Изобpетение относится к устройствам для экструзионного формования катализаторных масс и может найти применение в производстве формованных катализаторов, сорбентов и носителей.
Известна фильера для экструзионного формования катализаторных масс, масс для производства носителей катализаторов или сорбентов и носителей, содержащая металлическую матрицу со сменными формующими мундштуками различных типоразмеров (патент США N 2246608, 1941).
В известной фильере формующие мундштуки выполнены из сверхтвердых материалов, например, алмаза, корунда, что придает ей износостойкость, однако в ней имеет место адгезия формуемой массы к материалу мундштука, что снижает качество экструдера, особенно при формовании мелких деталей сложной геометрической формы.
Наиболее близкой по технической сущности к изобретению является фильера для экструзионного формования изделий, содержащая металлическую матрицу со сменными формующими мундштуками различных типоразмеров, выполненными из полимерного конструкционного материала по их внутренней поверхности (патент США N 3436449, 1969).
Однако известная фильера не создает оптимальные условия формования для трудноформуемых масс, особенно при изготовлении экструдата сложной геометрической формы с развитой внешней поверхностью.
Техническим результатом изобретения является изготовление бездефектных формованных изделий из трудноформуемых масс.
Для достижения технического результата в фильере для экструзионного формования изделий, содержащей металлическую матрицу со сменными формующими мундштуками различных типоразмеров, выполненными из полимерного конструкционного материала по их внутренней поверхности, согласно изобретению, материал для внутренней поверхности мундштуков выбран из условия соотношения коэффициентов внешнего трения пары материал мундштука - формуемая масса и коэффициента внутреннего трения формуемой массы, находящегося в пределах от 0,80 до 1,49.
Кроме того, в качестве полимерного материала для внутренней поверхности мундштуков использования композиционный материал.
Фильера снабжена сменным элементом для регулирования скорости потока формуемой массы, выполненным из того же материала, что и внутренняя поверхность мундштука.
Металлическая матрица выполнена в виде набора подобных друг другу элементов, соединенных между собой для обеспечения в сборе заданной толщины матрицы.
Предложенная фильера позволяет повысить механическую прочность и каталитическую активность готового катализатора. Это обусловлено более низким значением коэффициента внешнего трения и снижением соотношения коэффициентов внешнего и внутреннего трения. Снижение указанных величин является причиной снижения дефективности экструдатов в их поверхностном слое и меньшей концентрацией напряжений в объеме термообработанного экструдата. Снижение коэффициента внешнего трения уменьшает миграцию водной дисперсной фазы из объема формуемого экструдата к его поверхности и обуславливает некоторое повышения общей пористости и удельной поверхности.
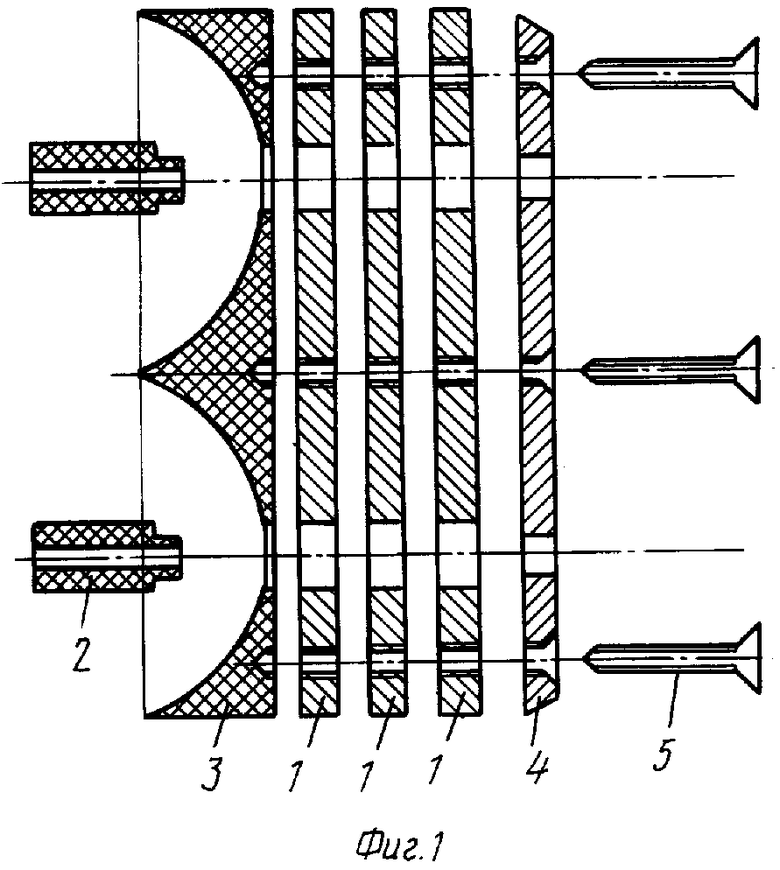
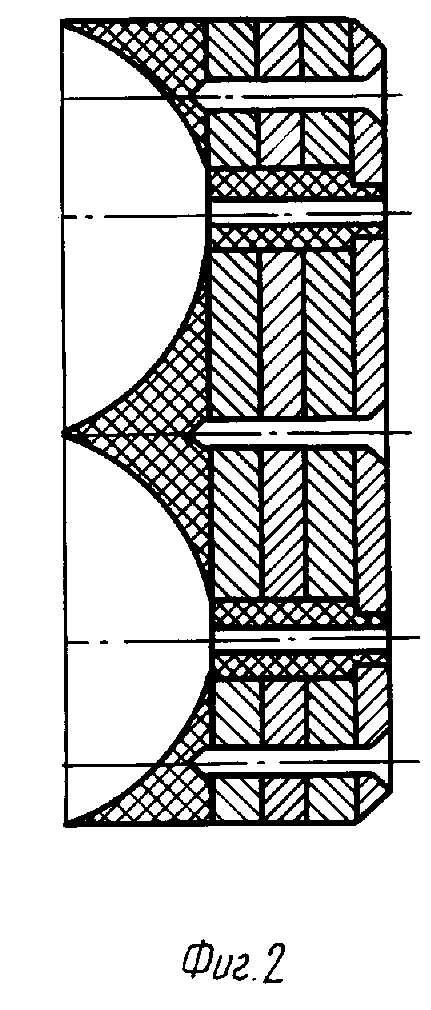
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена деталировка конструкции фильеры; на фиг. 2 - конструкция в сборке.
Фильера для экструзионного формования изделий содержит металлическую матрицу, выполненную в виде набора подобных друг другу элементов 1, сменные формующие мундштуки 2 различных типоразмеров, сменный элемент 3 для регулирования скорости потока формуемой массы, упорную пластину 4 и крепежные винты 5. Элементы 1 матрицы соединены между собой для обеспечения в сборе заданной толщины матрицы. Формующие мундштуки 2 или их внутренняя поверхность выполнены из полимерного конструкционного материала. Материал мундштуков выбран из условия соотношения коэффициентов внешнего трения пары материал мундштука - формуемая масса и коэффициента внутреннего трения формуемой массы, находящегося в пределах от 0,80 до 1,49.
В качестве полимерного материала для мундштуков или их внутренней поверхности может быть использован композиционный материал. Сменный элемент 3 для регулирования скорости потока формуемой массы выполнен из того же материала, что и материал мундштуков или их внутренняя поверхность. Сменный формующий мундштук 2 может иметь цилиндрическую или более сложную форму, например, в виде трех - и многолистников, может содержать в центре прошивочный стержень (на черт. не показан) для формования экструдата в форме колец и т. д.
Фильера работает следующим образом.
В процессе эксплуатации фильеру собирают и подсоединяют к машине, создающей давление формуемой массы, обычно к шнековой или гидравлической машине (на черт. не показана).
Формуемый материал под давлением поступает на вход сменного формующего мундштука. Если используют фильеру с элементом для регулирования скорости потока, формуемый материал соприкасается с этим элементом и, занимая полость элемента, способствует более равномерной подаче массы к мундштуку. Затем формуемый материал проходит через внутреннюю полость мундштука и выходит из фильеры. Сформованные экструдаты могут, в зависимости от реологических характеристик формуемой массы или от целей формования, обламываться под действием силы тяжести и ссыпаться в накопитель (на черт. не показан) или резаться ножами (на черт не показаны) для получения экструдатов заданной длины.
Определяющее значение при формовании играют силы адгезии формуемой массы к материалу мундштука и силы когезии формуемой массы. Установлено, что мерой количественной характеристики этих сил являются коэффициент внешнего трения в паре трения материал мундштука - формуемая масса и коэффициент внутреннего трения формуемой массы.
Ниже приведены примеры, иллюстрирующие данное изобретение.
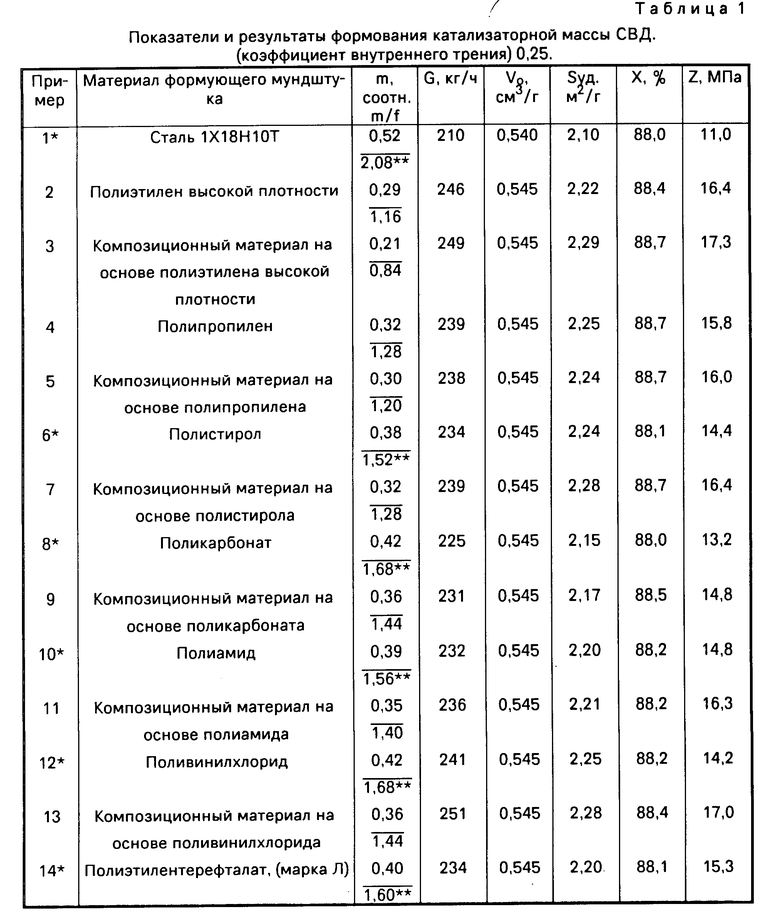
П р и м е р 1. Формовочную массу СВД (сульфатно-ванадиево-диатомитная контактная масса, основные характеристики которой: состав, мас.%: V2O5 6-7, K2O 9-10, CaO 2-3, SiO2 56-62; контактная масса содержит сульфаты (в пересчете на анион SO4) 18-19, сумму Alb2O3+Fe2O3 не более 5; общая пористость составляет около 20% , удельная поверхность 3-4 м2/г, средний радиус пор 200-300 нм) влажностью 30 мас.% экструдируют на шнековом экструдере (ПШ-150) через фильеру, включающую матрицу с формующими мундштуками (диаметр 5 мм, длина 15 мм), которые выполнены из нержавеющей стали марки 1Х18Н10Т. Предварительно определяют коэффициент внутреннего трения f формуемой массы, равный для массы СВД, и коэффициент внешнего трения m пары трения формуемая масса - материал мундштука. В процессе экструзии контролируют производительность G (кг/мин) по формованному продукту. После термообработки экструдатов (сушка 2 ч при температуре 100оС, прокалка 2 ч при температуре 500оС) у готовых экструдатов катализатора определяют следующие показатели качества: каталитическую активность (Х (% ) по степени окисления SO2 и SO3 в стандартных условиях на проточной установке, общую пористость Vo (см. 3/г), механическую прочность на сжатие по образующей Z (МПа) и удельную поверхность по БЭТ (Брунауэру - Эммету-Теллеру) S, (м3/г).
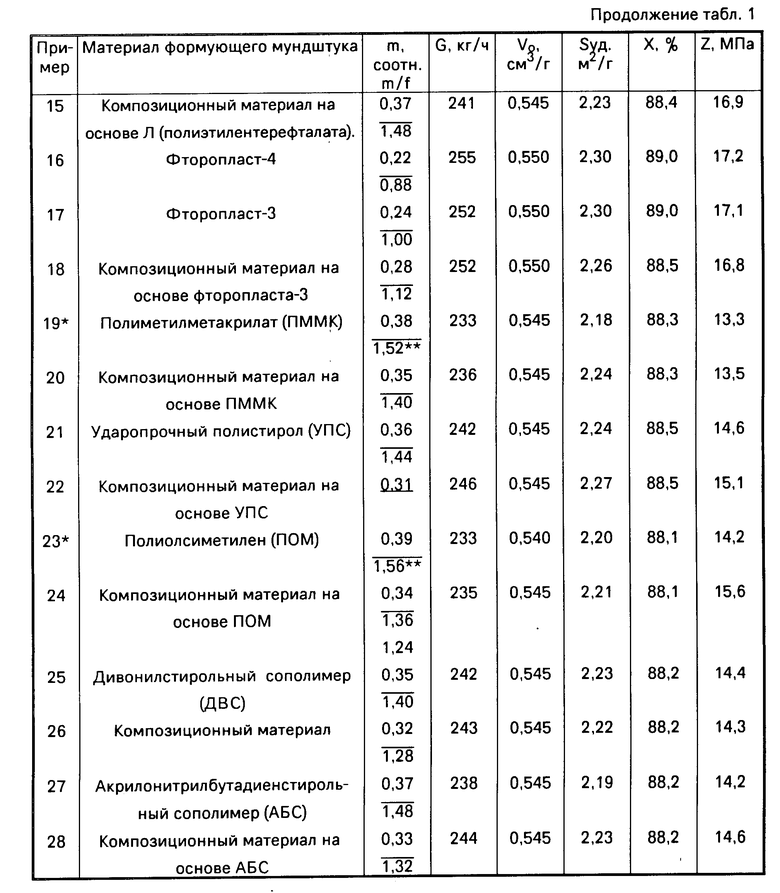
П р и м е р ы 2-28: Процесс формования катализаторной массы проводят, как в примере 1, но используют сменные формующие мундштуки, выполненные из различных конструкционных полимерных материалов. Материал формующих мундштуков, показатели процесса формования и показатели качества полученного катализатора приведены в табл. 1.
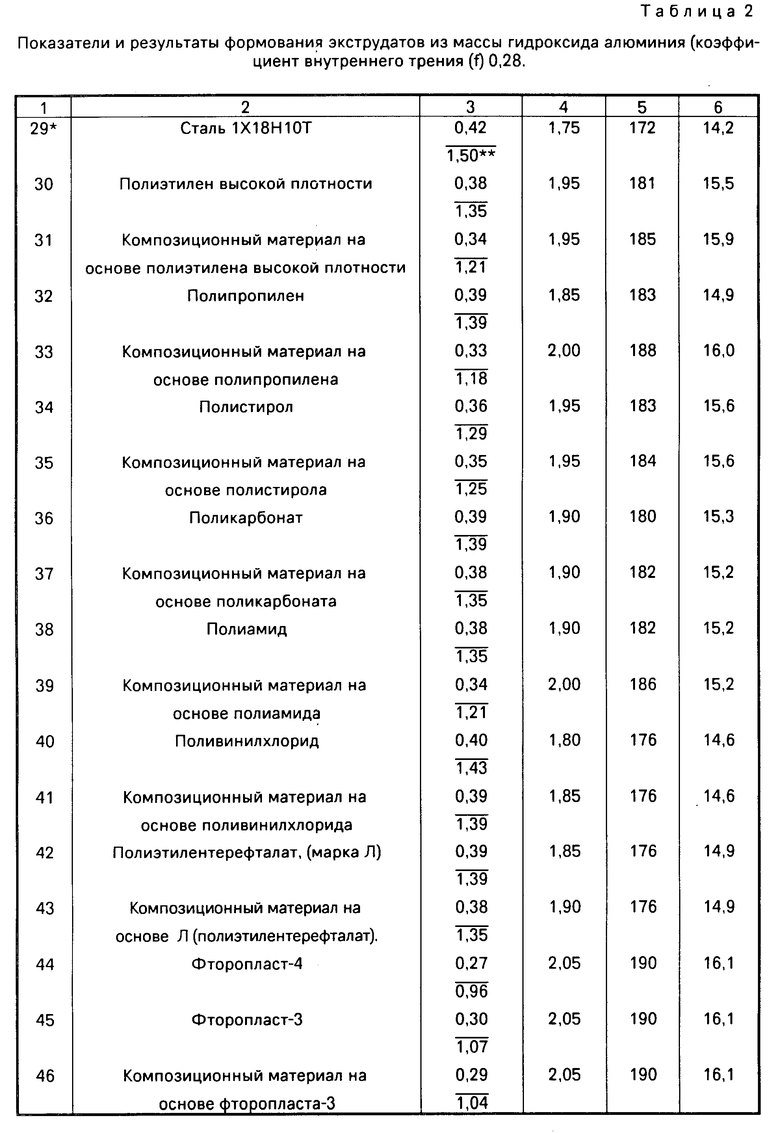
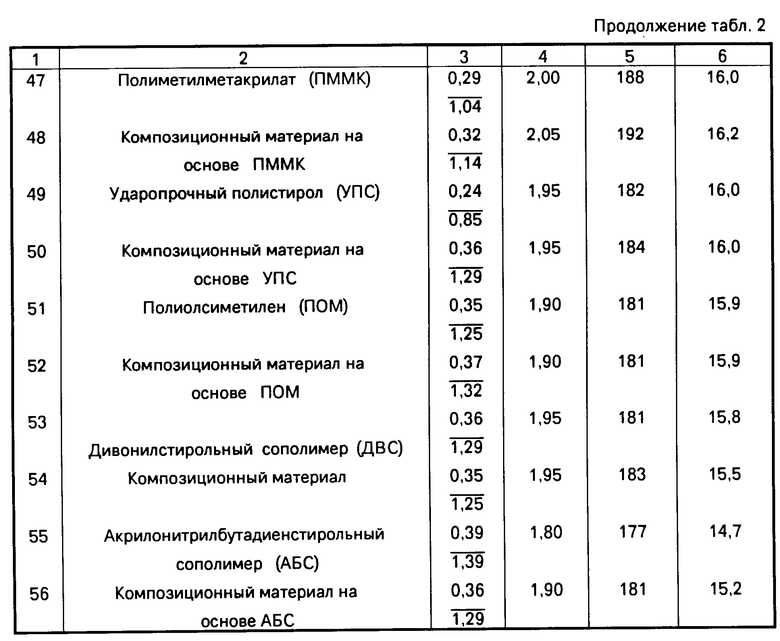
П р и м е р ы 29-56. Иллюстрируют формование гамма-оксида алюминия, который используют в различных процессах в качестве катализатора, носителя катализатора, а также сорбента. Пасту гидроксида алюминия псевдобемитной структуры влажностью 5 мас. % , формуют на шнековом экструдере ПФШ-50, включающем матрицу с двадцатью формующими мундштуками, выполненными из нержавеющей стали 4Х18Н10Т (диаметр канала 5 мм, длина 20 мм). Предварительно определяют коэффициент внутреннего трения формуемой массы и коэффициент внешнего трения m пар трения формуемая масса - материал мундштука. В процессе экструзии контролируют производительность процесса формования G в расчете на сухой формованный экструдат. После термообработки экструдатов (сушка 2 ч, температура 100оС, прокаливание 2 ч 580оС) определяют следующие показатели: механическую прочность гранул гамма оксида алюминия на сжатие по образующей z, и удельную поверхность по БЭТ S.
Показатели процесса формования и качество готовых экструдатов приведены в табл. 2.
Анализ данных, приведенных в табл. 1 и 2 показывает, что выполнение условий формования в соответствии с изобретением обеспечивает повышение производительности процесса экструзионного формования в соответствии с изобретением обеспечивает повышение производительности процесса экструзионного формования на 15-20%, а также показателей механической прочности готового катализатора без снижения, а в ряде случаев и при определенном повышении каталитической активности. Этот факт обусловлен более низкими значениями коэффициента внешнего трения m и соответствующим снижением соотношения m/f (колонка 3 табл. 1 и 2). Не отмеченные значками ** показатели колонки 3, а также соответствующие им не отмеченные значками * примеры (колонка 1) иллюстрируют изобретение, в то время, как отмеченные этими значками примеры приведены для иллюстрации результатов при соблюдении условий формования в соответствии с изобретением.
Снижение величин m и m/f является причиной снижения уровня дефектности экструдатов в их поверхностном слое и меньшей концентрацией напряжений в объеме термообработанного экструдата. Снижение коэффициента внешнего трения уменьшает миграцию водной дисперсной фазы из объема формуемого экструдата к его поверхности и обуславливает некоторое повышение показателей структуры катализатора - общей пористости и удельной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ КАТАЛИЗАТОРОВ, СОРБЕНТОВ И НОСИТЕЛЕЙ | 1993 |
|
RU2024300C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ КАТАЛИЗАТОРНЫХ ПАСТ | 2012 |
|
RU2503537C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ НОСИТЕЛЯ КАТАЛИЗАТОРА ГИДРООЧИСТКИ ТЯЖЕЛЫХ НЕФТЯНЫХ ФРАКЦИЙ, НОСИТЕЛЬ И КАТАЛИЗАТОР | 1994 |
|
RU2057583C1 |
| ФИЛЬЕРА ГРАНУЛЯТОРА ПЛАСТМАСС | 2006 |
|
RU2313454C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ОКИСЛЕНИЯ МЕТАНОЛА ДО ФОРМАЛЬДЕГИДА | 2019 |
|
RU2695617C1 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ОКИСЛИТЕЛЬНО-ВОССТАНОВИТЕЛЬНЫХ ПРОЦЕССОВ | 1994 |
|
RU2074028C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ТЕПЛОИЗОЛИРОВАННОГО КОНТЕЙНЕРА | 2012 |
|
RU2605398C2 |
Использование: изобретение относится к устройствам для экструзионного формования катализаторных масс и может найти применение в производстве формованных катализаторов, сорбентов и носителей. Сущность изобретения: в фильере для экструзионного формования изделий материал для внутренней поверхности мундштуков выбран из условия соотношения коэффициентов внешнего трения пары материал мундштука-формуемая масса и коэффициент внутреннего трения формуемой массы, находящегося в пределах от 0,80 до 1,49. Кроме того, в качестве полимерного материала для внутренней поверхности мундштуков использован композиционный материал. Фильера снабжена сменным элементом для регулирования скорости потока формуемой массы. Указанный элемент выполнен из того же материала, что и внутренняя поверхность мундштуков. Металлическая матрица выполнена в виде набора подобных друг другу элементов. Элементы матрицы соединены между собой для обеспечения в сборе заданной толщины матрицы. 3 з.п. ф-лы, 2 табл., 2 ил.
| Патент США N 3436449, кл | |||
| Солесос | 1922 |
|
SU29A1 |
