Изобретение относится к механизмам непрерывного транспортирования тяжелых негабаритных грузов с буртами или с другими какими-либо дополнительными опорными боковыми поверхностями, образованными в виде грузовых винтов и может быть использовано для межоперационного транспортирования, транспортирования внутри нагревательных печей или в любых других технологических аппаратах, работающих в автоматическом и других режимах.
Известен шагающий конвейер, который состоит из неподвижной рамы, подвижной рамы, системы двуплечих рычагов и тяг, шарнирно соединенной с цилиндрами подъема и опускания, и пневмоцилиндра для продольного перемещения подвижной рамы [1] . Недостатком шагающего конвейера является его возможность транспортировать грузы только в горизонтальном направлении.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является вертикально-замкнутый шагающий конвейер, состоящий из верхнего шагающего конвейера, левого гидроподъемника, нижнего шагающего конвейера, правого гидроподъемника, пульта управления, машинного отделения, где установлены три лопастных насоса. Верхний и нижний шагающие конвейеры состоят из рам, гидродомкратов и механизмов перемещения. Неподвижные рамы расположены на чугунных опорах. Подвижные рамы соединены с электродвигателем через редуктор и зубчатую рейку. Гидроподъемник состоит из цилиндра, штока, несущего траверсу с направляющими для роликов, подъемно-спускной каретки с вилкой. Каретка подвешена при помощи цепи, переброшенной через ролики полиспаста [2]. Недостатком известного вертикально-замкнутого шагающего конвейера является наличие в нем кроме приводов вертикального и горизонтального перемещений подвижных рам верхнего и нижнего шагающих конвейеров, гидроцилиндра в механизме гидроподъемника. Это усложняет управление вертикально-замкнутым шагающим конвейером. Кроме того, большой ход штоков гидроподъемников увеличивает время цикла работы вертикально-замкнутого шагающего конвейера и тем самым не сможет удовлетворять по производительности обслуживаемую им технологическую линию, если технологические операции по продолжительности существенно меньше времени работы гидроподъемников.
Задачей разработки является получение технического результата, заключающегося в уменьшении времени цикла по транспортированию грузов в вертикальном направлении относительно подвижной рамы и уменьшение количества приводов, входящих в предлагаемый шагающий конвейер.
Достигается это тем, что в предлагаемом шагающем конвейере с вертикальной подачей грузов, содержащем подвижную и неподвижную рамы, приводы подъема и перемещения подвижной рамы, механизм вертикального перемещения грузов, который выполнен в виде жестко связанного с подвижной рамой при помощи стоек стеллажа с консольными полками и продольным проемом между полками и каретки в виде двухсекционного стеллажа с продольными проемами между его консольными полками, прикрепленными к стойкам каретки, и проемом между секциями, в котором размещен стеллаж подвижной рамы, при этом неподвижная рама выполнена с удерживающими элементами для груза. Кроме того, каретка установлена на неподвижной раме посредством катков, причем шаг между полками каретки равен шагу между полками стеллажа подвижной рамы, при этом консольных полок на каждой стойке каретки на одну меньше, чем в стеллаже подвижной рамы, а полки одной из секций каретки выполнены с наклонными участками.
Удерживающие элементы для груза выполнены в виде стоек, жестко связанных с неподвижной рамой, причем рабочие поверхности крайних удерживающих элементов для груза смещены вверх относительно рабочих поверхностей внутренних удерживающих элементов.
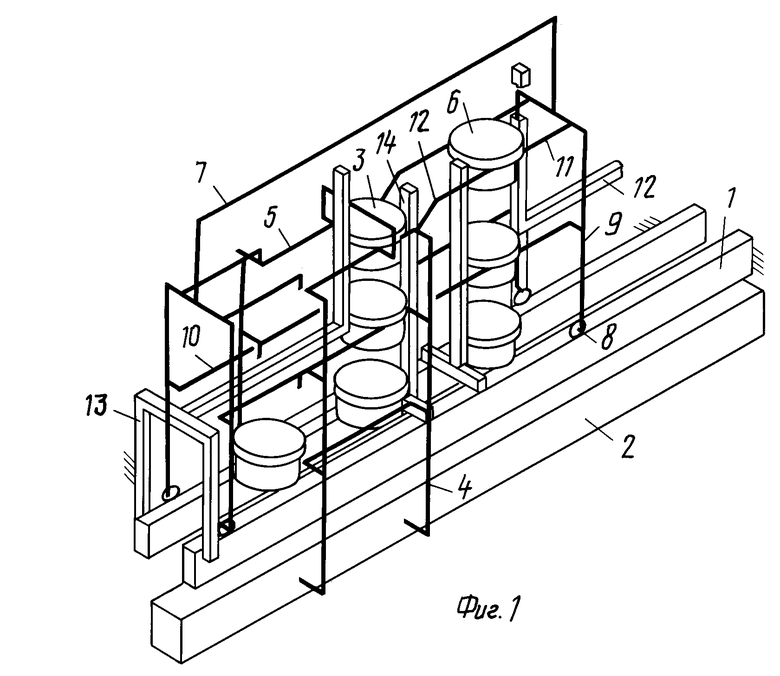
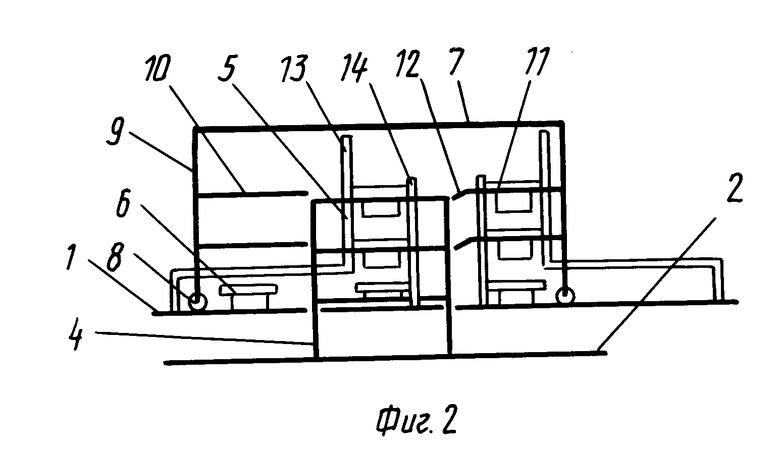
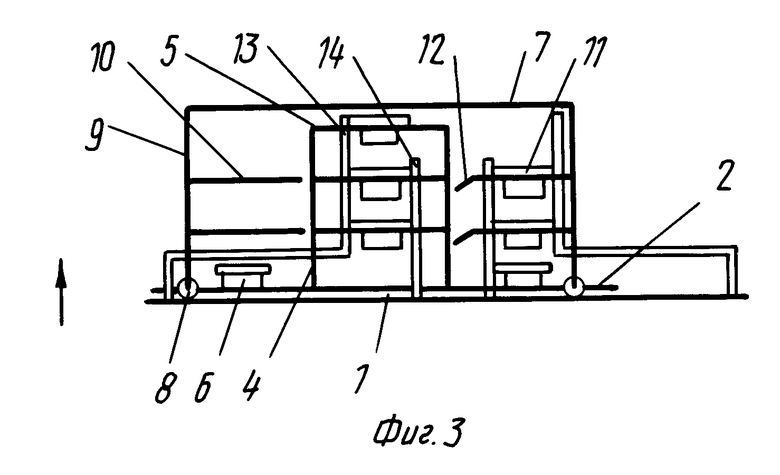
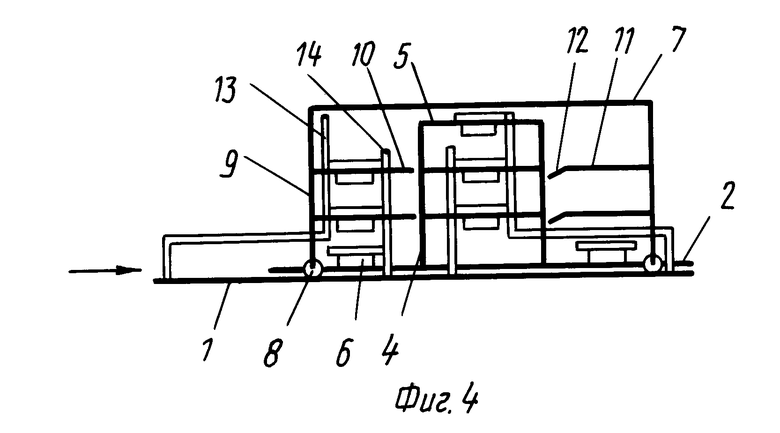
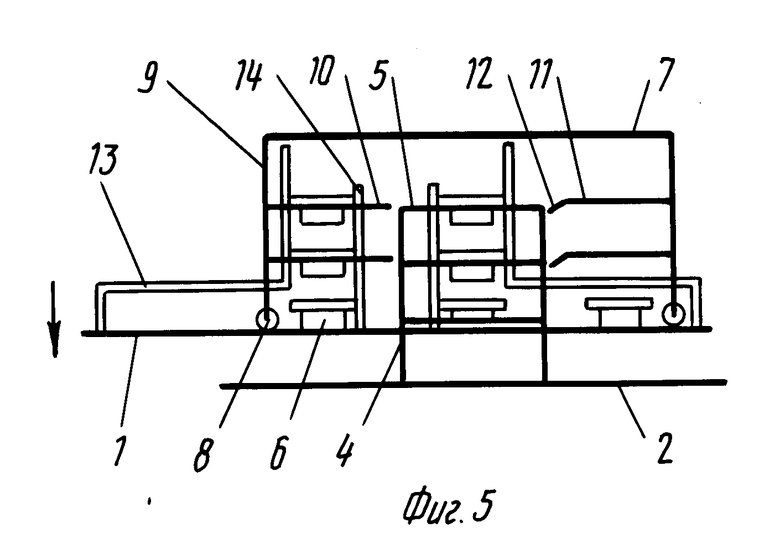
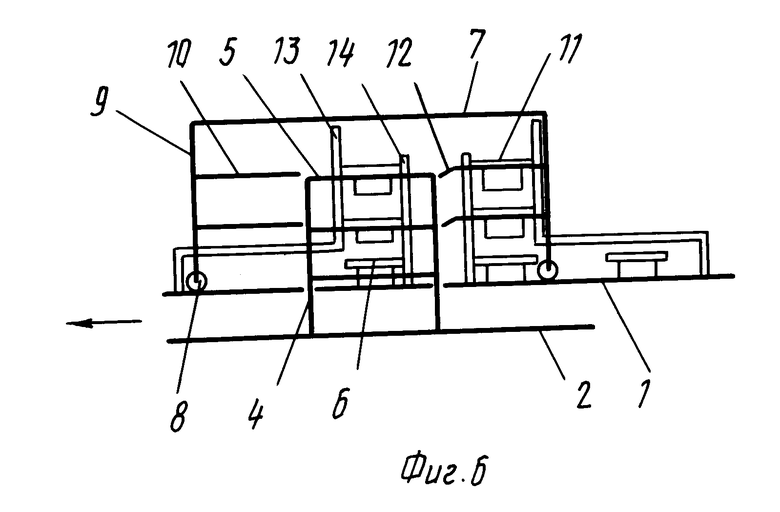
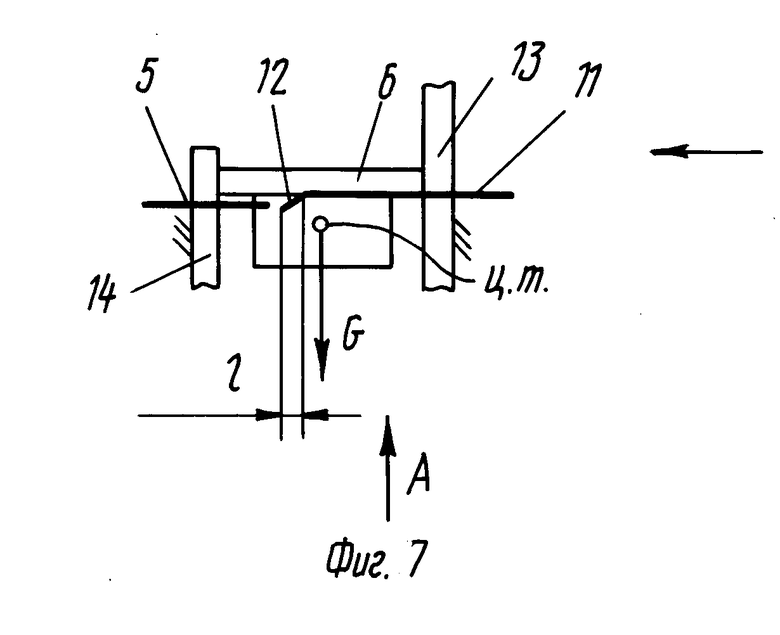
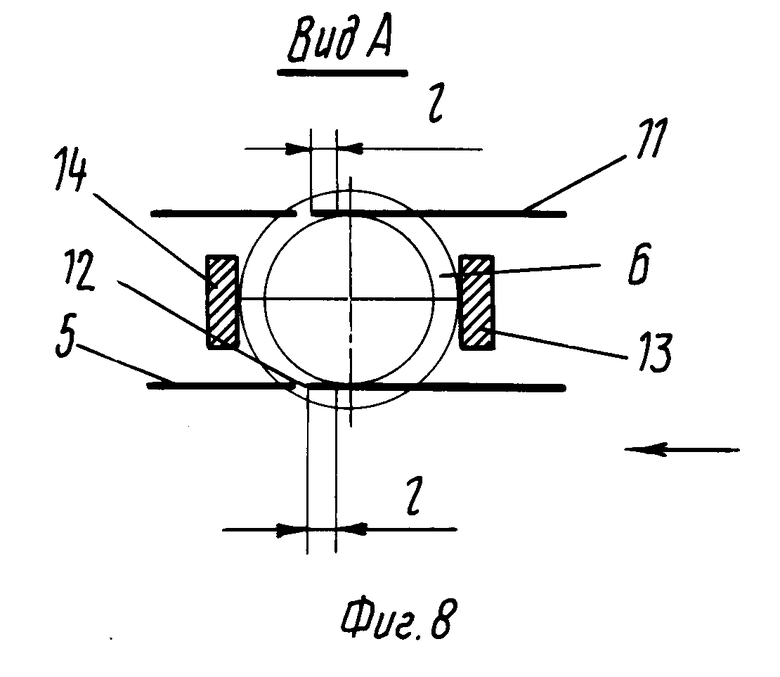
На фиг. 1 показана аксонометрическая схема шагающего конвейера; на фиг. 2 - положение грузов и элементов шагающего конвейера перед началом осуществления первого этапа цикла его работы; на фиг. 3 - то же, после совершения первого этапа цикла его работы; на фиг. 4 - второй этап цикла; на фиг. 5 - третий этап цикла; на фиг. 6 - четвертый этап цикла; на фиг. 7 - положение груза в момент его перехода с полки на полку при осуществлении четвертого этапа цикла работы конвейера; на фиг. 8 - вид по стрелке А на фиг. 7.
Шагающий конвейер с вертикальной подачей грузов содержит неподвижную раму 1, опирающуюся при помощи стоек (не показаны) на пол. Внутри неподвижной рамы 1 размещена подвижная рама 2 с приводами ее вертикального и горизонтального перемещения (не показаны). На подвижной раме 2 жестко прикреплен стеллаж 3, выполненный из стоек 4 и консольных полок 5, жестко связывающих стойки 4. Между консольными полками 5 образован проем на всю высоту стеллажа 3 шириной, соответствующей габариту груза 6 без учета на его боковой поверхности бурта или каких-либо других выступающих опорных поверхностей, образованных грузовыми винтами или штырями (не показаны).
На неподвижной раме 1 размещена каретка 7, выполненная в виде двухсекционного стеллажа, с опорами в виде катков 8, размещенными на концах стоек 9 каретки 7 с возможностью качения их по неподвижной раме 1. На стойках 9 смонтированы консольные полки 10, 11 с образованием проемов на всю стеллажную высоту каретки 7 для размещения в одном на них, который является как бы проемом между секциями каретки 7, стеллажа 3 подвижной рамы 2, а в двух других проемах грузов 6, так же как в проеме стеллажа 3 подвижной рамы 2. Шаг расположения полок 10, 11 на стойках 9 аналогичен шагу расположения полок 5 на стойках 4 стеллажа 3 подвижной рамы 2. Количество полок 10 в каретке 7, то есть мест на размещения полок 10, 11 на каждой стойке 9, на одно меньше, чем в стеллаже 3 подвижной рамы 2. Полки 11 одной из секций каретки 7, например секции, находящейся за стеллажом 3 подвижной рамы 2, имеют наклонные участки 12, которые являются как бы переходными участками между горизонтальными частями полок 11 и консольными, стыкующимися с полками 11 полками 5 стеллажа 3. Высота наклонных участков 12 соответствует зазору между нижними полками стеллажа 3 подвижной рамы 2 и буртом груза 6. В проемах между полками 5 стеллажа 3 и полками 10 и 11 каретки 7 размещены удерживающие элементы 13 и 14, которые выполнены в виде стоек, жестко связанных с неподвижной рамой 1. Удерживающие элементы 13, 14 попарно размещены на неподвижной раме 1 у смежных мест позиционирования грузов 6 при перемещении их в горизонтальном направлении. У крайних удерживающих элементов 13 из четырех рабочие поверхности, взаимодействующие с грузами 6, смещены вверх относительно рабочих поверхностей внутренних удерживающих элементов 14. Смещение вверх рабочих поверхностей крайних удерживающих элементов 13 относительно аналогичных поверхностей внутренних удерживающих элементов 14 составляет величину, которая не меньше высоты груза 6 и плюс к ней высоты возвышения подвижной рамы 2, в момент, когда она находится в крайнем верхнем положении относительно неподвижной рамы 1. Расстояние между несмежными удерживающими элементами 13, 14, но не крайними, равно расстоянию горизонтального перемещения подвижной рамы 2.
Шагающий конвейер с вертикальной подачей грузов работает следующим образом. На фиг. 2-6 показана циклограмма работы конвейера, то есть положения всех его составных элементов и грузов 6, перемещаемых с его помощью, после совершения определенного движения подвижной рамы 2. Направления совершенных действий подвижной рамы 2 обозначены на фиг. 3-6 стрелками. На фиг. 2 показано исходное положение элементов конвейера. Подвижная рама 2 находится в крайнем нижнем левом положении. Грузы 6 находятся на неподвижной раме 2 на консольных полках 5 стеллажа 3 подвижной рамы 2 и на консольных полках 10, 11 правой секции каретки 7. Каретка 7 находится в крайнем левом положении.
Цикл работы шагающего конвейера начинается с подъема подвижной рамы 2 под действием привода ее подъема (не показан). В результате чего грузы 6, которые находились на неподвижной раме 1, теперь будут приподняты относительно нее подвижной рамой 2. Стеллаж 3 также займет верхнее крайнее положение, переместив грузы 6, находящиеся на его консольных полках 5, также вверх относительно каретки 7 в зазоре между рабочими поверхностями удерживающих элементов 13, 14. Груз 6, который находился на верхних полках 5 стеллажа 3 подвижной рамы 2, перейдет в положение, когда он будет находиться выше внутренних удерживающих элементов 14. После окончания процесса подъема подвижной рамы 2 начинается ее горизонтальное перемещение под действием привода. На фигурах привод горизонтального перемещения подвижной рамы 2 не показан, т.е. начинается следующий этап цикла работы шагающего конвейера. На этом этапе работы шагающего конвейера подвижная рама 2 со стеллажом 3 перемещается в крайнее правое положение. При этом грузы 6, которые находились на подвижной раме 2 и на верхних полках 5 стеллажа 3, переместятся также в горизонтальном направлении на то же расстояние, что и подвижная рама 2. То есть груз 6, который находился перед удерживающими элементами 13, 14 на подвижной раме 2 после окончания горизонтального перемещения последней займет положение в зазоре между названными выше удерживающими элементами 13, 14, груз же 6, который был на подвижной раме 2 между следующей за первой парой удерживающих элементов 13, 14 после окончания перемещения подвижной рамы 2, займет положение вне их, а груз 6, который находится на верхних полках 5 стеллажа 3 в зазоре между первой парой удерживающих элементов 13, 14, после своего горизонтального перемещения вместе с подвижной рамой 2 и стеллажом 3, займет положение в зазоре между второй парой удерживающих элементов 13, 14. Под воздействием перемещаемого стеллажа 3 переместится на то же расстояние, что и подвижная рама 2, каретка 7. При этом полки 11 правой секции каретки 7 освободятся от грузов 6, находящихся между правой парой удерживающих элементов 13, 14. Места консольных полок 11 с наклонными участками 12 под вышеназванными грузами 6 займут консольные полки 5 стеллажа 3, освободившиеся в свою очередь от грузов 6, находящихся между левой парой удерживающих элементов 13, 14. Причем, места консольных полок 5, ушедших из-под вышеназванных грузов 6, займут консольные полки 10 левой секции каретки 7. Стабильный переход грузов 6 с полок 11 каретки 7 на полки 5 стеллажа 3 и одновременно других грузов 6 с полок 5 стеллажа 3 на полки 10 каретки 7 обеспечивается минимально необходимой шириной проема между секциями каретки 7, достаточной для вертикальных перемещений без заедания стеллажа 3 и определенной длиной l наклонных участков 12 полок 11 правой секции каретки 7, достаточной, чтобы грузы 6 в момент перехода на стыкуемые полки 5 стеллажа 3 не наклонялись под действием собственных масс G, приложенных к собственным центрам тяжести "ц.т." (фиг. 7, 8).
С окончанием процесса горизонтального перемещения подвижной рамы 2 в крайнее правое свое положение заканчивается данный этап цикла и начинается следующий. Под действием привода вертикальных перемещений подвижной рамы 2 она займет исходный, крайний нижний уровень. В результате чего грузы 6, которые находились на подвижной раме 2, установятся на неподвижной раме 1, а грузы 6, которые находились перед этим на полках 5 стеллажа 3, займут так же, как и весь стеллаж 3 с подвижной рамой 2, крайние нижние положения. При этом верхние полки 5 стеллажа 3 установятся напротив верхних полок 10, 11 каретки 7.
После окончания процесса опускания подвижной рамы 2 в исходное нижнее положение начнется четвертый и последний этап цикла работы шагающего конвейера. То есть под действием привода горизонтального перемещения подвижной рамы 2, она переместится в свое исходное, крайнее левое положение. При этом произойдет следующее. Под воздействием перемещаемого стеллажа 3 вместе с подвижной рамой 2, переместится на то же расстояние, что и подвижная рама 2, каретка 7. Причем полки 10 левой секции каретки 7 освободятся от грузов 6, находящихся между левой парой удерживающих элементов 13, 14. Места консольных полок 10 под вышеназванными грузами 6 займут консольные полки 5 стеллажа 3, освободившиеся в свою очередь от грузов 6, находящихся между правой парой удерживающих элементов 13, 14. Места консольных полок 5, переместившихся между правой парой удерживающих элементов 13, 14, займут консольные полки 11 правой секции каретки 7. Наклонные участки 12 консольных полок 11 правой секции каретки 7 при взаимодействии с кромками опорных поверхностей грузов 6 приподнимают грузы 6 и способствуют плавному их переходу на прямолинейные участки консольных полок 11. Отсутствие наклонных участков на полках 10 левой секции каретки 7 не скажется на надежную работу механизма подъема грузов шагающего конвейера и поэтому они не обязательны для данных полок в левой секции каретки 7. С окончанием процесса перемещения подвижной рамы 2 в крайнее левое положение закончится цикл работы шагающего конвейера, в результате которого все грузы 6 на его несущих элементах переместятся на один шаг. После следующего совершенного шагающим конвейером цикла грузы 6 переместятся от своих занимаемых положений еще на один шаг и так далее.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАГАЮЩИЙ КОНВЕЙЕР С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ГРУЗОВ | 1992 |
|
RU2028975C1 |
| ПРИВОД РЕЕЧНОГО ДОМКРАТА | 2022 |
|
RU2813758C1 |
| Устройство для хранения штучных грузов | 1990 |
|
SU1779654A1 |
| Устройство для загрузки и разгрузки стеллажей склада штучными грузами | 1974 |
|
SU685569A1 |
| УСТРОЙСТВО ДЛЯ СПАСЕНИЯ ЛЮДЕЙ | 2013 |
|
RU2513859C1 |
| Склад для штучных грузов | 1986 |
|
SU1549857A1 |
| Устройство для загрузки и разгрузки стеллажей | 1982 |
|
SU1041436A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| МЕХАНИЗИРОВАННЫЙ СКЛАД ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2041142C1 |
| АВТОМАТИЗИРОВАННОЕ МНОГОЯРУСНОЕ УСТРОЙСТВО | 1993 |
|
RU2043277C1 |
Использование: изобретение относится к механизмам непрерывного транспортирования тяжелых негабаритных грузов с буртами или с другими какими-либо дополнительными опорными боковыми поверхностями, образованными в виде грузовых винтов, и может быть использовано для межоперационного транспортирования, транспортирования внутри нагревательных печей или в любых других технологических аппаратах, работающих в автоматическом и других режимах. Сущность изобретения: шагающий конвейер с вертикальной подачей грузов содержит подвижную и неподвижную рамы, приводы подъема и перемещения подвижной рамы и механизм вертикального перемещения грузов. Механизм вертикального перемещения грузов выполнен в виде жестко связанного с подвижной рамой при помощи стоек стеллажа с консольными полками и продольным проемом между полками и каретки в виде двухсекционного стеллажа с продольными проемами между его консольными полками, прикрепленными к стойкам каретки, и проемом между секциями, в котором размещен стеллаж подвижной рамы. Неподвижная рама выполнена с удерживающими элементами для груза. 2 з.п. ф-лы, 8 ил.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
