Изобретение относится к протяжным инструментам для резки прямолинейным движением с вставными режущими кромками, в частности, к способам изготовления профильного протяжного инструмента, применяемого для обработки замковых соединений типа «елка» в дисках турбин и компрессора.
Из уровня техники известны способы изготовления сборных протяжек со вставными режущими пластинами елочного профиля US 8070396 (дата публикации 06.12.2011) и US 6702524 (дата публикации 09.03.2004). Суть данных способов заключается в том, что режущие пластины (сегменты) устанавливаются в держатель (корпус) протяжки и могут быть заменены в случае их поломки или выработанного ресурса.
Недостатком аналогов является то, что подача на зуб формируется за счет режущих зубьев, что требует использования в данной конструкции уникальных пластин и значительно затрудняет процесс изготовления протяжного инструмента.
В настоящее время для обработки дисков турбин из труднообрабатываемых материалов, таких как жаропрочные никелевые сплавы, широко применяются монолитные протяжки из порошковых быстрорежущих сталей (Филатов П.Н. «Повышение стойкости протяжного инструмента из порошковой быстрорежущей стали при обработке жаропрочных никелевых сплавов»// Вестник МГТУ «Станкин» №4, 2008 г., стр. 44-50).
Недостатком монолитной конструкции протяжного инструмента является ее значительная металлоемкость и небольшой ресурс, который ограничивается полем допуска так называемых «размеров по роликам» обрабатываемой детали - диска турбины или компрессора. По мере износа инструмента и его затачивания по передней поверхности за счет наличия заднего угла происходит уменьшение размеров по роликам, которые не подлежат восстановлению.
Известен способ изготовления протяжного инструмента, оснащенного пластинами твердого сплава для увеличения размерной стойкости окончательных елочных протяжек (Н.Ф. Пронкин. Протягивание протяжками из твердых сплавов. Москва: Машиностроение, 1966 г., стр. 108). Данный способ подробно описывает технологию шлифования елочного профиля алмазными кругами, но не дает представления о способе установки и закрепления твердосплавных пластин в корпусе протяжки.
Существенным недостатком данного способа является недостаточная ремонтопригодность конструкции, которая предполагает использование секций, состоящих из нескольких зубьев твердосплавных пластин.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления сборных протяжек со вставными режущими пластинами елочного профиля US 8070396 (дата публикации 06.12.2011).
Прототип имеет существенный недостаток - подача на зуб формируется за счет режущих зубьев, что требует использования в данной конструкции уникальных пластин и значительно затрудняет процесс изготовления протяжного инструмента.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно обеспечить при использовании прототипа, является наличие левосторонних и правосторонних режущих пластин, представляющих собой левую или правую часть елочного профиля соответственно, и возможность отдельно регулировать положение каждой пластины в направлении перпендикулярном направлению протягивания, что позволяет при необходимости увеличивать размер по роликам протяжного инструмента и сохранять при этом симметричность елочного профиля относительно оси симметрии корпуса протяжки.
Цель изобретения - повышение размерной стойкости дорогостоящего протяжного инструмента, обеспечение экономичности при его изготовлении и эксплуатации в условиях производства при обработке пазов елочного профиля в дисках турбин.
Техническая задача, на решение которой направлено изобретение, заключается в создании инструмента сборной конструкции, состоящей из корпуса с посадочными местами для однозначной установки профильных режущих пластин, каждая из которых представляет собой симметрично разделенный елочный профиль.
Техническая проблема решается тем, что елочный профиль формируется двумя типами режущих пластин (левосторонними и правосторонними), каждая из которых имеет две режущие кромки, что по мере износа и переточки пластины позволяет восстанавливать исходный размер по роликам либо за счет смены режущей кромки путем ее переворота на 180° относительно оси вращения отверстия пластины, либо за счет применения мерных подкладок под опорной плоскостью режущей пластины.
Предлагается способ изготовления окончательных елочных протяжек с механическим креплением режущих пластин, обеспечивающий механическое крепление симметрично расположенных унифицированных режущих пластин.
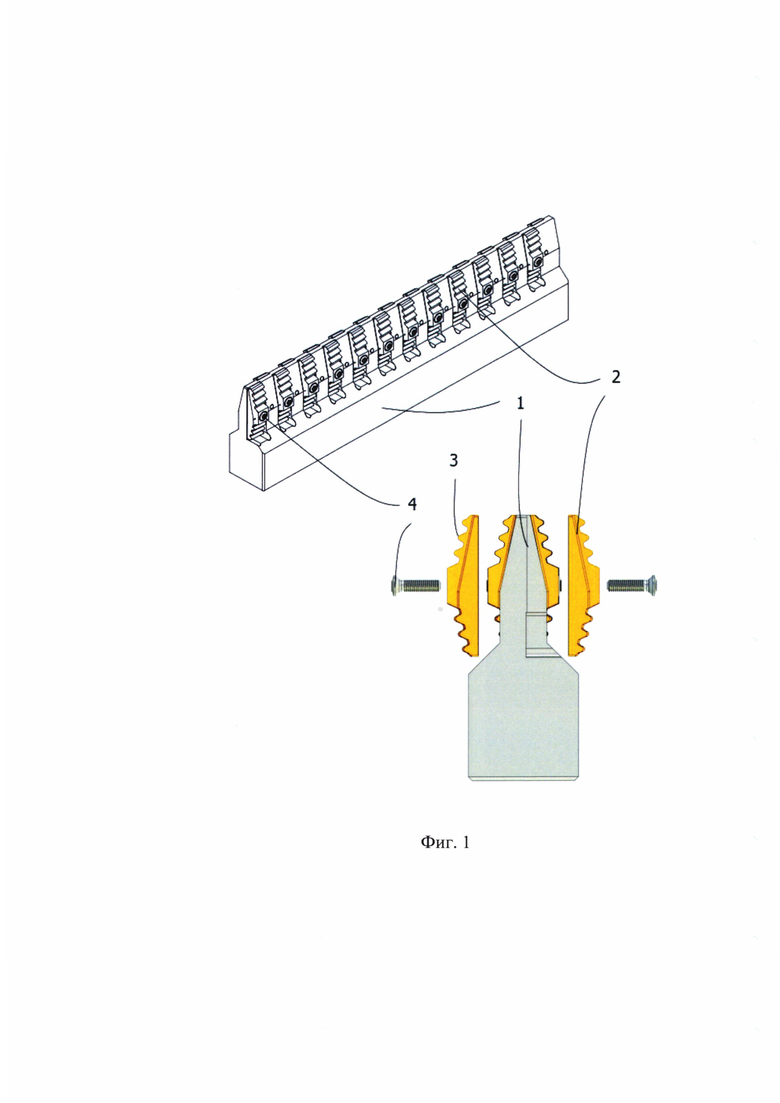
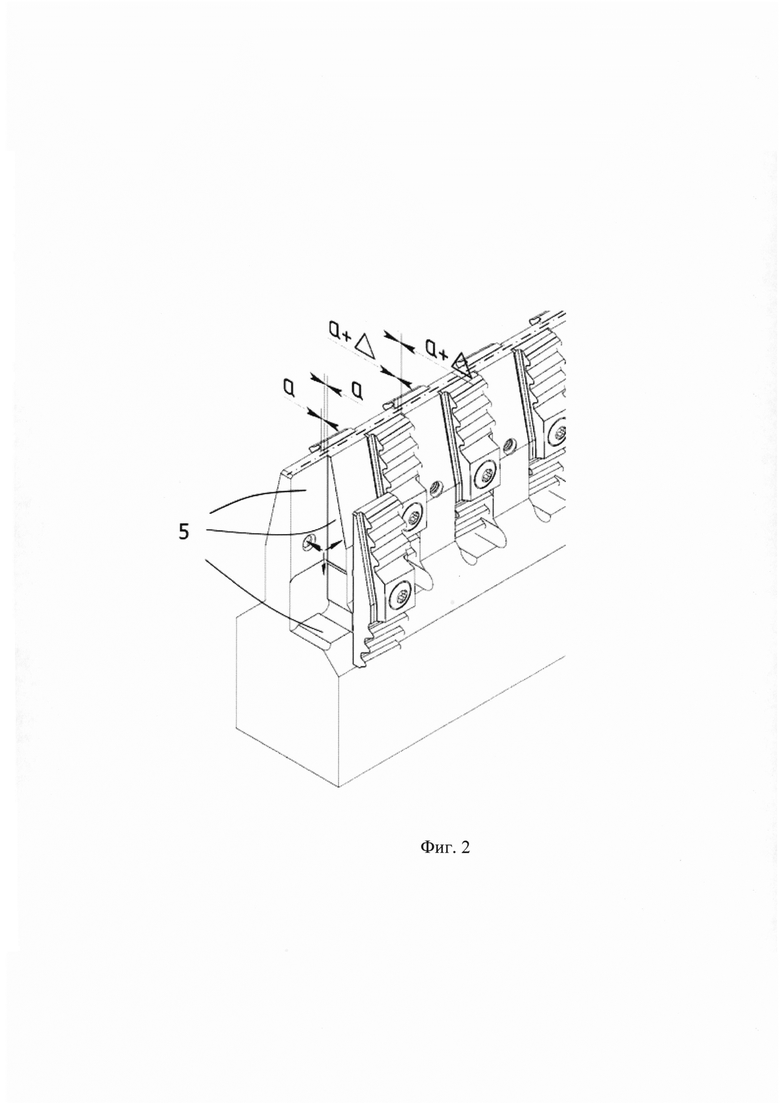
Сущность изобретения поясняется чертежом, на котором изображена сборная протяжка в общем виде (фиг. 1). Протяжка состоит из корпуса (1) и режущих пластин (2) елочного профиля (3), которые фиксируются в корпусе с помощью резьбового соединения посредством винта (4). В режущей пластине с елочным профилем выполняется сквозное отверстие для ее крепления к корпусу протяжки. Прилегание пластины к корпусу должно обеспечиваться по трем плоскостям (5), показанным на фиг. 2, за счет смещения отверстия в пластине относительно резьбового отверстия в корпусе протяжки. Подача на зуб обеспечивается за счет увеличения размера а на величину Δ опорной плоскости относительно оси симметрии корпуса протяжного инструмента.
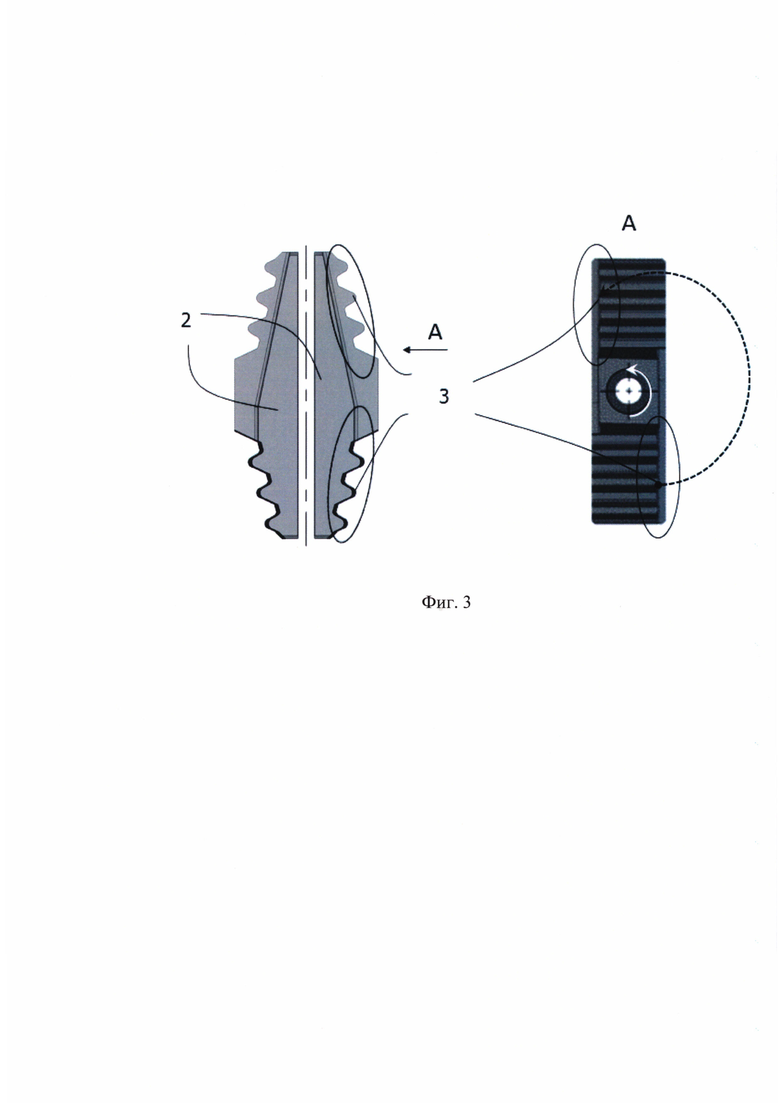
Левая и правая сторона елочного профиля формируется отдельными пластинами, при этом в отличие от прототипа, предлагаемый способ формирует елочный профиль двумя отдельными симметрично расположенными пластинами (2) - левой и правой, показанными на фиг. 3. Каждая из пластин имеет две профильные сменные режущие кромки (3), что позволяет при необходимости восстанавливать работоспособность пластины за счет смены режущей кромки путем ее поворота на 180° относительно оси вращения отверстия пластины. Такое разделение на два типа пластин позволяет значительно увеличить ресурс протяжного инструмента за счет применения мерных подкладок (6), показанных на фиг. 4, что обеспечивает возможность восстановления «размера по роликам» в изношенной или переточенной пластине (2) для последующей обработки пазов елочного профиля и при этом достигается максимальная экономия и эффективность использования режущего материала протяжного инструмента.
Техническим результатом предлагаемого изобретения является повышение модульности и ремонтопригодности протяжного инструмента наряду с повышением его работоспособности, производительности и размерной стойкости за счет использования унифицированных пластин из различных инструментальных материалов: твердого сплава или порошковых быстрорежущих сталей в зависимости от требуемых условий обработки.
Таким образом, выполнение предлагаемого изобретения с вышеуказанными отличительными признаками в совокупности с известными признаками, позволяет значительно увеличить ресурс протяжного инструмента за счет возможности восстановления размера по роликам путем применения специальных мерных подкладок, наряду с повышенной ремонтопригодностью и модульностью: в случае поломки отдельных режущих зубьев отсутствует необходимость изготавливать новый дорогостоящий экземпляр протяжного инструмента, имеющего длительный цикл изготовления - для восстановления работоспособности протяжки достаточно заменить отдельные режущие элементы (пластины), отсутствием необходимости пайки режущих элементов (пластин) в корпус протяжного инструмента, существенной экономией материала для изготовления протяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опора к протяжному станку | 1982 |
|
SU1077722A1 |
| ПРОТЯЖКА ДЛЯ ПРОТЯЖНОГО СТАНКА | 2018 |
|
RU2753928C1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| Протяжка генераторная для обработки фасонных поверхностей | 2020 |
|
RU2753220C1 |
| Червячная фреза | 1940 |
|
SU61470A1 |
| Способ выбора оптимального износостойкого покрытия для цельного сложнопрофильного режущего инструмента | 1982 |
|
SU1013143A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |

Изобретение относится к протяжным инструментам для резки прямолинейным движением с вставными режущими кромками, в частности, к способам изготовления профильного протяжного инструмента, применяемого для обработки замковых соединений типа «елка» в дисках турбин и компрессора. Способ включает механическую обработку корпуса протяжки, шлифование профиля режущих пластин и их затылование по задней поверхности, установку и закрепление режущих пластин в корпусе протяжки, при этом в качестве режущих элементов используются унифицированные пластины елочного профиля двух типов: левосторонняя и правосторонняя, - каждая из которых имеет две взаимозаменяемые режущие кромки, подача на зуб формируется за счет опорных плоскостей корпуса протяжки, также предусмотрена возможность восстановления размера по роликам по мере износа и переточки режущих пластин за счет применения мерных подкладок. Технический результат - повышение модульности и ремонтопригодности протяжного инструмента наряду с увеличением его работоспособности, производительности и размерной стойкости за счет использования унифицированных пластин из различных инструментальных материалов: твердого сплава или порошковых быстрорежущих сталей в зависимости от требуемых условий обработки. 4 ил.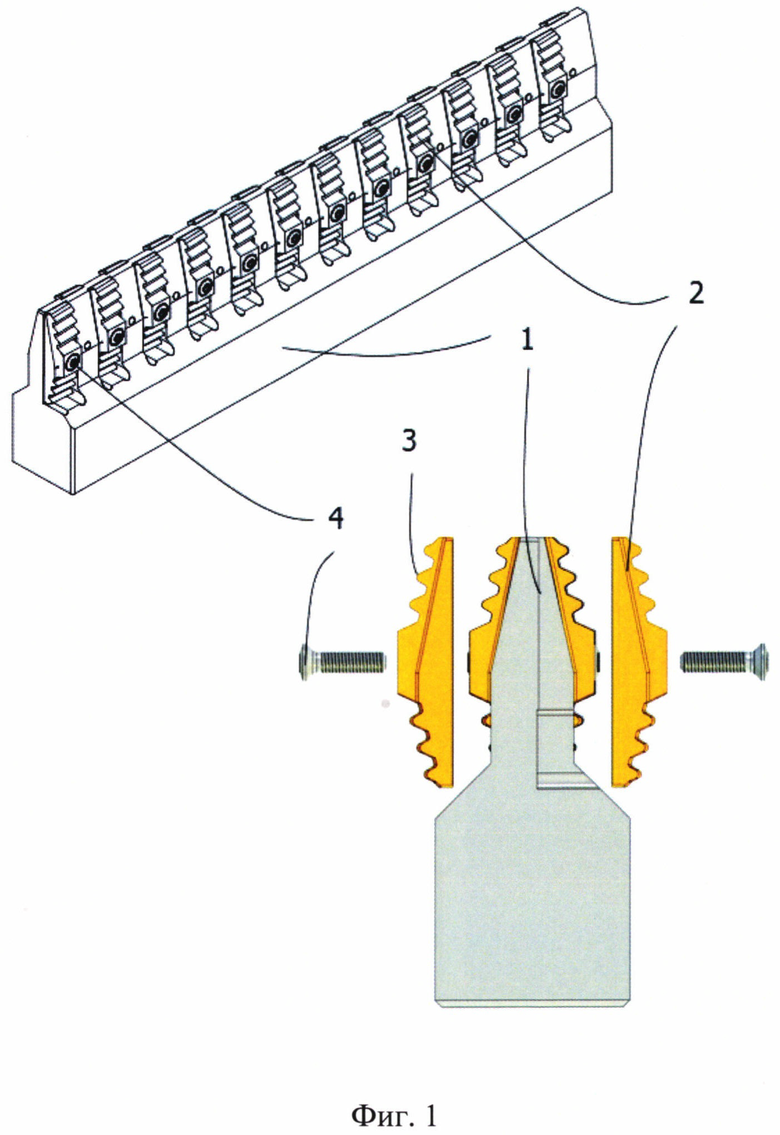
Способ изготовления окончательных елочных протяжек с механическим креплением режущих пластин, включающий механическую обработку корпуса протяжки, шлифование профиля режущих пластин и их затылование по задней поверхности, установку и закрепление режущих пластин в корпусе протяжки, отличающийся тем, что в качестве режущих элементов используются унифицированные пластины елочного профиля двух типов: левосторонняя и правосторонняя, - каждая из которых имеет две взаимозаменяемые режущие кромки, подача на зуб формируется за счет опорных плоскостей корпуса протяжки, предусмотрена возможность восстановления размера по роликам по мере износа и переточки режущих пластин за счет применения мерных подкладок.
| US 8070396 B2, 06.12.2011 | |||
| RU 2010149888 A, 20.06.2012 | |||
| ПРОТЯЖКА ДЛЯ ПРОТЯЖНОГО СТАНКА | 2018 |
|
RU2753928C1 |
| Средство защиты кожи от холодового повреждения | 2018 |
|
RU2678188C1 |
| СИСТЕМА ВИБРОИЗОЛЯЦИИ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2017 |
|
RU2658074C1 |
| DE 102004025622 B4, 24.09.2009 | |||
| DE 10238451 A1, 26.02.2004 | |||
| US 20070065238 A1, 22.03.2007 | |||
| CN 110977019 A, 10.04.2020. | |||
