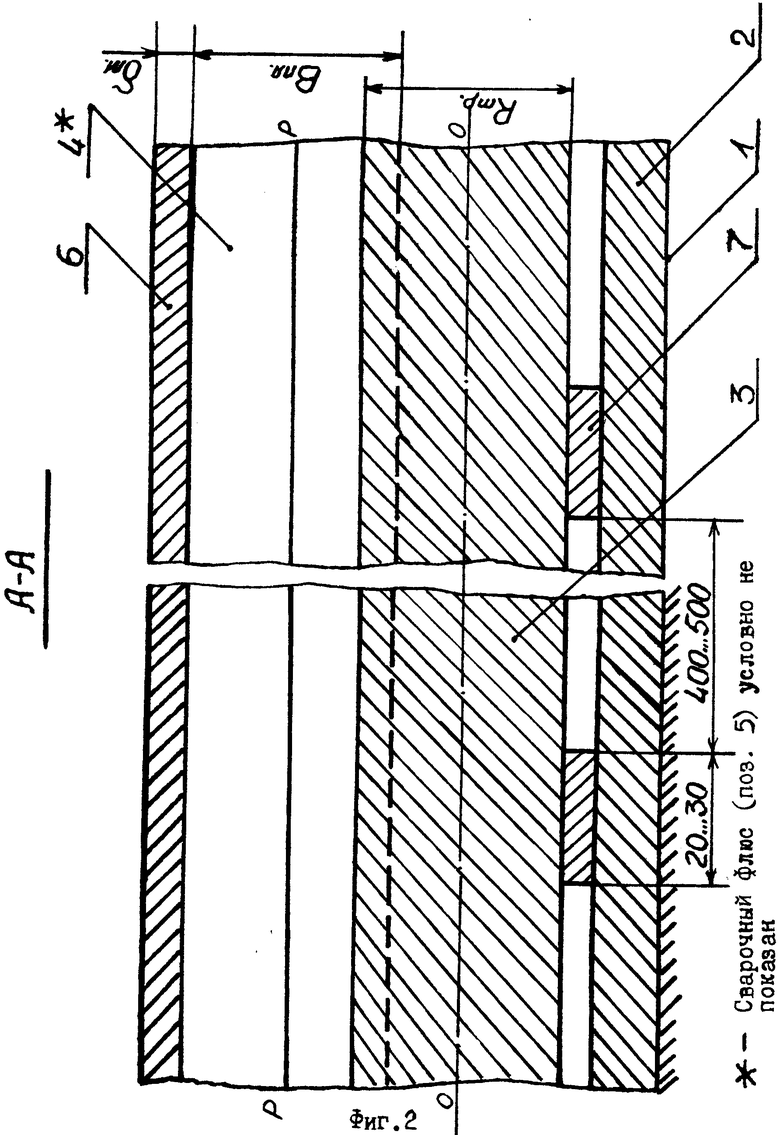
На фиг. 1 представлена схематически конструкция предлагаемого устройства; на фиг.2 - сечение по А-А на фиг.1.
Опорным элементом конструкции является корпус 1 с продольным пазом прямоугольного сечения, в котором уложен слой технической резины 2, защищенный тонким теплоизоляционным слоем. На слой резины укладывается гибкий силовой элемент в виде металлического троса 3 с радиусом Rтр, поверх которого расположены симметрично с ним два формирующих элемента 4 в виде пластин с радиусными боковыми поверхностями, радиус которых Rпл. Сварочный флюс 5 засыпается в формирующую канавку, образованную вдоль линии контакта медных элементов (пластин). Горизонтальные поверхности корпуса служат в качестве опоры для размещения свариваемых листов 6, причем медные элементы (пластины) выступают над поверхностью корпуса на величину Н ≅ Rпл. Формирующие пластины фиксированы вместе с металлическим тросом стальной стягивающей упругой скобой 7 шириной Вск. = 20...30 мм в форме треугольника и устанавливаются через каждые 400...500 мм длины формирующей канавки, фиксированное положение медных пластин и металлического троса позволяет им перекатываться в пазу и занимать необходимое расположение в случае сварки кромок со смещением по высоте.
Предлагаемое устройство предназначено для автоматической односторонней сварки листовых конструкций малой и средней толщины в диапазоне δм =2...16 мм.
Предлагаемое устройство работает следующим образом. После укладывания свариваемых полотнищ на опорную поверхность стенда и создания прижимных усилий к свариваемым листам формирующие медные пластины погружаются, упираясь по центру на металлический трос, образуя между собой малый прогиб от горизонтальной поверхности свариваемых кромок (полотнищ). Причем несмотря на кривизну листа и неточность сборки достигается надежный контакт по всей плоскости вдоль свариваемых кромок, соответствующий участку А1В1 (А2В2), а слой флюса уплотняется в нужной степени на всем протяжении шва. Первоначальное уплотнение флюса происходит на вогнутых с верхней стороны участках из-за действия горизонтального усилия Fгор на силовой элемент, которое затем передается медным пластинам. После чего, как будет достигнуто предельное уплотнение флюса на участках с верхней стороны, оно (уплотнение) перераспределяется на остальные участки формирующей канавки. Таким образом формирующие медные пластины приспосабливаются к нижней поверхности свариваемых листов.
Проведенные эксперименты по опробованию формирующего устройства при сварке металла толщиной δм = 4 мм и δм = 12 мм в условиях института и опытно-промышленное опробование на предприятии позволили установить, что при формировании металла в корневой части шва отсутствуют наплывы, подрезы и подтеки, а лицевая поверхность шва имеет правильную форму с плавными переходами к основному металлу. Дополнительно следует отметить, что с установкой стягивающей скобы появляется возможность перекатывания формирующей канавки в случае смещения свариваемых кромок по высоте.
Предлагаемая конструкция устройства для формирования обратной стороны продольных стыковых швов позволяет получать надежное уплотнение флюса в полости, где формируется жидкий металл сварочной ванны. Это уплотнение обеспечивается за счет свободного или плавающего перемещения формирующих пластин, а также перераспределения усилий поджатия со стороны формирующих элементов к свариваемым листам.
Предлагаемое устройство предполагает активное, и в тоже время ограниченное стягивающей скобой взаимодействие силового и формирующего элементов (пластин), позволяющих обеспечить плавающее саморегулирование поджатия со стороны формирующих элементов, а также возможное перекатывание под осью шва в случае смещения свариваемых кромок по высоте.
Наличие по крайней мере двух теплоотводящих формирующих пластин интенсифицирует охлаждение сварочной ванны за счет более развитой поверхности контакта в корневой части шва и увеличения поперечного сечения используемых формирующих элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны продольных швов | 1990 |
|
SU1802776A3 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования обратной стороны шва при сварке изделий | 1979 |
|
SU872156A1 |
| Способ электродуговой сварки | 1987 |
|
SU1523278A1 |
| СПОСОБ МОНТАЖА СТАЛЬНОЙ БАЛКИ ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2003 |
|
RU2230851C1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА И СВАРНАЯ МУФТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285192C2 |
Использование: при односторонней автоматической сварке под флюсом стыкованных швов деталей, преимущественно из тонколистового материала. Сущность изобретения: в продольном пазу корпуса устройства размещены слой резины, металлический трос для поджима формирующих элементов, которые выполнены в виде двух подвижных медных пластин, выступающих над поверхностью корпуса. Формирующие пластины и трос скреплены друг с другом треугольными скобами, размещенными на расстоянии друг от друга по всей длине устройства. Ширина формирующих пластин определяется из соотношения, указанном в формуле изобретения. 2 ил.
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ПРОДОЛЬНЫХ СТЫКОВЫХ ШВОВ, содержащее корпус с продольным пазом прямоугольного сечения, в котором расположены два подвижных медных элемента одинакового сечения для образования между собой формирующей канавки, отличающееся тем, что оно снабжено механизмом поджима, выполненным в виде уложенного на дно прямоугольного паза слоя резины и размещенного между ним и медными элементами с возможностью натяжения металлического троса, а также треугольными скобами для охвата формирующих элементов и троса, размещенными на расстоянии одна от другого по всей длине устройства, при этом медные элементы выполнены в виде выступающих над поверхностью корпуса пластин, ширина которых определяется из соотношения
Bпл = K(Rтр + Rпл),
а угол α раскрытия при вершине скобы определяют из соотношения
α =  ,
,
где Bпл - ширина медной формирующей пластины, мм;
Rпл - радиус боковой поверхности пластины, мм;
Rтр - радиус металлического троса, мм;
K - эмпирический коэффициент, равный 2,2-2,6.
2 и 8 - технологический припуск на перемещение пластины или троса относительно друг друга, мм.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Подкладка с канавкой для формирования обратной стороны шва стыковых соединений | 1989 |
|
SU1625644A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
