(54) УСТЮЙСТВО ДЛЯ ФОРМИЮВАНИЯ ОБРАТНОЙ СТОЮНЫ ШВА ПРИ СВАРКЕ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования флюсовой подушки при сварке прямолинейных швов | 1975 |
|
SU578177A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования обратной стороны шва на флюсовой подушке | 1977 |
|
SU737182A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| Установка для многоголовочной сварки | 1988 |
|
SU1687413A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673339A1 |

.1
Изобретение относится к оборудоваий для уплотнения стыков, используемых при злектродуговой сварке стыковых швов для удержания расплавленного металла и формирования обратной стороны шва в машиностроении и, в частности, в котлостроении при сварке сосудов большого диаметра. Изобретение предназначено для решения технологических проблем, связанных с переходом на автоматическую одностороннюю сварку корня шва сосудов большого диаметра.
В настоящее время вследствие неточности сборки, разностенности заготовок и разделки шва не обеспечивают получения равнопрочного и плотного шва автоматической сваркой за счет ,5 того, что сушествуюшее устройство для формирования обратной стороны шва не обеспечивают плотного прижатия подкладки или флюса к изделию. Поэтому во избежание прожогов и протекания металла, корень шва в глубоких раздел сах, толстостенных сосудов большого диаметра варят вручную снаружи, затем вырубают и после зтого производят заполнение разделки авто матической сваркой под флюсом.
Известно устройство для формирования обратной стороны кольцевых швов обечаек , в котором формирование обратной стороны шва осуществляется при помощи подложки, выпол ненной из меди, материала типа стекловолокна либо из твердого флюса, расположенной по всей поверхности окружности водоохлаждаемого медного подпружиненного ролика.
Недостатком данной конструкции является то, что в изделиях,собранных с превышением кромок,формирование обратной стороны urea ухудшается.
Наиболее близким по технической сущности к изобретению является устройство для формирования обратной стороны шва изделий, содержащее приводную тележку, на которой установлена подпружиненная формирующая подкладка, смонтированная на оси тележки и механизм подачи флюса в зону сварки, продольная ось которого перпендикулярна основанию тележки 1 .
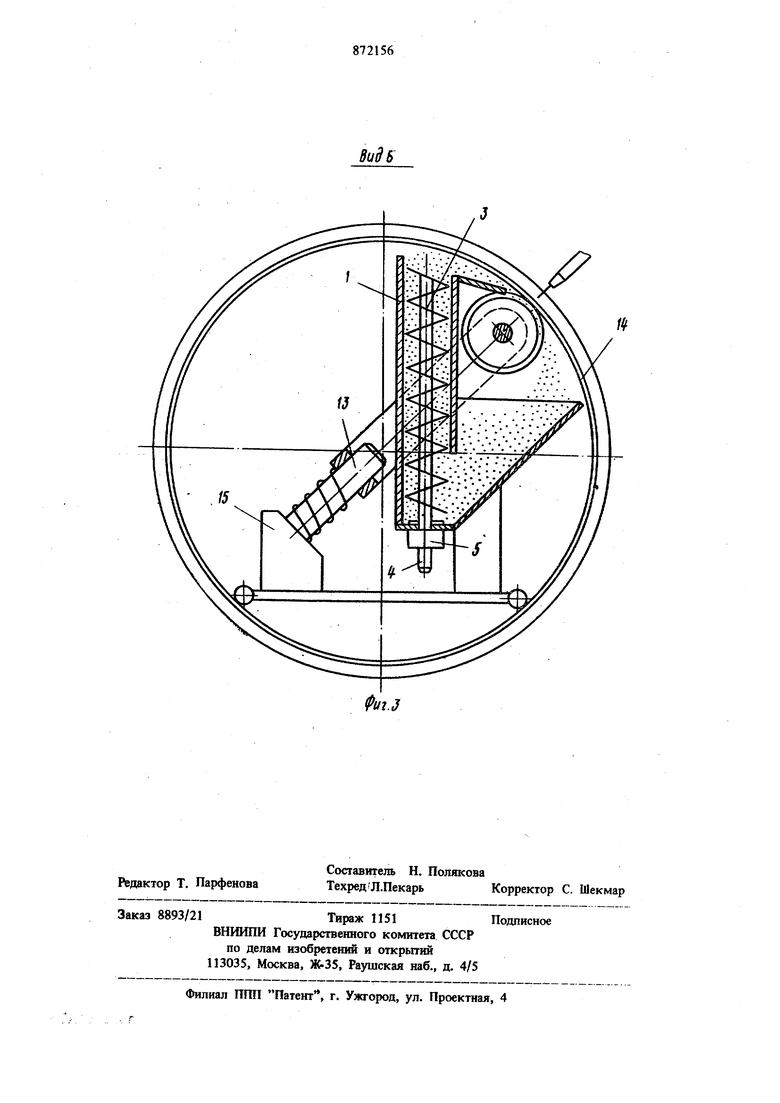
Однако известное устройство можно использовать только при сварке продольных швов Ш1ОСКОЛИСТОВЫХ изделий. Кроме того, указанное устройство нельзя применять для издетп с несовпадением их кромок. Цель изобретения - повышение качества фор мообразования обратной стороны шва путем обеспечения сборки н сварки изделий с несовпадениел их кромок. Указанная цель достигается тем, что в устрой стве для формирования обратной стороны шва изделий, содержащем приводную тележку, на которой установлена подпр)гжнненная формирующая подкладка, смонтированная на оси тележки и механизм подачи флюса в зону сварки, продольная ось которого перпендикулярна основанию тележки, формирующая подкладка выполнена в виде с буртами по его краям, смонтированного на упомянутой оси тележки, а на тележке установлена вилка с соосными отэерсткями на ее концах, в одном из которых смонтирован подпружиненный сухарь, при зтом один конец осн размещен в упомянутом сухаре, а другой конец оси - с возможностью поворота в другом отверстии вилки, причем меха}{изм подачи флюса выполнен в виде шнекового дозатора. На фиг. 1 изображено формирующее устройство, общий вид; на фиг. 2 - вид А на фиг. 1 на фиг. 3 - вид Б на фиг. 1. Устройство содержит флюсовий бункер 1, установленный на тележке 2, внутри которого находится цлековый дозатор 3, получающий вращение от двигателя 4 через редуктор 5. Над флюсовым бункером находится медный фигурный рожж б, установленный на опорной оси 7, которая с одной стороны закреплена в вилке 8 с возможностью поворота вокруг паЛьцев 9, а с другой стороны установлена в сухарях 10, подхсимаемых пружиной 11. При этом вилка упруго поддерживается пружююй 12, находящейся на штоке 13, поджимая ролик к внутренней поверхности свариваемого изделия 14. Шток закреплен на кронштейне 15, установ ленном на тележке 2. Для закрепления тележки вдоль внутренней поверхности свариваемой трубы устанавливают рычаги 16. Устройство работает следующим образом. При помощи тележки 2 фпюсовый бункер 1 заполненный флюсом, подают внутрь трубы до положения, когда свариваемый стык будет находиться над центр( медного ролика 6, который своими выступами контактирует с поверхностью свариваемого изделия 14. Перед началом сварки включают пшековый дозатор 3, и флюс начинает подаваться в канавку медного ролика. Затем включается вращение свариваемого издеИЯ и флюс, находящийся на поверхности подружиненного ролика, поджимается к свариваеому стыку. В зто время включается сварочный втомат, и осуществляется сварка. Усилие податия флюса регулируется пружиной 12 и скоостью вращения шнекового дозатора 3. Оставийся после образования шлаковой корки люс вновь поступает в флюсовый бункер 1. ля того, чтобы медный ролик 6 все время контактировал с5 свариваемыми изделиями, собранными с превышением кромок, одна сторона оси 7, на которой он установлен, закреплена в вилке 8 с возможностью поворота, а вторая поджимается к изделию пружиной П. Использование формирующего устройства предлагаемой конструкции позволяет воздействовать на условия формирования обратно|1 ci oронь кольцевых швов обечаек, что, в оче.редь, позволяет осуществить переход с двухсторонней сварки корневого шва на одностороннюю. За счет этого достигается снижение трудоем-; кости в два паза и исключаются опера ции вырубки и сварки корня шва изнутри. Формула изобретения Устройство для формирования обратной стороны шва при сварке изделий, преимущественно цилиндрической формы, содержащее приводную тележку, на которой установлена подпружиненная формирующая подкладка, смонтированная на оси тележки и механизм подачи фтоса в зону сварки, продольная ось которого перпендкку.лярна основанию тележки, отличающееся тем, что, с целью повышения качества формообразования обратной стороны шва путем обеспечения сборки и сварки изделий с несовпадением их кромок, формирующая подкладка выполнена в виде ролика с буртами по его краям, смонтированного на упомянутой оси тележки, а на тележке установлена вилка с соосными отверстиями на ее концах, в одном из которых смонтирован подпружиненный сухарь, при зтом один конец оси размещен в упомянутом сухаре, а другой конец оси - с возможностью поворота в другом отверстии вилки, причем механизм подачи флюса вьшолнен в виде шнекового дозатора. Источники информации, , принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 349549, кл. В 23 К 37/06, 10.06.70 (прототип).
SSs:
Imi2t-«
f6
V//////////////7/77///7/1
f5
t6
/
