Изобретение относится к технологии переработки пластмасс и может быть использовано в оборудовании для гранулирования полимеров.
Известен режущий инструмент для грануляции пластмасс, содержащий корпус и режущую часть с износостойким элементом. Один из слоев выполнен из твердого сплава. Второй слой двухслойного режущего элемента выполнен из инструментальной стали и расположен на передней поверхности и части задней поверхности, а слой твердого сплава расположен под ним на задней поверхности. Одним из недостатков инструмента является использование в конструкции нестандартных и длинномерных биметаллических режущих элементов, что снижает уровень его технологичности. Кроме того, биметаллические режущие элементы не отличаются удовлетворительной стабильностью физико-механических свойств, что существенно ограничивает долговечность инструмента.
Задачей, решаемой в изобретении является повышение технологичности режущего инструмента для грануляции пластмасс и его долговечности.
Это достигается тем, что в инструменте содержащем корпус и режущую часть, согласно изобретению, режущая часть снабжена по меньшей мере двумя износостойкими элементами, при этом все износостойкие элементы расположены на задней поверхности под углом к режущей кромке. Отличительным признаком заявляемого объекта является то, что режущая часть со стороны задней поверхности снабжена износостойкими элементами, выполненными из материала, обладающего свойствами твердых смазок. К отличительным признакам технического решения относится и то, что корпус инструмента и тело его режущей части могут быть выполнены в виде либо цельной конструкции, либо в виде конструкции с механическим креплением режущей части.
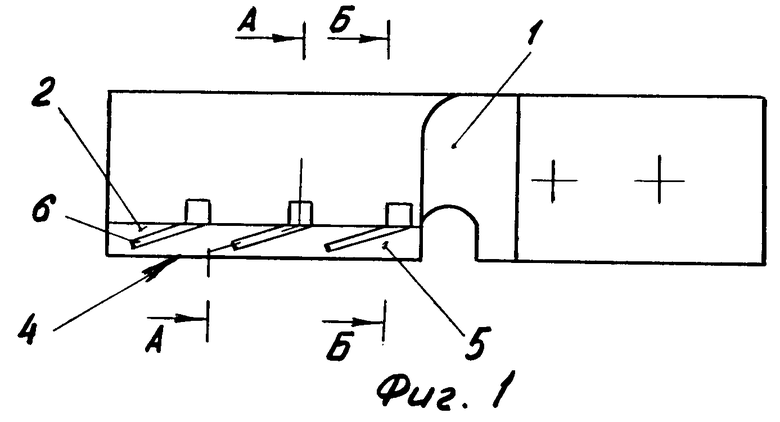
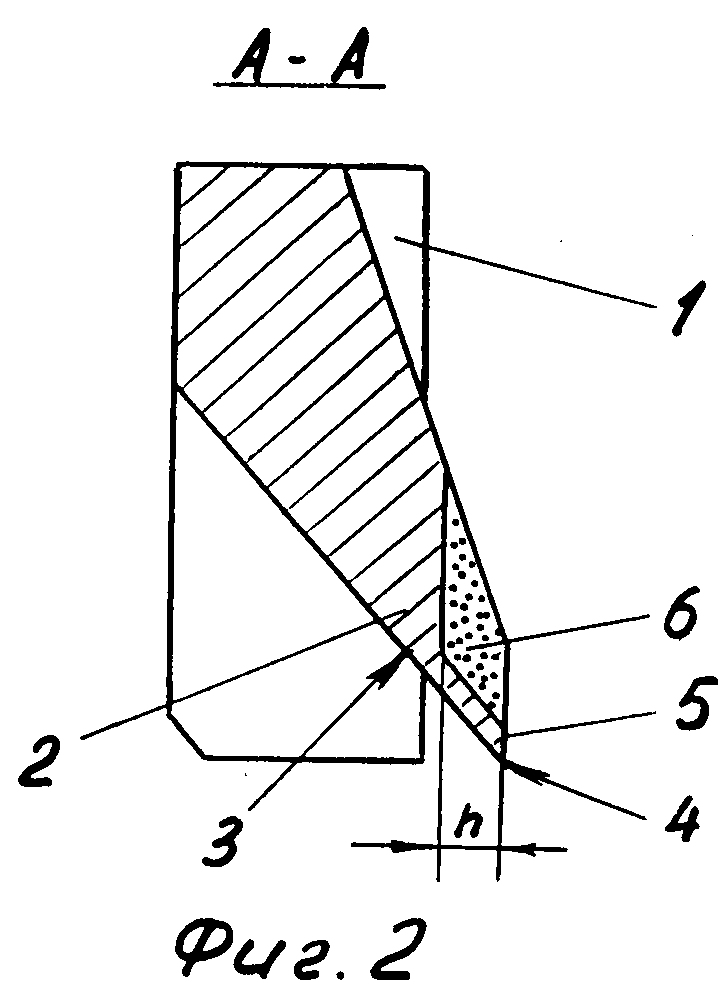
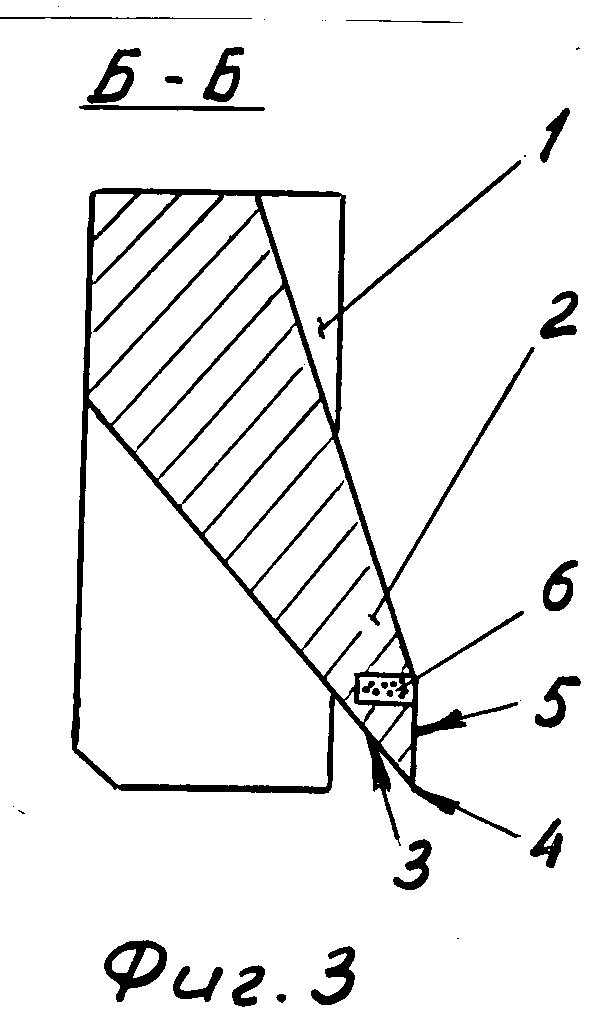
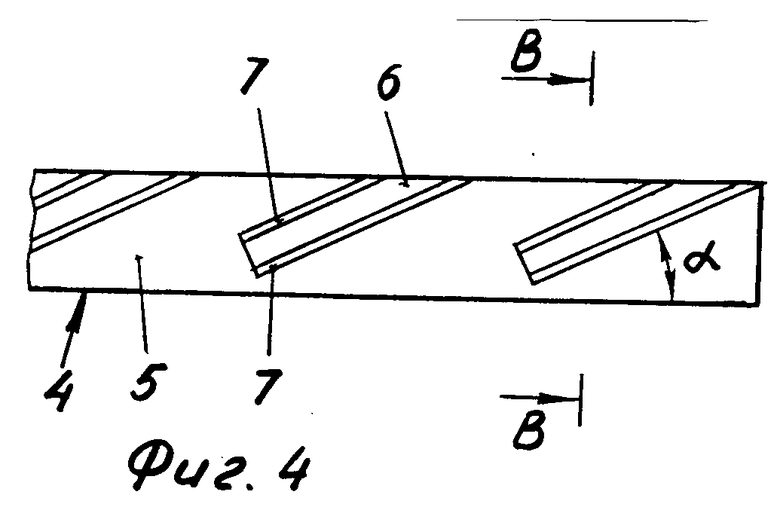
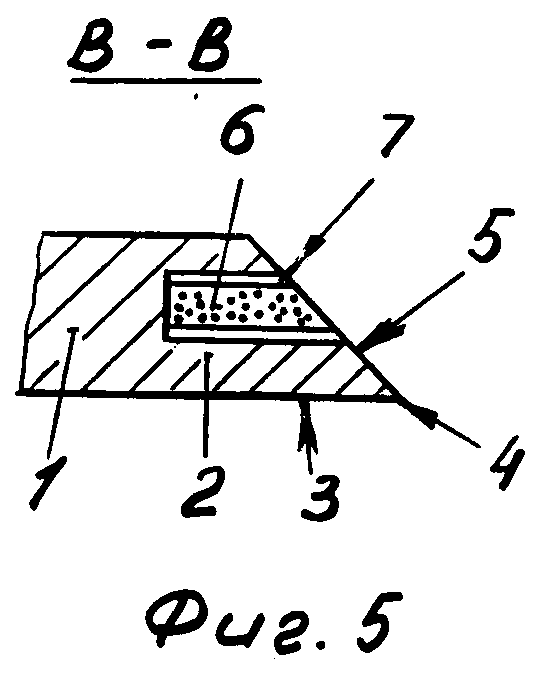
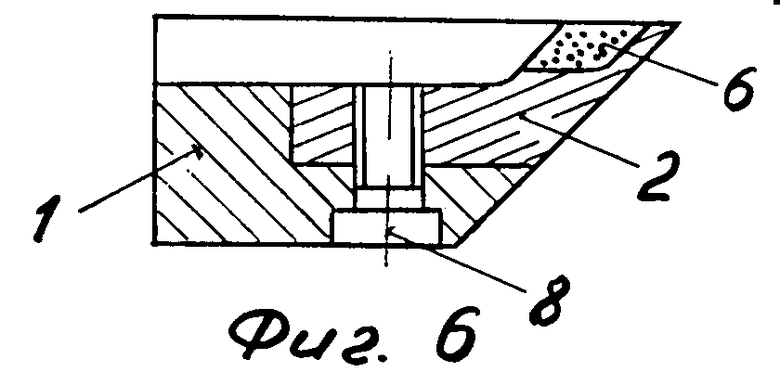
На фиг. 1 дан вид со стороны задней поверхности профильного ножа для грануляции полимеров; на фиг.2 - сечение по А-А на фиг.1, в увеличенном масштабе; на фиг.3 - сечение Б-Б в увеличенном масштабе; на фиг.1; на фиг.4 - схематично показан элемент ножа плоской конструкции со стороны задней поверхности; на фиг.5 дано сечение В-В на фиг.4; на фиг.6 показано поперечное сечение одного из вариантов конструкции профильного ножа с механическим креплением режущей части.
Инструмент содержит корпус 1 с композиционной режущей частью 2. Основа режущей части изготовлена из инструментальной стали и содержит переднюю поверхность 3 (см. фиг.2, 3 и 5), режущую кромку 4, заднюю поверхность 5. Режущая часть снабжена несколькими износостойкими элементами 6, выполненными в виде ребер, пересекающих заднюю поверхность 5 под углом α (см. фиг.4) и углубленных в основу режущей части 2 на высоту h (фиг.2) изнашиваемого слоя инструмента. Кроме того, режущая часть может содержать дополнительно элементы 7 (фиг.4 и 5), выполненные из материалов, обладающих свойствами твердых смазок. Основа композиционной режущей части 2 может быть выполнена как одно целое с корпусом 1 инструмента (фиг.1,2,3,4,5), а также в основном варианте, когда основа режущей части 2 сочленена с корпусом 1 посредством элементов 8 (винтов) механического крепления (см. фиг.6).
Работа инструмента осуществляется следующим образом.
В процессе работы нож (несколько ножей), будучи прикрепленным корпусом 1 к ножевой головке (на фиг. не показана), прижат задней поверхностью 5 режущей части 2 к поверхности фильеры (не показана) и вращается относительно неподвижной фильеры. Задняя поверхность 5, образованая участками из инструментальной стали основы режущей части 2 и участками, образованными износостойкими элементами 6, скользит по поверхности фильеры. При этом износостойкие элементы 6, имея более высокую, по сравнению со сталью основы режущей части 2, износостойкость, воспринимают давление прижатия ножа к фильере и тем самым эффективно снижают износ задней поверхности в целом, включая и режущую кромку 4. В свою очередь, выполненная из инструментальной стали основа режущей части 2, имея более высокие, по сравнению с износостойкими элементами 6 ударную вязкость и прочность на изгиб, предотвращает разрушение режущей части, обеспечивая одновременно самозатачивание режущей кромки. Кроме того, при трении задней поверхности 5 о фильеру, благодаря износу элементов 7 (фиг.4 и 5), выполненных из материалов, обладающих свойствами твердых смазок, происходит смазывание поверхностей трения инструментов (ножа и фильеры), благодаря чему дополнительно снижаются скорость изнашивания задней поверхности и повышается долговечность инструмента.
В качестве материалов износостойких элементов могут быть использованы износостойкие стали и сплавы, карбидостали, спеченные твердые сплавы, керамические и сверхтвердые материалы. Ориентировочные размеры износостойких элементов для гранулирующих ножей с длиной режущей кромки порядка 100 мм - (1,5 х 5 х 20) мм, количество износостойких элементов - не более 5.
В качестве материалов износостойких элементов, обладающих свойствами твердых смазок, могут быть, в частности, использованы сплавы и композиционные материалы, способные образовывать на поверхностях трения (пары "нож-фильера") противозадирные пленки на основе оксидов некоторых металлов.
Для изготовления корпуса инструмента и его режущей части могут быть использованы практически все классы инструментальных сталей, легированные конструкционные стали, коррозионностойкие стали.
Реализация технического решения при изготовлении ножей для грануляции полипропилена дает возможность стабилизировать скорость износа инструмента на уровне не выше 1 мкм/ч, обеспечив ресурс работы ножей до 3000-5000 ч и их конкурентоспособность по отношению к лучшим зарубежным образцам.
Повышение уровня технологичности инструмента позволит реализовать техническое решение в условиях ремонтных цехов химических производств, снизить расход износостойких материалов, например твердых сплавов, примерно в 5 раз, снизить трудоемкость изготовления инструмента не мене, чем в 2 раза, сократить потребность в инструментальных сталях как за счет повышения долговечности инструмента, так и благодаря использованию конструкцию со сменными режущими частями (с механическим креплением).
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент для грануляции пластмасс | 1988 |
|
SU1706876A1 |
| Способ повышения стойкости ножа для грануляции пластмасс | 1991 |
|
SU1826941A3 |
| ФИЛЬЕРА ГРАНУЛЯТОРА ПЛАСТМАСС | 1992 |
|
RU2089390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ГРАНУЛЯЦИИ ПЛАСТМАСС | 1991 |
|
RU2011496C1 |
| ФИЛЬЕРА ГРАНУЛЯТОРА ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146195C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СМЕННЫХ РЕЖУЩИХ ЭЛЕМЕНТОВ | 1995 |
|
RU2118383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С КОМПОЗИТНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2013 |
|
RU2532582C2 |
| НОЖНИЦЫ ДЛЯ ОТРЕЗКИ КАПЕЛЬ СТЕКЛОМАССЫ | 1999 |
|
RU2167833C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКОНЧАТЕЛЬНЫХ ЕЛОЧНЫХ ПРОТЯЖЕК С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩИХ ПЛАСТИН | 2023 |
|
RU2802493C1 |
| САМОЗАТАЧИВАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С ТВЕРДЫМ ПОКРЫТИЕМ | 2003 |
|
RU2305623C2 |
Использование: в устройствах для грануляции пластмасс. Сущность изобретения: режущая часть инструмента снабжена по меньшей мере двумя износостойкими элементами. Все износостойкие элементы расположены на задней поверхности режущей части и под углом к режущей кромке. Режущая часть со стороны задней поверхности снабжена износостойкими элементами. Они выполнены из материала, обладающего свойствами твердых смазок. Корпус и режущая часть выполнены в виде цельной конструкции. Режущая часть может быть связана с корпусом посредством механического крепления. В процессе работы предотвращается разрушение режущей части и обеспечивается самозатачивание режущей кромки. 3 з.п. ф-лы, 6 ил.
| Режущий инструмент для грануляции пластмасс | 1988 |
|
SU1706876A1 |
| Солесос | 1922 |
|
SU29A1 |
