Изобретение относится к металлургии, в частности к способу термообработки магнитомягких материалов.
В металлургии известны способы термообработки аморфных магнитомягких сплавов [1, 2], заключающийся в нагревании их до определенной температуры, не превышающей температуры кристаллизации, и охлаждении с регулируемой скоростью. Способ [1] заключается в нагревании до температуры, лежащей в диапазоне, ограниченном точкой Кюри и температурой кристаллизации, выдержке при этой температуре и охлаждении с регулируемой скоростью.
Недостатком этого способа является отсутствие магнитного поля при термообработке тороидальных сердечников, позволяющих регулировать их магнитную проницаемость.
Способ [2] также заключается в нагревании и охлаждении тороидальных сердечников с определенными скоростями с наложением на термообрабатываемые сердечники магнитного поля, которое направлено или вдоль, или поперек длины ленты, из которой навит тороидальный сердечник.
Недостатки способа - отсутствие выдержки, необходимой для релаксации напряжений, созданных при навивании тороидальных сердечников, приведет к снижению их магнитной проницаемости; при использовании одного из двух взаимно перпендикулярных магнитных полей, накладываемых на тороидальный сердечник при термообработке, позволит получить крайние значения магнитной проницаемости: максимальное - при наложении магнитного поля, действующего вдоль ленты, и минимальное - при наложении поперечного к длине ленты магнитного поля.
Наиболее близким техническим решением является способ термомагнитной обработки сердечников из аморфных магнитомягких сплавов [3], заключающийся в нагревании их до температуры, лежащей между точкой Кюри и температурой кристаллизации, выдержке при этой температуре и охлаждении с регулируемой скоростью в продольном магнитном поле.
Данное техническое решение также имеет существенный недостаток, заключающийся в невозможности при термообработке в магнитном поле получить широкий диапазон величин магнитной проницаемости тороидальных сердечников из аморфных магнитомягких сплавов.
Целью изобретения является обеспечение возможности регулирования магнитной проницаемости в сердечнике за счет изменения угла наклона магнитного потока.
Цель достигается тем, что при термообработке магнитный поток, созданный приложенными к основаниям сердечника постоянными магнитами, пронизывает сердечник под разными углами к его средней линии в зависимости от того или иного варианта постоянных магнитов к его основаниям. Для регулирования магнитной проницаемости в широком диапазоне предлагаются следующие варианты приложения постоянных магнитов к основаниям тороидального сердечника для преобладающей ориентации доменов в них в процессе термообработки:
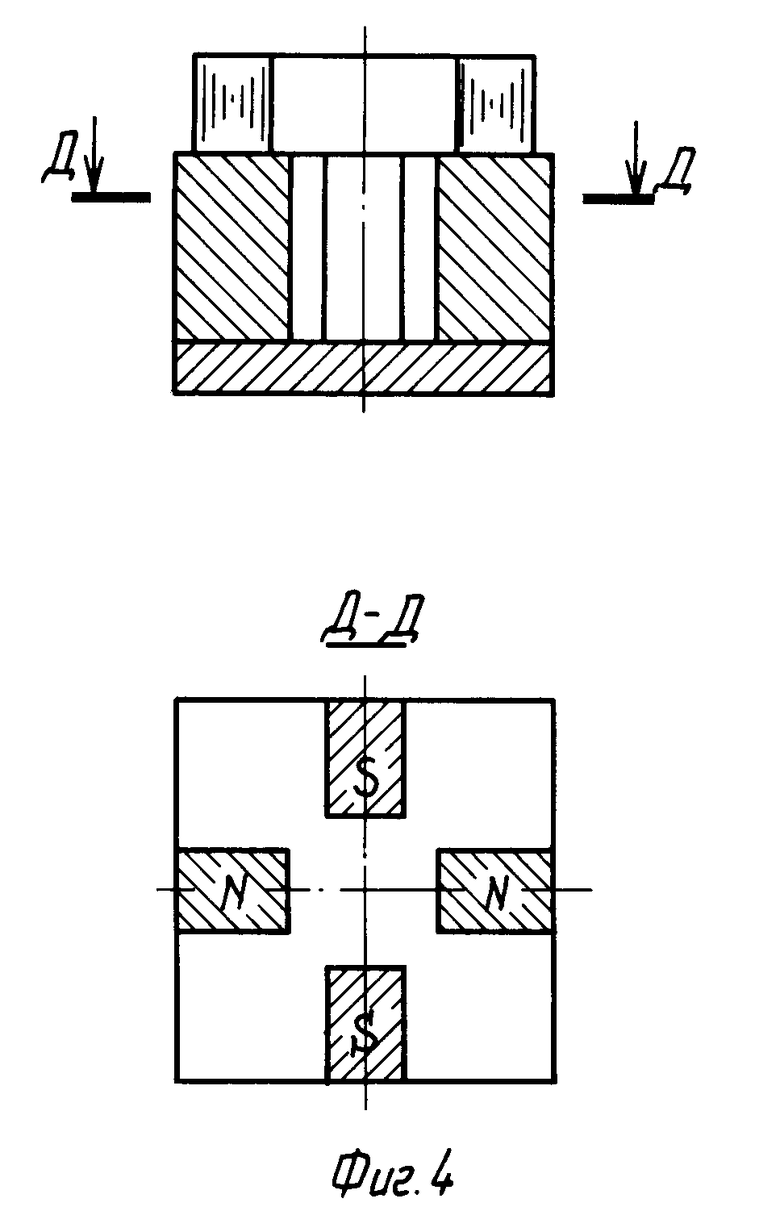
для направления магнитного потока вдоль длины ленты, из которой навит сердечник, производят приложение к одному из его оснований разноименных полюсов магнитов при поочередном их расположении вдоль средней линии сердечника (фиг. 4);
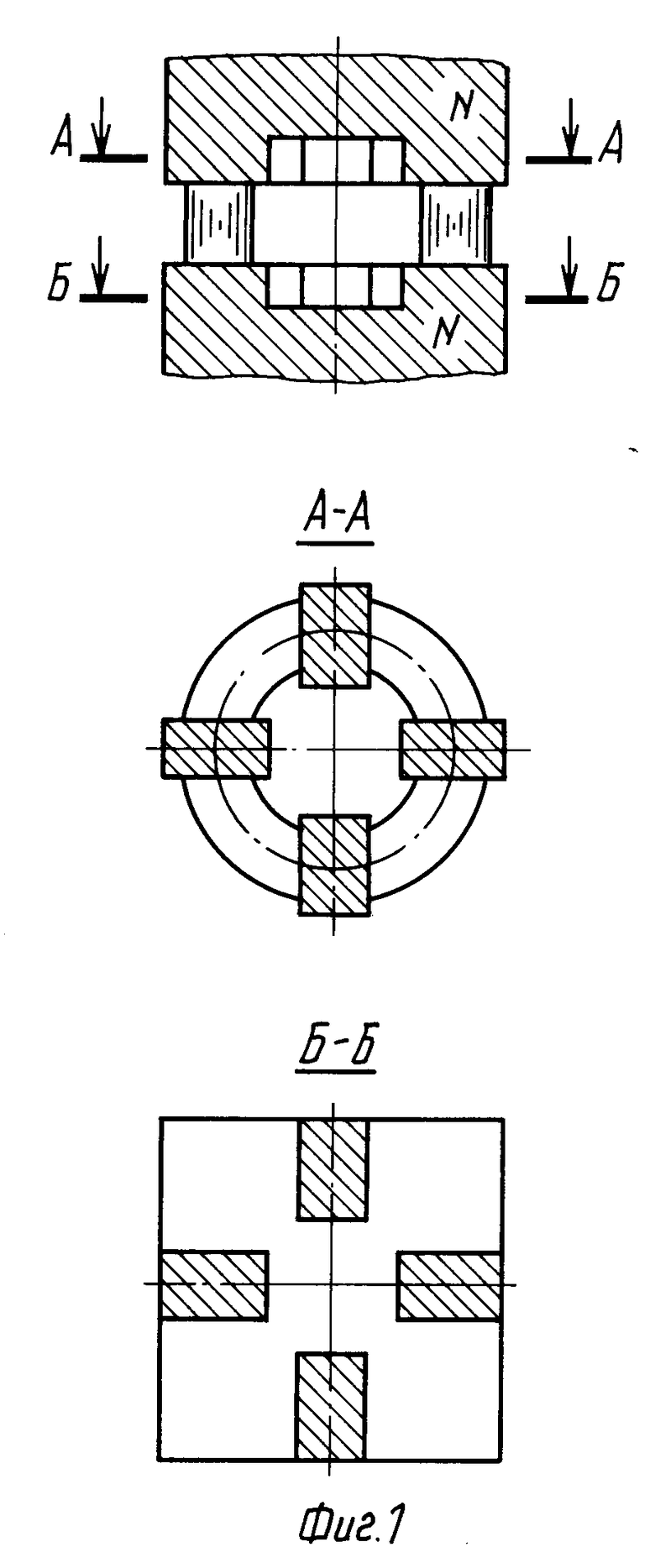
для направления магнитного потока вдоль длины ленты, из которой навит сердечник, производят приложение определенного количества одноименных полюсов постоянных магнитов к основаниям сердечников, причем полюсы постоянных магнитов ориентированы друг против друга (количество постоянных магнитов, примыкающих к какому-либо основанию сердечника может изменяться от трех до восьми в зависимости от типономинала сердечника и свойств, которые он должен иметь после термообработки) (фиг. 1);
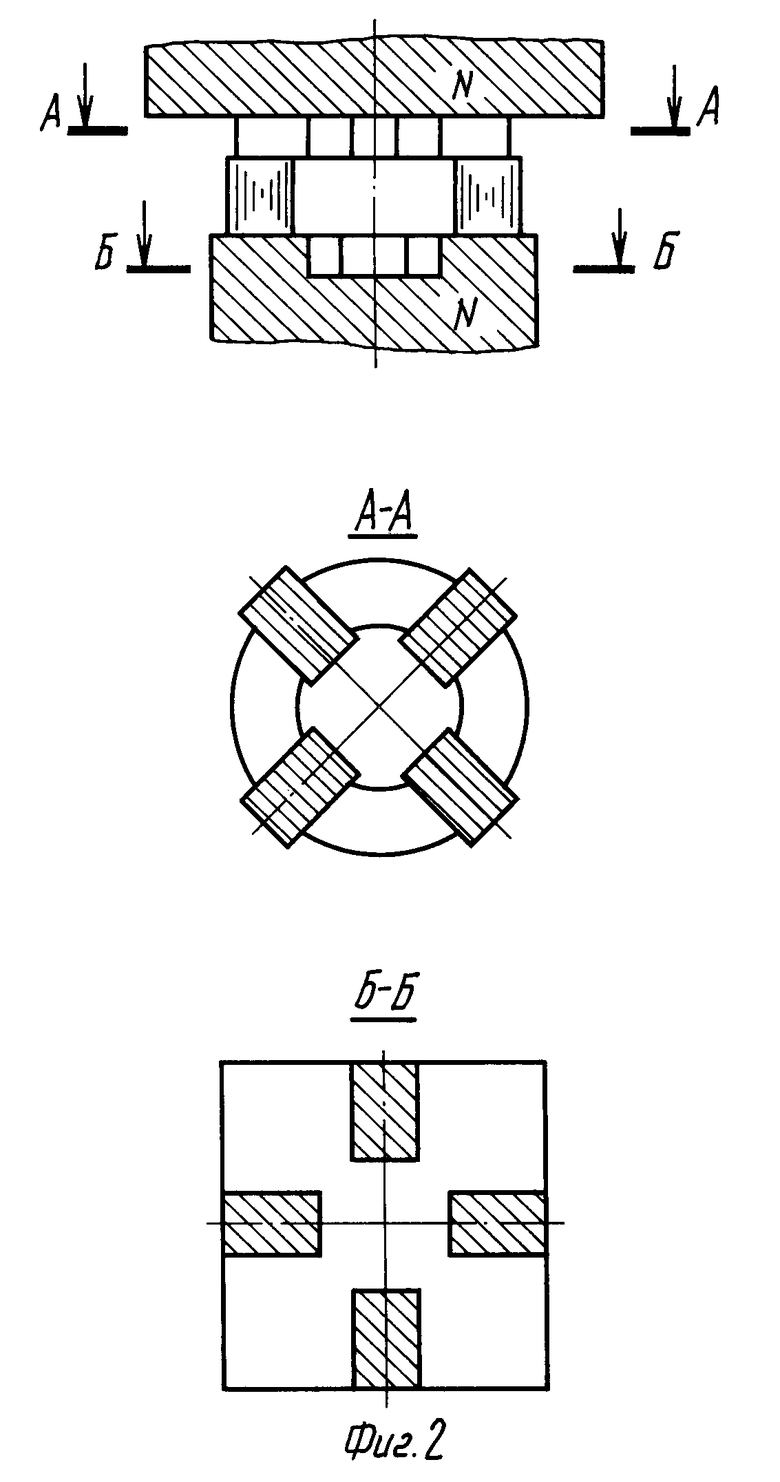
для направления магнитного потока под углом к направлению длины ленты, из которой навит сердечник, производят сдвигом на 45о постоянных магнитов, примыкающих к какому-либо основанию сердечника, относительно магнитов той же полярности, примыкающих к другому его основанию (фиг. 2);
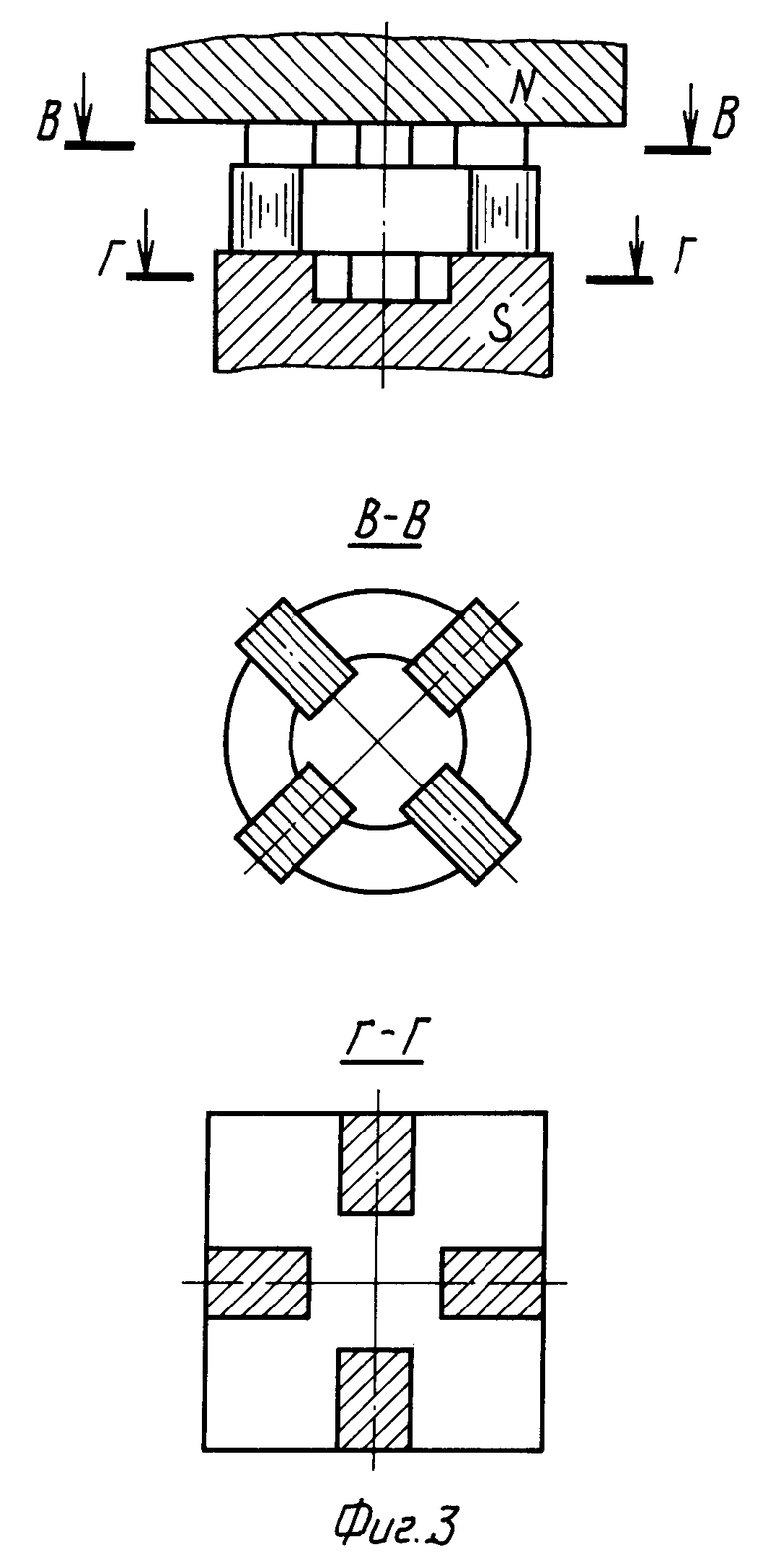
также для направления магнитного потока под углом к направлению длины ленты, из которой навит сердечник, производят сдвигом на 45о относительно постоянных магнитов противоположной полярности, примыкающих к другому его основанию (фиг. 3);
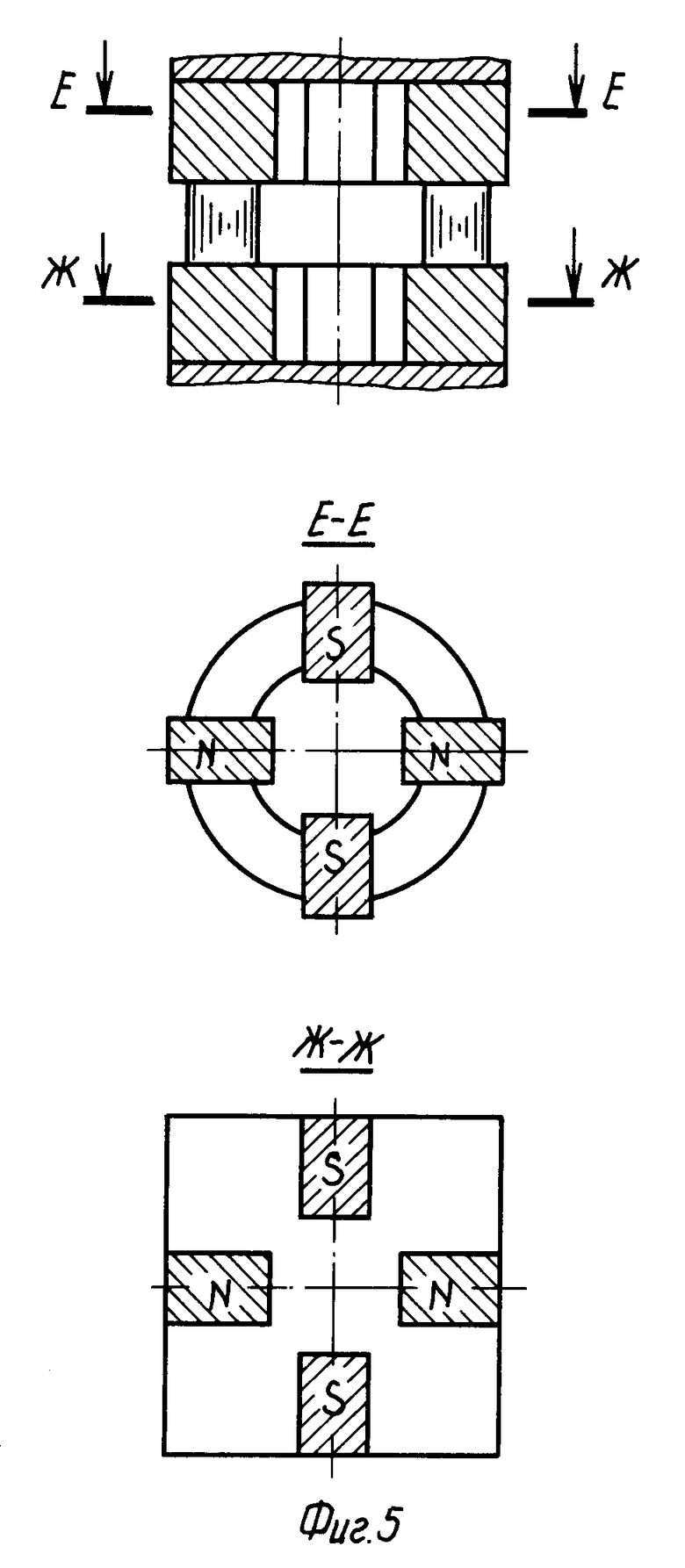
для направления магнитного потока вдоль длины ленты, из которой навит сердечник, производят приложение к основаниям сердечника следующих друг за другом вдоль его средней линии разноименных полюсов постоянных магнитов, причем напротив друг друга должны быть расположены одноименные полюсы магнитов (фиг. 5);
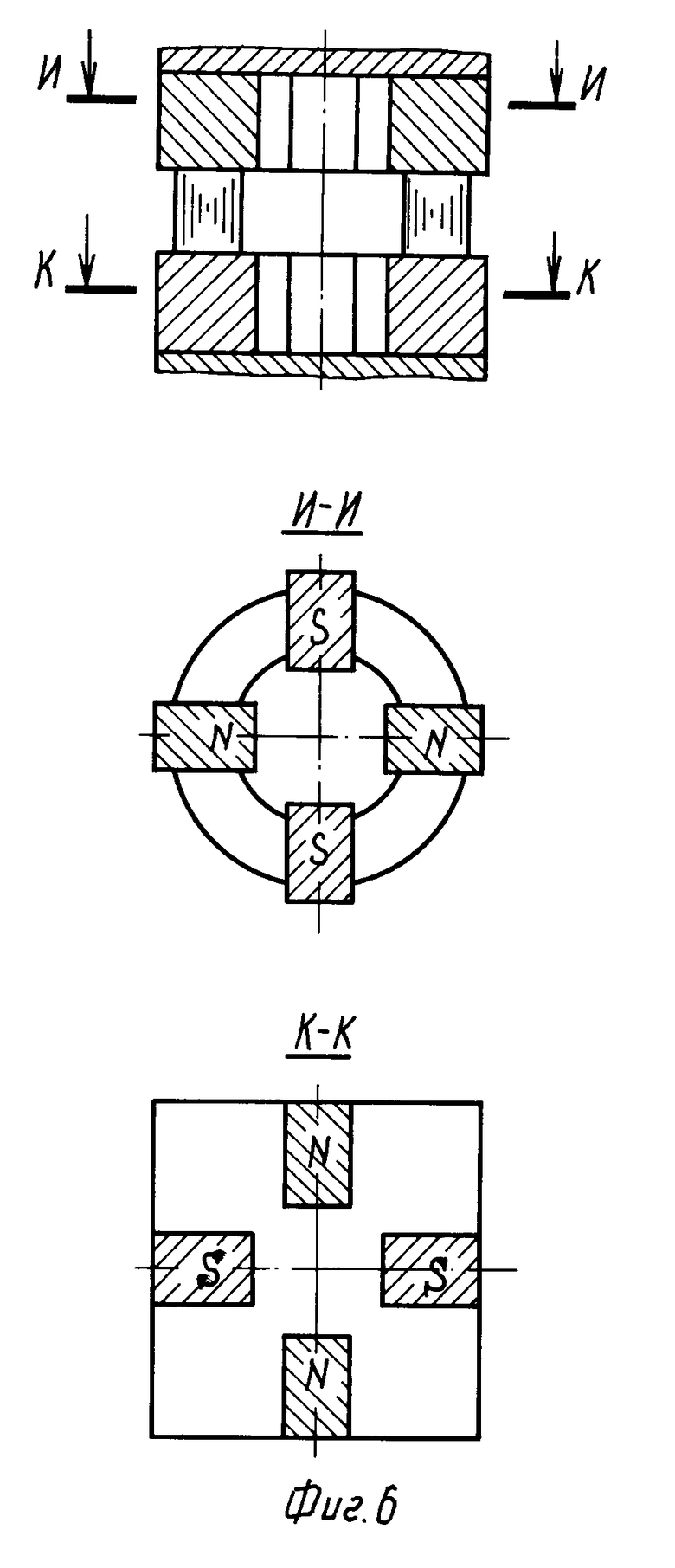
для направления магнитного потока поперек длины ленты производят приложение к основаниям сердечника следующих друг за другом вдоль его средней линии разноименных полюсов магнитов, причем напротив друг друга должны быть расположены разноименные полюсы магнитов (фиг. 6).
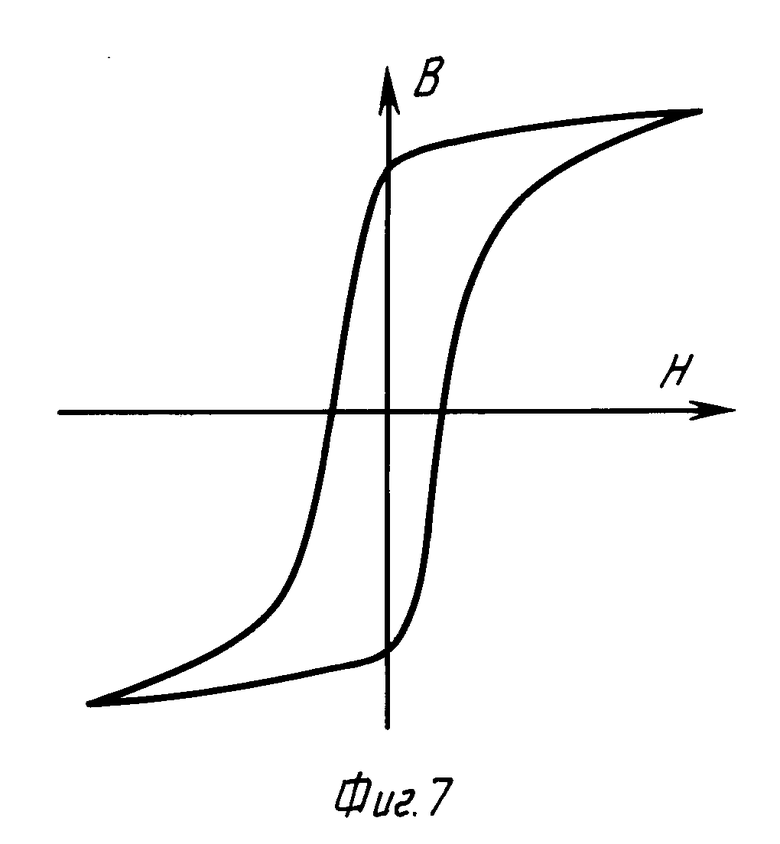
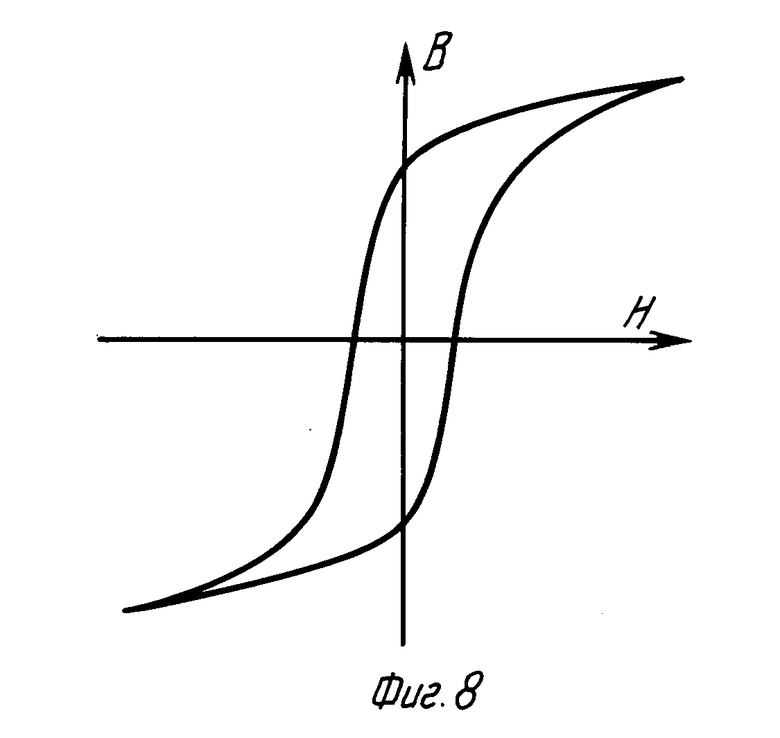
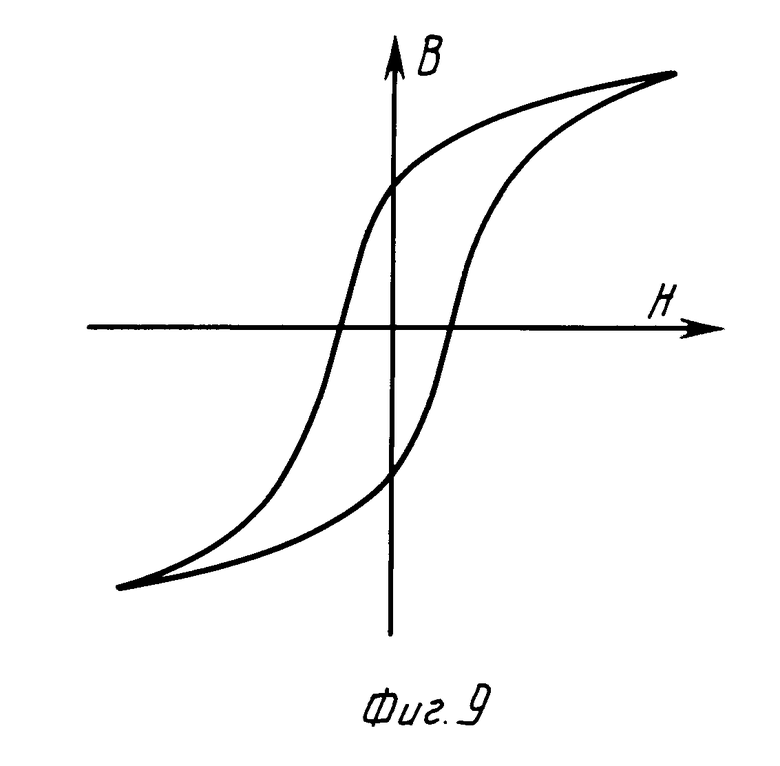
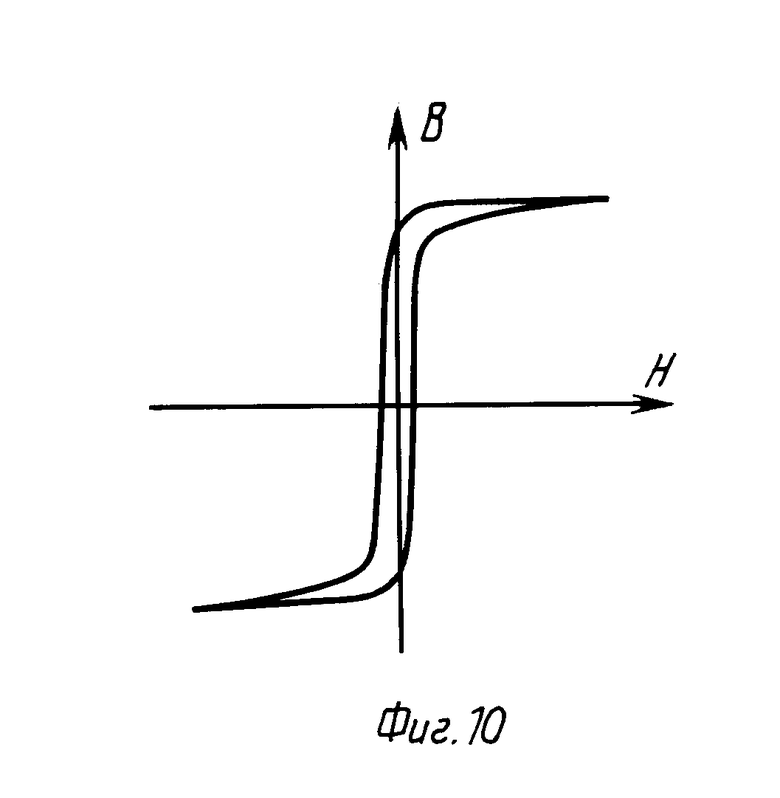
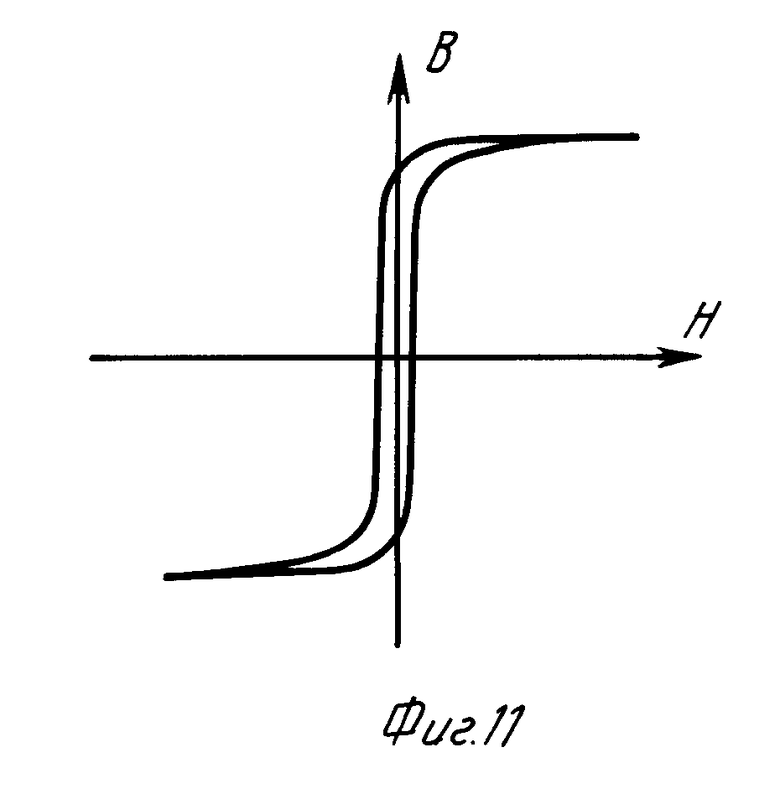
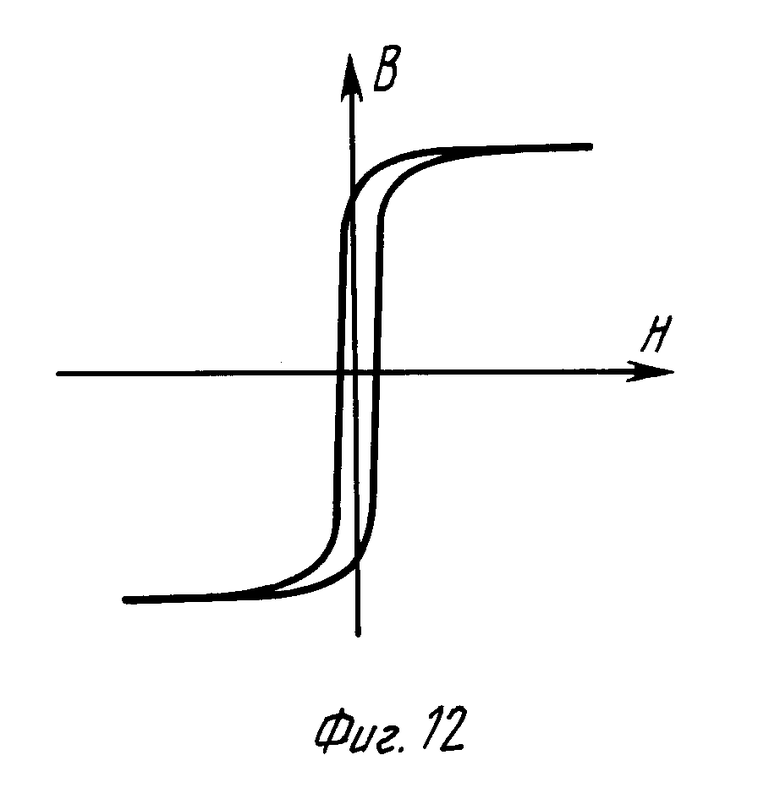
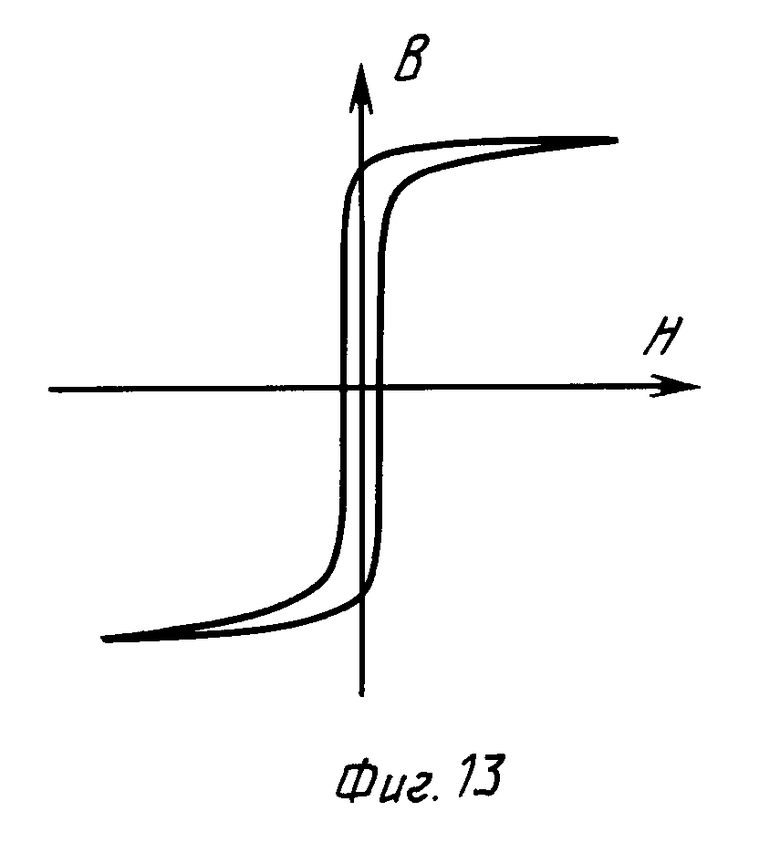
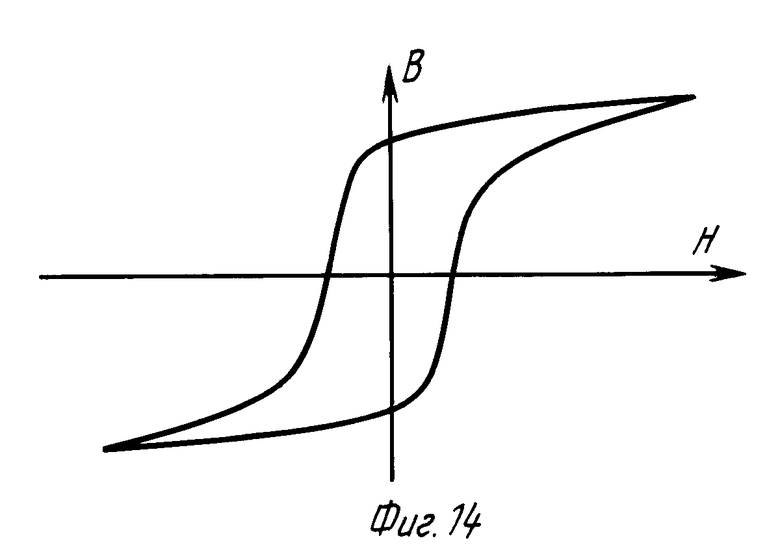
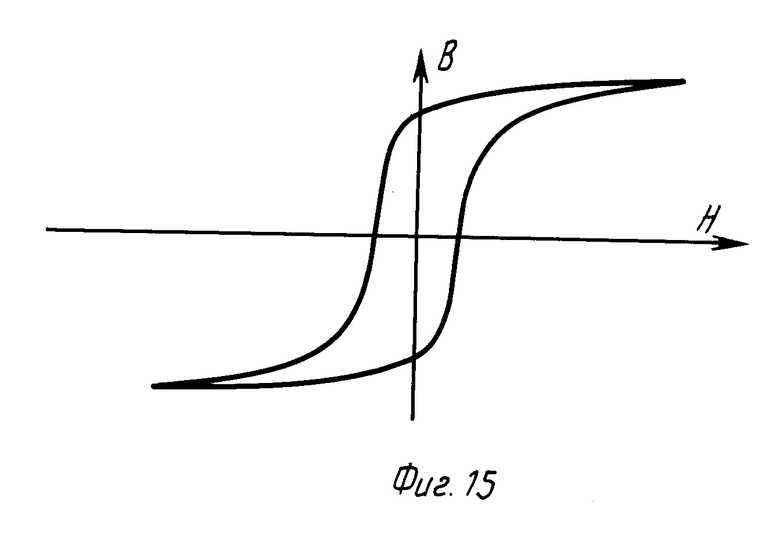
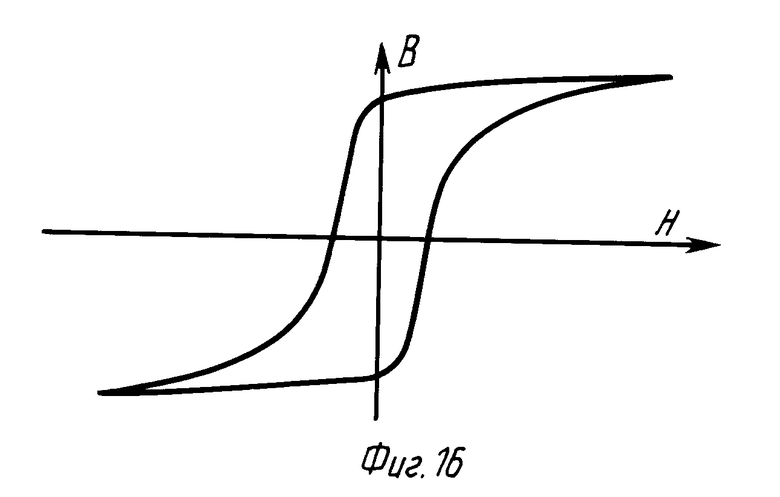
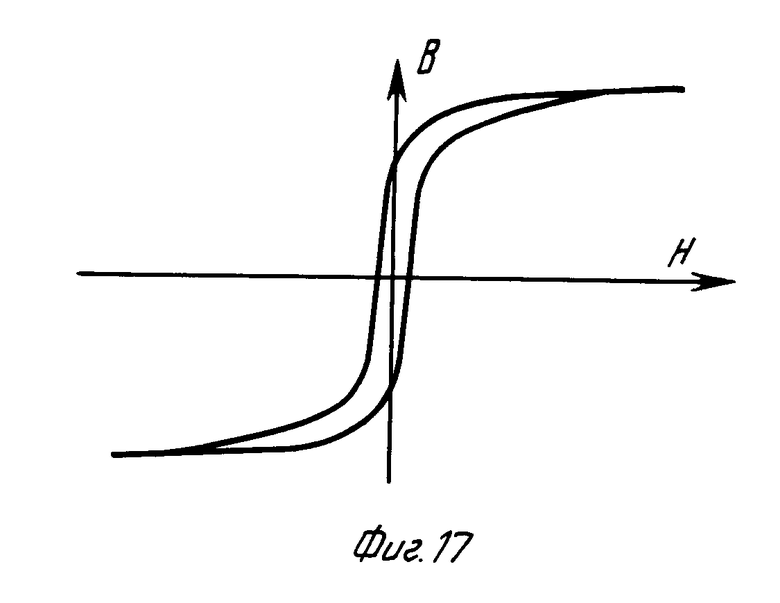
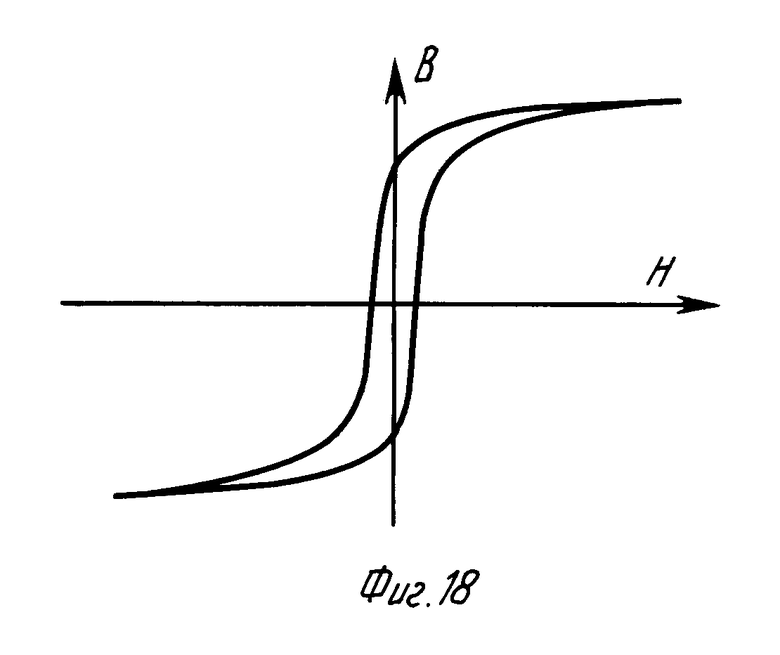
Выбор какого-либо варианта расположения постоянных магнитов вдоль средней линии сердечника при термомагнитной обработке позволяет изменять степень наклона петли перемагничивания, т.е. величину магнитной проницаемости его сплава (фиг. 7-18).
Вышеуказанные варианты приложения постоянных магнитов при термомагнитной обработке позволяют так ориентировать домены в аморфном магнитомягком сплаве ленты, из которой навит сердечник, в плоскости ленты вдоль его средней линии, поперек или под углом к ней, что позволяет получить необходимую величину магнитной проницаемости тороидального сердечника в процессе его термомагнитной обработки.
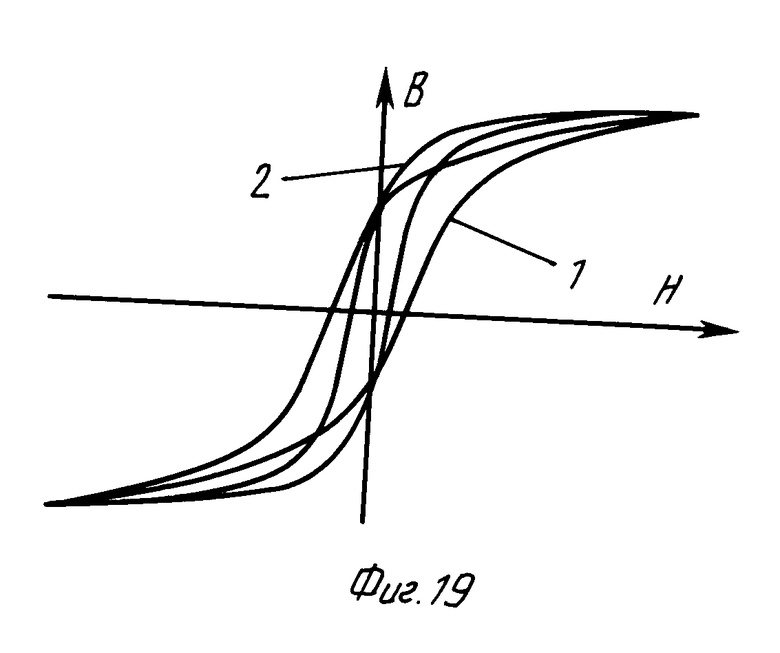
На фиг. 1-6 дают представление о вариантах постоянных магнитов для создания продольного (фиг. 1, 4 и 5), поперечного (фиг. 6) и действующего под углом к средней линии сердечников (фиг. 2 и 3) магнитного потока при термообработке; на фиг. 7-9 - петли перемагничивания сердечников ОЛ12/20-6 из сплава 7421 ТУ 14-1-3954-85, термообработанных по вариантам приложения магнитов, представленным соответственно на фиг. 1, 2 и 3; на фиг. 10-13 - петли перемеганичивания сердечника ОЛ10/16-3 из сплава АМАГ-183 ЯеО.021.180. ТУ, термообработанных по вариантам приложения магнитов, представленным соответственно на фиг. 1, 2, 4 и 5; на фиг. 14-16 - петли перемагничивания сердечников ОЛ12/20-5 из сплава 9КСР ТУ14-1-3954-85, термообработанных по вариантам приложения магнитов, представленными соответственно на фиг. 1, 4 и 5; на фиг. 17-19 - петли перемагничивания сердечников ОЛ12/20-6 из сплава 7421, термообработанных по вариантам приложения магнитов, представленным соответственно на фиг. 4, 5 и 6, причем на фиг. 19 представлены петли перемагничивания по варианту приложения магнитов на фиг. 6 без предварительного воздействия переменного магнитного поля (кривая 1 и с предварительным воздействием переменного магнитного поля, изменяющегося с частотой 50 Гц, кривая 2).
Предлагаемый способ термомагнитной обработки реализован на сердечниках из аморфных магнитомягких сплавов: АМАГ-183, 7421 и 9КСР.
Термообработка, заключающаяся в нагревании, выдержке для снятия напряжений и охлаждений, производилась при пронизывании сердечника одним из вышеуказанных магнитных потоков: продольного, получаемого при расположении постоянных магнитов согласно фиг. 1, 4 и 5; поперечного, получаемого при расположении постоянных магнитов согласно фиг. 6, и направленного под углом к средней линии сердечника, получаемого при расположении магнитов согласно фиг. 2 и 3. Конечная температура нагревания определялась точкой Кюри, температурой кристаллизации сплавов и способностью аморфных магнитомягких сплавов к релаксации напряжений, созданных при навивании сердечника. Так, режим термообработки сплавов 7421 и АМАГ-183 следующий: нагревание до 400оС со средней скоростью 5оС/мин, выдержка при этой температуре в течение 20 мин и охлаждение со средней скоростью 6оС/мин. Режим термообработки сплава 9КС отличался от режима термообработки сплавов 7421 и АМАГ-183 тем, что конечная температура была увеличена до 450оС, а время выдержки было уменьшено до 10 мин.
Использование предлагаемого способа термообработки позволит процесс термомагнитной обработки сделать непрерывным при термообработке не только в поперечном магнитом поле, но и в продольном, что позволит автоматизировать процесс термомагнитной обработки аморфных магнитомягких сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ концентрации магнитного потока в каком-либо месте поперечного сечения магнитопровода из ферромагнитного материала | 1990 |
|
SU1786520A1 |
| Магнитопровод | 1990 |
|
SU1802878A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНОГО СЕРДЕЧНИКА | 2009 |
|
RU2410787C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ резки сердечника ленточного магнитопровода | 2019 |
|
RU2711459C1 |
| ВЫСОКОИНДУКЦИОННЫЙ АМОРФНЫЙ СПЛАВ С НИЗКИМИ ЭЛЕКТРОМАГНИТНЫМИ ПОТЕРЯМИ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 1997 |
|
RU2121520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК | 1995 |
|
RU2110853C1 |
| ТРАНСФОРМАТОР | 1997 |
|
RU2118860C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИДЕОГОЛОВОК И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПОЛУБЛОКОВ ВИДЕОГОЛОВОК | 1991 |
|
RU2034340C1 |
| СПОСОБ УПРАВЛЕНИЯ МАГНИТНЫМ ПОТОКОМ, СОЗДАВАЕМЫМ ПОСТОЯННЫМ МАГНИТОМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2092922C1 |
Изобретение относится к металлургии, в частности к способу термообработки магнитомягких материалов. Формирование свойств сердечников достигается тем, что магнитное поле при термообработке создается постоянными магнитами, прикладывается к сердечнику со стороны его оснований и действует только в плоскости ленты. Предлагается приложение магнитных полей следующих направлений: встречное для преобладающей ориентации доменов в продольном направлении (вдоль средней линии сердечника) - приложением определенного числа одноименных полюсов постоянных магнитов к основаниям сердечников; согласное для преобразующей ориентации доменов в поперечном направлении - приложением какого-либо числа разноименных полюсов постоянных магнитов к основаниям сердечника; согласное для преобладающей ориентации доменов в продольном направлении - приложением разноименных полюсов постоянных магнитов к какому - либо основанию сердечника; согласное или встречное, направленное под углом 45° к средней линии сердечника для варьирования его свойств. Использование предлагаемого способа позволяет сделать процесс термообработки непрерывным не только при термомагнитной обработке в поперечном магнитном поле, но и в продольном. При этом обеспечивается возможность регулирования магнитной проницаемости за счет изменения угла наклона магнитного потока. 6 з.п. ф-лы, 19 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для шагового перемещения груза | 1988 |
|
SU1548124A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
