Изобретение относится к области электродуговой сварки швов большой протяженности типа цистерн, труб и т. д.
Цель изобретения - повышение производительности процесса и обеспечение качественного формирования швов при односторонней сварке на флюсовой подушке.
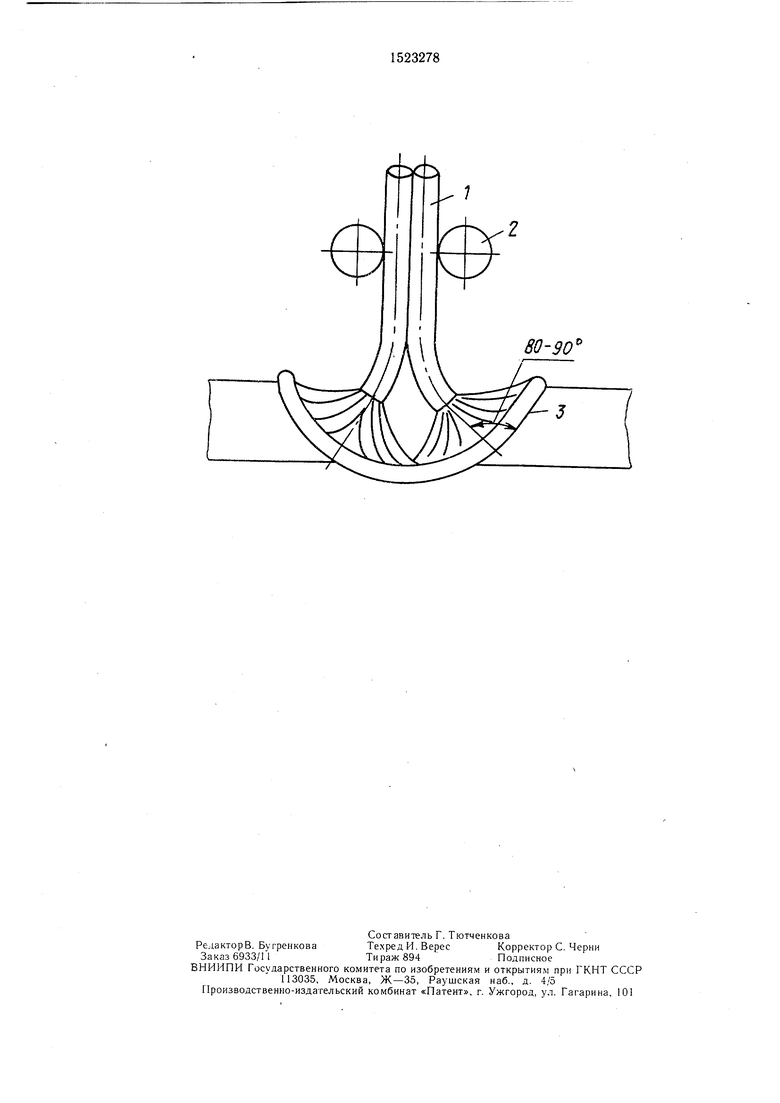
На чертеже представлена схема процесса.
Способ дуговой сварки осуществляется следующим образом.
Два проволочных электрода 1 подают в зону горения дуги одним подающим механизмом. На выходе из мундштука 2 к нему крепят токоведущую призму, располагающуюся между электродами, под действием которой электроды изгибают и подают под углом 80-90° к боковым кромкам ванны 3. Этот угол обеспечивается углом при вершине призмы. Электроды закорачивают на изделие, засыпают слоем флюса и возбуждают дугу. В процессе сварки электроды подают с одинаковой скоростью, при изгибе обеспечивается надежный токоподвод к проволочным электродам.
Подача под углом 80-90° к боковым кромкам разделки уменьшает давление дуги в области зазора в стыке и обеспечивает удержание жидкого металла на кромках ванны при сварке с повышенной скоростью. Максимум давления дуги совпадает с осью электрода, поэтому при изгибе электродов максимум давления смещается с зазора в стыке на боковые кромки разделки, что приводит к изменению сил, действующих на жидкий металл ванны.
Сила давления дуги становится перпендикулярной к боковым кромкам ванны и препятствует стеканию металла с кромок ванны. Кроме этого, изменяется направление электромагнитных сил, действующих на радиальную составляющую тока. Вследствие того, что активное пятно дуги смещается со дна на боковые кромки ванны, эта электромагнитная сила становится почти перпендикулярной к кромкам ванны и, суммируясь с давлением дуги, уд,ерживает жидкий металл на кромках ванны. Это обеспечивает качественное формирование швов при повыСП tsD
СО
to
00
шеннои скорости сварки и односторонней сварке на флюсовой подушке.
При изгибе и подаче электродов под углом менее 80° к боковым кромкам резко возрастает давление дуги в области зазора и появляется вертикальная составляющая давления, которая сдувает жидкий металл с кромок ванны, в результате чего нарушается формирование обратного валика при односторонней, сварке на флюсовой подушке и формирование внешнего шва вследствие образования подрезов.
При изгибе и подаче электродов под углом более 90° к боковым кромкам активное пятно дуги; располагается на уровне верхней поверхности основного металла, вследствие чего давление дуги выдувает жидкий металл за пределы проплавленной канавки, в результате чего образуются наплавы и нарушается формирование шва. Кроме того, при увеличении угла изгиба более 90° затрудняется изгиб и подача электрода, нарушается стабильность подачи и режима сварки.
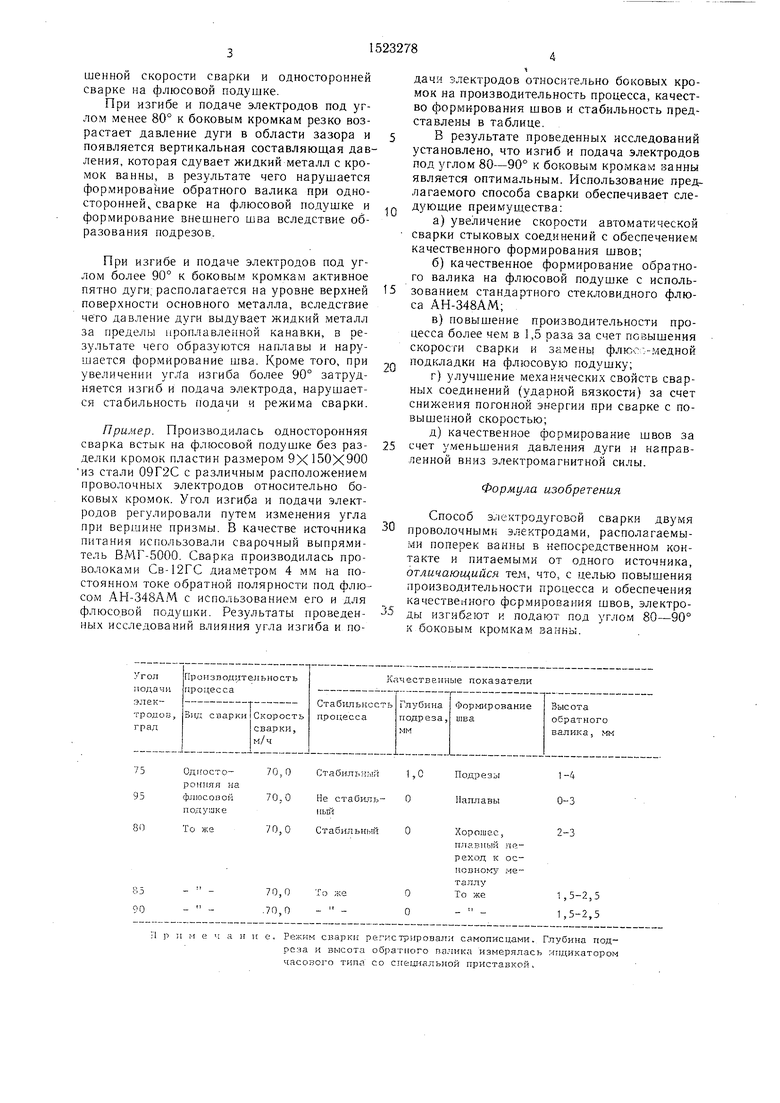
Пример. Производилась односторонняя сварка встык на флюсовой подушке без разделки кромок пластин размером 9Х 150X900 из стали 09Г2С с различным расположением проволочных электродов относительно боковых кромок. Угол изгиба и подачи электродов регулировали путем изменения угла при вершине призмы. В качестве источника питания использовали сварочный выпрямитель ВМГ-5000. Сварка производилась проволоками Св-12ГС диаметром 4 мм на постоянном токе обратной полярности под флюсом АН-348АМ с использованием его и для флюсовой подушки. Результаты проведенных исследований влияния угла изгиба и подачи электродов относительно боковых кромок на производительность процесса, качество формирования швов и стабильность представлены в таблице.
В результате проведенных исследований
установлено, что изгиб и подача электродов под углом 80-90° к боковым кромкам занны является оптимальным. Использование предлагаемого способа сварки обеспечивает сле,-1 дуюш,ие преимущества:
а)увеличение скорости автоматической сварки стыковых соединений с обеспечением
качественного формирования щвов;
б)качественное формирование обратного валика на флюсовой подушке с использованиерл стандартного стекловидного флюса АН-348АМ;
в)повышение производительности процесса более чем в 1,5 раза за счет повыщения скорости сварки и замены флюо. ледной подкладки на флюсовую подушку;
г)улучшение механических свойств сварных соединений (ударной вязкости) за счет снижения погонной энергии при сварке с повышенной скоростью;
д)качественное формирование швов за 5 счет уменьшения давления дуги и направленной вниз электромагнитной силы.
Формула изобретения
Способ электродуговой сварки двумя проволочными электродами, располагаемыми поперек ванны в непосредственном контакте и питаемыми от одного источника, отличающийся тем, что, с делью повышения производительности процесса и обеспечения качественного формирования швов, электро- 5 ды изгибают и подают под углом 80-90° .4 боковым кромкам .данны.
0
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки | 1990 |
|
SU1719173A1 |
| Способ дуговой сварки | 1988 |
|
SU1542739A1 |
| Способ дуговой сварки | 1986 |
|
SU1407719A1 |
| Способ автоматической сварки под флюсом стыковых соединений | 1986 |
|
SU1400818A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| Способ электродуговой сварки под флюсом | 1989 |
|
SU1696208A1 |
| Способ дуговой сварки | 1988 |
|
SU1524981A1 |
| Способ дуговой многоэлектродной обработки металлов | 1984 |
|
SU1237347A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1979 |
|
SU1353594A1 |
| Способ односторонней дуговой сварки двухслойных сталей | 1988 |
|
SU1590269A2 |
Изобретение относится к электродуговой сварке и может быть использовано при сварке швов большой протяженности в машиностроении при изготовлении котлов железнодорожных цистерн, труб и в судостроении. Цель изобретения - повышение качества и производительности процесса. Сварку ведут двумя проволочными электродами, расположенными поперек ванны. Питание осуществляют от одного источника. Электроды предварительно изгибают и подают под углом 80-90° к боковым кромкам разделки. Подача под углом 80-90° уменьшает давление дуги в области зазора в стыке и обеспечивает удержание жидкого металла на кромках ванны при сварке с повышенной скоростью. 1 ил., 1 табл.
а ) н е. Режим сварки регистрировали самописцами. Глубина подреза к высот а обратного валика измерялась игщикатором часового типа со специальной приставкой..
| Технология электрической сварки металлов и сплавов плавлением | |||
| / Под ред | |||
| Б | |||
| Е | |||
| Патона.-М.: Машиностроение, 1974 с | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
