Изобретение относится к полупроводниковой микроэлектронике, а именно к способу очистки поверхности полупроводниковых пластин при изготовлении полупроводниковых приборов, и может быть использовано в других областях промышленности, где применяют детали высокой степени чистоты из различных материалов, например в оптической, пищевой промышленности, телерадиоэлектронике, лазерной технике.
Операции очистки поверхности полупроводниковых пластин многократно повторяются в процессе изготовления полупроводниковых приборов, особенно сложных интегральных микросхем, и во многом определяют качество приборов. Процесс очистки полупроводниковых пластин должен обеспечивать удаление как физически, так и химически связанных с поверхностью загрязнений.
Основные виды загрязнений следующие: - механические в виде микрочастиц (пыль, волокна, крошка, отдельные атомы различных элементов); - органические (в виде сплошных пленок и коагулированных частиц); - ионные (катионы, анионы, фрагменты молекул).
Для очистки поверхности полупроводниковых пластин от указанных загрязнений используют различные способы многостадийной очистки в органических растворителях или их смесях, в минеральных кислотах и механическую очистку. В течение многих последних лет наблюдается тенденция к сокращению трудо- и ресурсоемкости процессов очистки путем использования различных химических композиций.
В настоящее время значительное распространение получили способы очистки поверхности полупроводниковых материалов с использованием композиций на основе перекиси водорода (Н2О2). Перекись водорода по составу и ряду физических свойств имеет большое сходство с водой. В молекуле Н2О2 атомы кислорода связаны между собой неполярной ковалентной связью, тогда как связь между атомами кислорода и водорода полярна. Поэтому в водных растворах перекись водорода ведет себя как слабая кислота за счет отщепления ионов водорода. В химических реакциях перекись водорода проявляет как восстановительные, так и окислительные свойства. Однако наиболее характерными для перекиси водорода являются окислительные реакции.
Известен способ очистки поверхности полупроводниковых материалов с использованием щелочных растворов перекиси водорода. В качестве щелочной добавки обычно используют гидроксид аммония. В щелочных растворах перекись водорода быстро разлагается за счет каталитического действия гидроксид-ионов с образованием атомарного или молекулярного кислорода, который способствует окислению органических загрязнений с образованием перекисей, перкислот или надкислот, хорошо растворимых в воде. Соли гидроокиси аммония хорошо растворимы в воде, и сама она разлагается при нагревании на газообразный аммиак и воду. Таким образом, продукты реакции легко удаляются с поверхности. Кроме того, водные растворы аммиака являются комплексообразователями для таких металлов, как медь, серебро, никель, кадмий, кобальт и т. д. [1].
Известен также способ очистки поверхности полупроводников, включающий обработку поверхности полупроводников смесью перекиси водорода с серной кислотой, взятых, например, в соотношении 3 : 7 об.ч., так называемая смесь Каро, с последующей отмывкой в деионизованной воде. В кислых растворах перекись водорода разлагается в меньшей степени, чем в щелочных. В кислых растворах перекись водорода активно растворяeт многие металлы I-IV групп периодической системы. По растворяющей способности смеси перекиси водорода с минеральными кислотами могут конкурировать с "царской водкой".
В настоящее время наиболее распространенным способом очистки полупроводниковых пластин является способ последовательной очистки в смеси Каро и перекисно-аммиачных растворах.
Основными недостатками известных способов являются следующие: - недостаточно эффективная степень очистки поверхности полупроводниковых пластин от всех указанных видов загрязнений; - большой расход используемых дорогостоящих реагентов; - нестабильность во времени окислительной способности растворов; - отсутствие процесса регенерирования отработанных растворов с целью многократного использования; - применение искусственного подогрева смесей (часто до высоких температур) для увеличения эффективности очистки поверхности полупроводников; - токсичность и агрессивность горячих растворов, что неблагоприятно сказывается на условиях труда производственного персонала; - малый ресурс работы оборудования; - затраты на нейтрализацию и утилизацию отходов растворов.
Однако в самые последние годы разработан способ очистки поверхности полупроводниковых пластин, выбранный нами за прототип [3]. Способ состоит в том, что используется раствор, состоящий из 3-х компонентов: 80-98 мас.% серной кислоты, высокочистой воды и не менее 0,05 М пероксидисерной (надсерной) кислоты. В процессе очистки раствор, используемый для очистки пластин, нагретый до температуры 80-150оС, протекает через ванну с находящимися в ней пластинами со скоростью 60 л/ч. Отработанный раствор поступает в колонну для удаления фторидов. Затем в сепаратор, где из него удаляются вода и другие летучие примеси. Далее раствор направляется в дистилляционную колонну для удаления посторонних частиц и растворенных примесей и получения сверхчистой серной кислоты. В дистилляционной колонне раствор нагревается до высокой температуры и испаряется; очищенный кислотный пар конденсируется и охлаждается, после этого происходит разделение потока на большую и меньшую части. При этом большая часть очищенной кислоты направляется непосредственно в ванну для обработки пластин, а остальная часть, разбавленная сверхчистой водой до 30-50%-ного раствора, поступает в анодную камеру электрохимической ячейки, где, по крайней мере, часть ее превращается в надсерную кислоту. Раствор надсерной кислоты подается в рабочую ванну очистки пластин, где она смешивается со сверхчистой серной кислотой.
На рабочем месте очистки пластин завершается производственный цикл и непрерывно осуществляется повторный. Каждая из указанных выше операций осуществляется непрерывно.
Основными недостатками прототипа являются следующие:
- недостаточная активность моющего раствора, в состав которого в основном входит неактивированная серная кислота, что не позволяет достигнуть оптимальной эффективности очистки и требует искусственного подогрева раствора в процессе очистки до 150оС;
- малый срок годности раствора из-за наличия в основном одного окисляющего компонента;
- многоступенчатость процесса и сложность оборудования для его реализации и, как следствие, сложность диагностики системы;
- использование концентрированного (80-98 мас.%) раствора серной кислоты, что не позволяет создать экологически чистое производство;
- вынужденная дополнительная глубокая очистка от ионов фтора в связи с их способностью разрушать конструкционные материалы системы;
- необходимость использования дополнительных химреактивов на процессы очистки моющего раствора (например, окислов алюминия для очистки от ионов фтора);
- большая энергоемкость системы: нагрев рабочего раствора до 150оС, дистиллятора, сепараторов до 200оС;
- недостаточная эффективность использования возможностей катодных процессов, что также усложняет систему очистки от привносимых примесей.
Целью изобретения является повышение эффективности очистки поверхности полупроводниковых пластин, создание ресурсо- и энергосберегающей экологически чистой технологии и улучшение условий труда обслуживающего персонала; аппраратурное упрощение процесса при увеличении его эффективности.
Достигается это тем, что в известном способе обработки поверхности полупроводниковых пластин в непрерывном цикле, включающем очистку полупроводниковых пластин в проточной емкости с моющим раствором на основе серной кислоты, а также очистку раствора и его активацию в электрохимической ячейке, в качестве моющего раствора используют 3-7 М 25-50%-ный раствор серной кислоты, при этом весь его объем, необходимый для осуществления непрерывного цикла, подают последовательно через катодную и анодную камеры электрохимической ячейки, подвергая его активации при плотности анодного тока 3-4,8 кА/м2 и напряжении на электродах 3,0-5,0 В, активированный моющий раствор подают в ванну для обработки полупроводниковых пластин, а весь отработанный раствор направляют для повторной активации и очистки в электрохимическую ячейку. Процесс очистки полупроводниковых пластин проводят при комнатной температуре.
Таким образом, основными отличительными признаками предлагаемого способа являются следующие.
1. В качестве моющего раствора используется активированный 3-7 М 25-50% -ный водный раствор серной кислоты, в отличие от прототипа, где используется раствор, содержащий 80-98% неокисленную, дополнительно очищенную серную кислоту, не менее 0,05 М надсерную кислоту и высокочистую воду.
2. Предлагаемые оптимальные режимы обработки (анодная плотность тока 3-4,8 кА/м2, напряжение на электроде 3,0-5,0 В) водного раствора 3-7 М серной кислоты позволяют генерировать большое количество активированных окисляющих компонентов, в отличие от прототипа, где единственным окисляющим агентом является надсерная кислота. В результате получения надсерной кислоты могут образовываться и другие окисляющие агенты. Однако в способе прототипа полезной считается основная анодная реакция получения надсерной кислоты:
2SO а реакции образования других окислителей считаются "паразитными" например реакция электролиза воды:
а реакции образования других окислителей считаются "паразитными" например реакция электролиза воды:
2H2O+4 __→ 4H++O2 и выбор параметров электрохимического воздействия (ток, напряжение), подобранных эмпирическим путем (как указано в прототипе), направлен на максимальный выход по току только надсерной кислоты.
__→ 4H++O2 и выбор параметров электрохимического воздействия (ток, напряжение), подобранных эмпирическим путем (как указано в прототипе), направлен на максимальный выход по току только надсерной кислоты.
В предлагаемом способе достигается высокая эффективность очистки поверхности полупроводниковых пластин за счет генерирования продуктов, обладающих высокой окисляющей и десорбирующей способностью, полученных в результате следующих реакций на аноде:
H2OАДС OHАДС+ H++
OHАДС+ H++  (1)
(1)
OHАДС OАДС+ H++
OАДС+ H++  (2)
(2)
2,OАДС O2 (3)
O2 (3)
OАДС+ H2O  O2+ 2H++ 2
O2+ 2H++ 2 (4)
(4)
PtPtO + HSO (5)
(5)
PtPO + SO (6)
(6)
PtPtO [HSO4]  PtPtO [SO
PtPtO [SO
2PtPtO [HSO4] __→ 2PtPtO + H2S2O8 (8)
PtPtO [HSO4] + HSO (9)
(9)
PtPtO [HSO4] + PtPtO [OH]  H2SO5+ 2PtPtO (10)
H2SO5+ 2PtPtO (10)
OАДС+ O2 O3 (11)
O3 (11)
PtPtO [SO PtPtO [O*]+ SO
PtPtO [O*]+ SO (12)
(12)
PtPtO [O*]  PtPtO + 1/2 O
PtPtO + 1/2 O
H2S2O8+ H2O  H2SO5+ H2SO4 (14)
H2SO5+ H2SO4 (14)
H2SO5+ H2O  H2O2+ H2SO4 (15)
H2O2+ H2SO4 (15)
2H2O2 2H2O + O2 (16)
2H2O + O2 (16)
H2SO5+ H2O2 H2SO4+ H2O + O2 (17)
H2SO4+ H2O + O2 (17)
H2S2O8+ 2H2O  2H2SO4+ H2O2 (18)
2H2SO4+ H2O2 (18)
Именно в предлагаемых интервалах концентраций моющего раствора и режимах его электрохимической обработки поддерживается высокая окислительная способность раствора за счет высокий скорости генерации большого количества окисленных компонентов при достаточно низком сопротивлении раствора электрическому току.
Использование данной совокупности продуктов электрохимических реакций (1-17), являющихся преимущественно сильными окислителями, и их непрерывное воспроизведение является основной отличительной особенностью данного изобретения и значительным его преимуществом перед известными способами.
3. Важным отличительным от прототипа признаком является тот факт, что электрохимической активации подвергается весь объем моющего раствора, в то время, как в прототипе окислению (с образованием надсерной кислоты - H2S2O8) подвергается лишь небольшая его часть (2-10 мас.%), добавляемая к основному неактивированному потоку серной кислоты, что дополнительно приводит в известном решении к снижению окисляющей способности моющего раствора за счет разбавления неактивированной кислотой. И неизбежно приводит к необходимости искусственного подогрева до температуры 80-150оС.
Осуществление же процесса очистки пластин по предлагаемому способу проводится при комнатной температуре за счет большей окислительной активности моющего раствора.
4. Следующим принципиально важным отличительным признаком является совмещение процессов активации и глубокой очистки в единой электрохимической ячейке путем последовательного пропускания моющего раствора через катодную и анодную камеры. В предлагаемом способе электрохимически активные примеси, находящиеся в растворе после процесса очистки пластин, осаждаются на катоде по реакции:
Men++n __→ Meo
__→ Meo
Это приводит к доочистке моющего раствора серной кислоты до уровня содержания ионных примесей значительно меньшего, чем в исходном растворе, и исключает необходимость сложной очистки, предусмотренной в прототипе.
Использование процесса катодной очистки отработанных растворов при последовательном прохождении электролита через катодную и анодную камеры электрохимической ячейки позволяет осуществлять процесс очистки поверхности полупроводников в режиме непрерывной рециркуляции раствора в единой системе, включающей технологическую ванну для обработки пластин и электрохимическую ячейку для генерации окисляющих компонентов и регенерации отработанного раствора.
Количество катодных и анодных камер может изменяться в зависимости от требуемой активности раствора.
В прототипе малый поток серной кислоты пропускают только через анодную камеру, в которой происходит окисление серной кислоты до надсерной. Глубокую очистку серной кислоты выполняют в отдельных конструкционных блоках (дистилляционная колонна, колонна для удаления ионов фтора, сепараторы воды, холодильники и разделители потоков, разбавители кислоты, измерители объемов), что значительно усложняет конструкцию системы в сравнении с предлагаемым решением. Причем, как показано в прототипе, католитный резервуар соединяется только с катодной камерой электрохимической ячейки и католит непрерывно циркулирует между катодной камерой и католитным резервуаром, т. е. продукты катодной реакции не участвуют в процессе очистки полупроводниковых пластин.
4. Отличительной особенностью предлагаемого способа является то, что отсутствует необходимость специальной очистки отработанных растворов от ионов фтора.
В предлагаемом способе присутствие фторид-ионов оказывает положительное влияние на процессы электросинтеза окислителей. Фторид-ионы разряжаются на электроде, и продукты их разряда адсорбируются на электроде, изменяя его электрокаталитические свойства и увеличивая подвижность адсорбированных промежуточных продуктов разряда сульфата на поверхности, что приводит к облегчению его удаления из сферы реакции.
В известном способе наличие в растворе ионов фтора, привносимых с поверхности очищаемых кремниевых пластин, особенно после операций травления в составах, содержащих фтористоводородную кислоту, недопустимо при очистке серной кислоты методом дистилляции, так как эти ионы являются разрушительными по отношению ко многим материалам, особенно по отношению к плавленому стеклу - основному конструкционному материалу для изготовления указанного устройства.
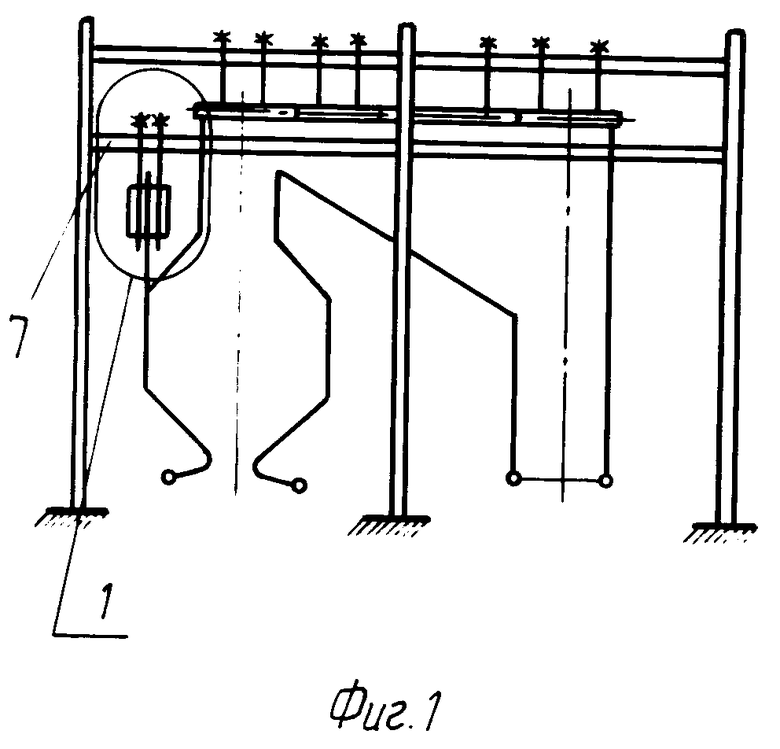
На чертеже приведена структурная схема установки с рециркуляцией раствора для осуществления предлагаемого способа.
Установка содержит емкость для исходного раствора 1, промежуточные накопительные емкости 2, 3; электрохимическую ячейку 4; источник стабилизированного напряжения 5; емкость для обработки полупроводниковых пластин 6; сильфонные химстойкие насосы 7; фильтры 8; кран 9.
П р и м е р 1. Моющий раствор серной кислоты концентрации 5 М заливают в накопительную емкость 1, снабженную датчиками уровня раствора, из которой она самотеком с расходом 5 л/ч поступает в катодную камеру, а затем в анодную камеру электрохимической ячейки. После заполнения электрохимической ячейки электролитом включают источник стабилизированного напряжения и устанавливают напряжение на электродах 4,0 В, а величину тока 300 А. Нормальная работа источника питания и электрохимической ячейки контролируется по наличию на контрольно-измерительных приборах заданного потенциала и тока в нагрузке. Дальнейшее заполнение раствором электрохимической ячейки приводит к сливу активированного раствора через сливное отверстие самотеком в накопительную емкость 2; при наработке достаточного объема активированной смеси она из емкости 2 с помощью насоса 7 перекачивается через фильтрующее устройство 8 в рабочую ванну. Кассета с пластинами кремния КЭФ4,5 диаметром 100 мм погружается в раствор активированной серной кислоты, находящeйся в рабочей ванне 6 при комнатной температуре. Пластины выдерживаются в растворе 10 мин. Затем промываются в ванне с проточной деионизованной водой в течение 15 мин и сушатся. Отработанный раствор вновь поступает в накопительную емкость.
Для анализа качества поверхности полупроводниковых пластин использовались следующие методы:
- микроскопический анализ поверхности пластин в коллимированном пучке света, направленном под углом к поверхности (в "косом свете") и в темном поле металлографического микроскопа при увеличении 200х;
- методы спектроскопии поверхности (вторичной ионной масc-спектрометрии (ВИМС), Оже-спектроскопии);
- анализ контактной разности потенциалов КРП и поверхностной фотоЭДС (ПФЭС);
- измерение вольт-фарадных характеристик ПДП структур Al - SiO2 - Si, - изготовленных на исследуемых пластинах;
- измерение времени жизни неосновных носителей ( τн.н ) на предварительно сформированных p-n-переходах;
- анализ общего по всей поверхности количества дефектов на лазерном анализаторе;
- измерение остаточного после химической обработки слоя SiO2 и измерения толщины защитного слоя SiO2 на эллипсометре.
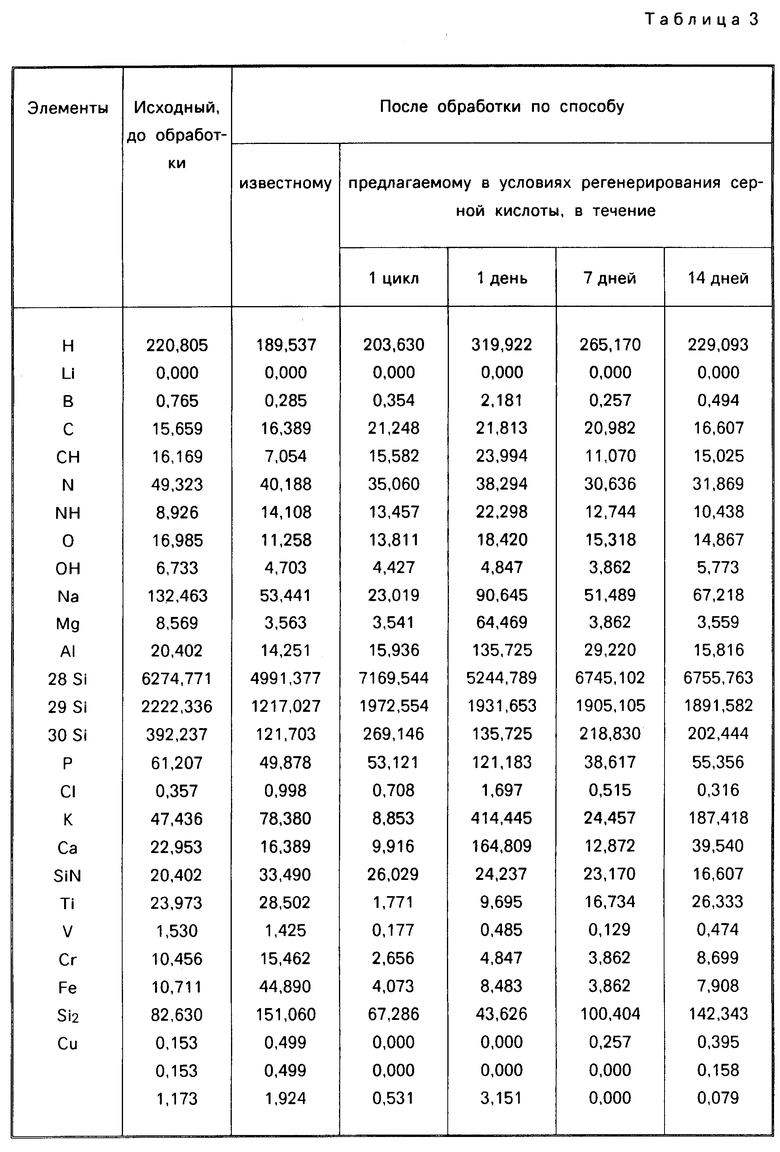
Анализ качества исходного раствора серной кислоты, раствора после первичной активации и его регенерации на содержание ионных и органических примесей осуществляется методами:
- инверсионной вольтамперометрии;
- атомно-эмиссионной спектроскопии;
- атомно-абсорбционной спектроскопии.
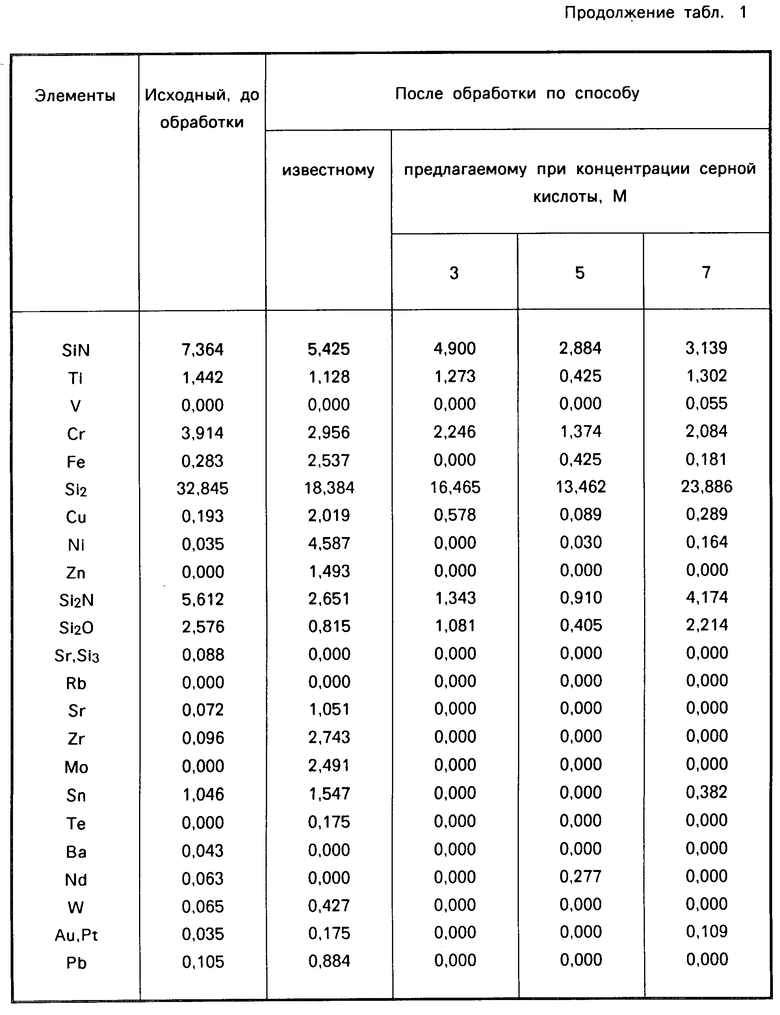
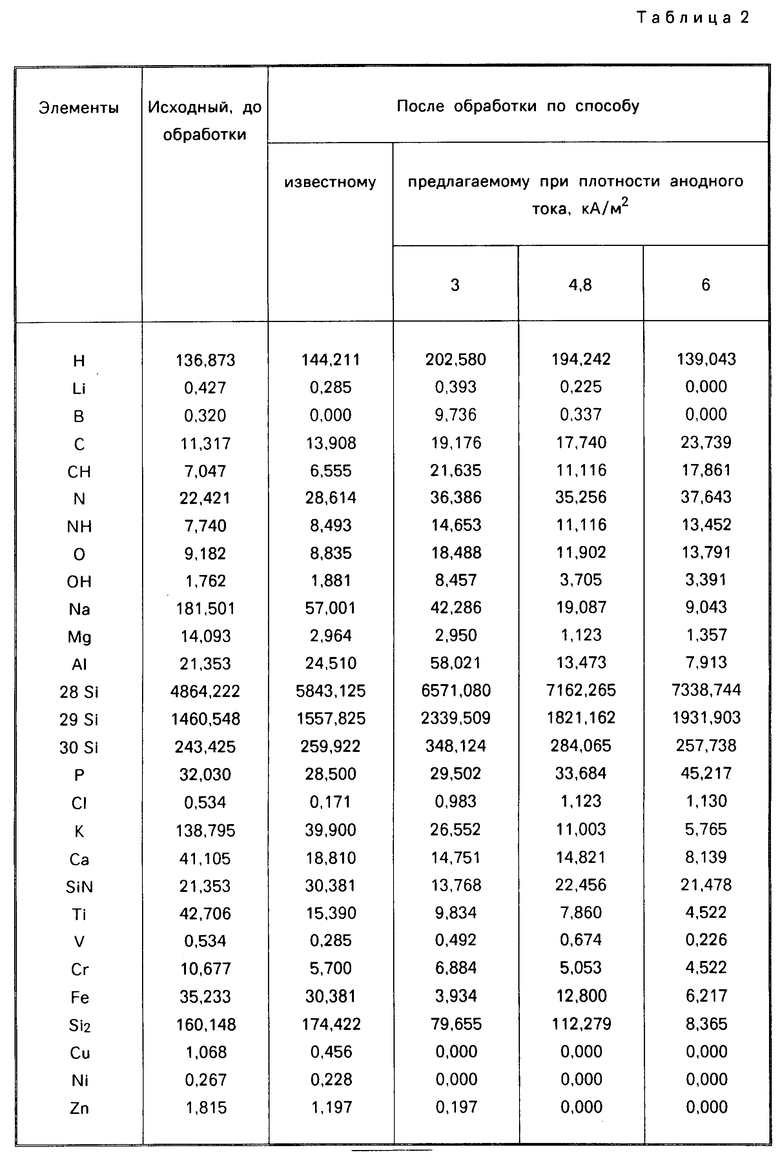
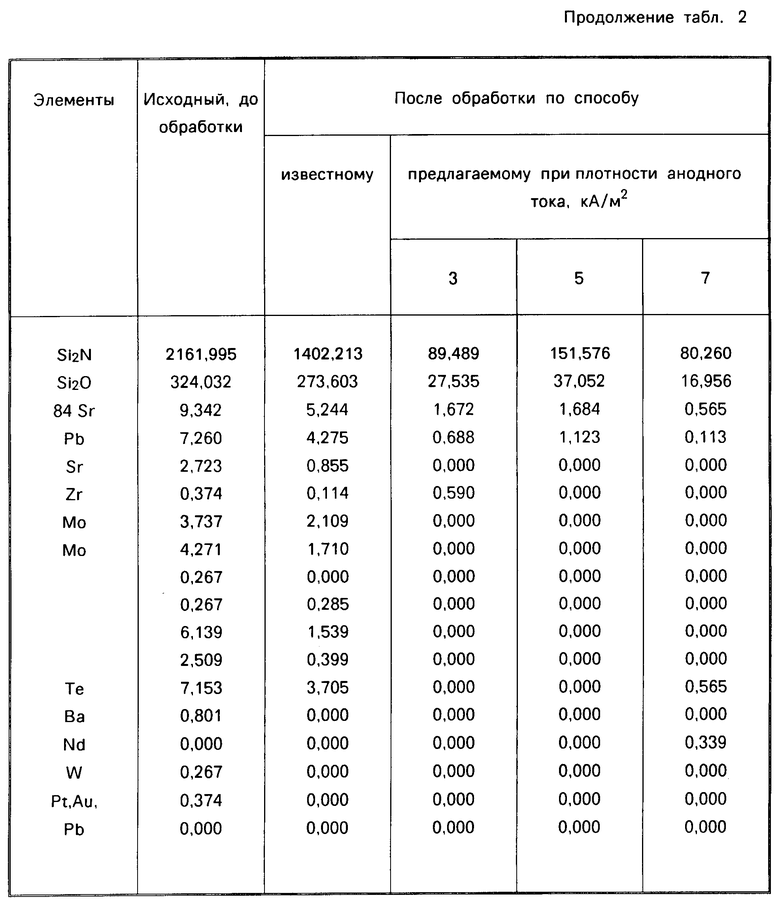
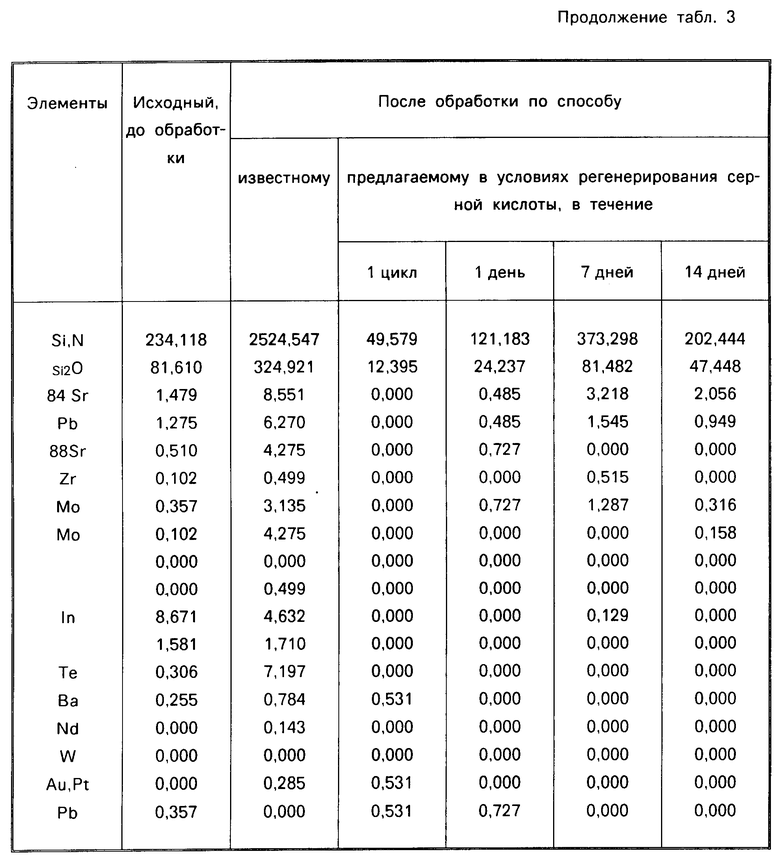
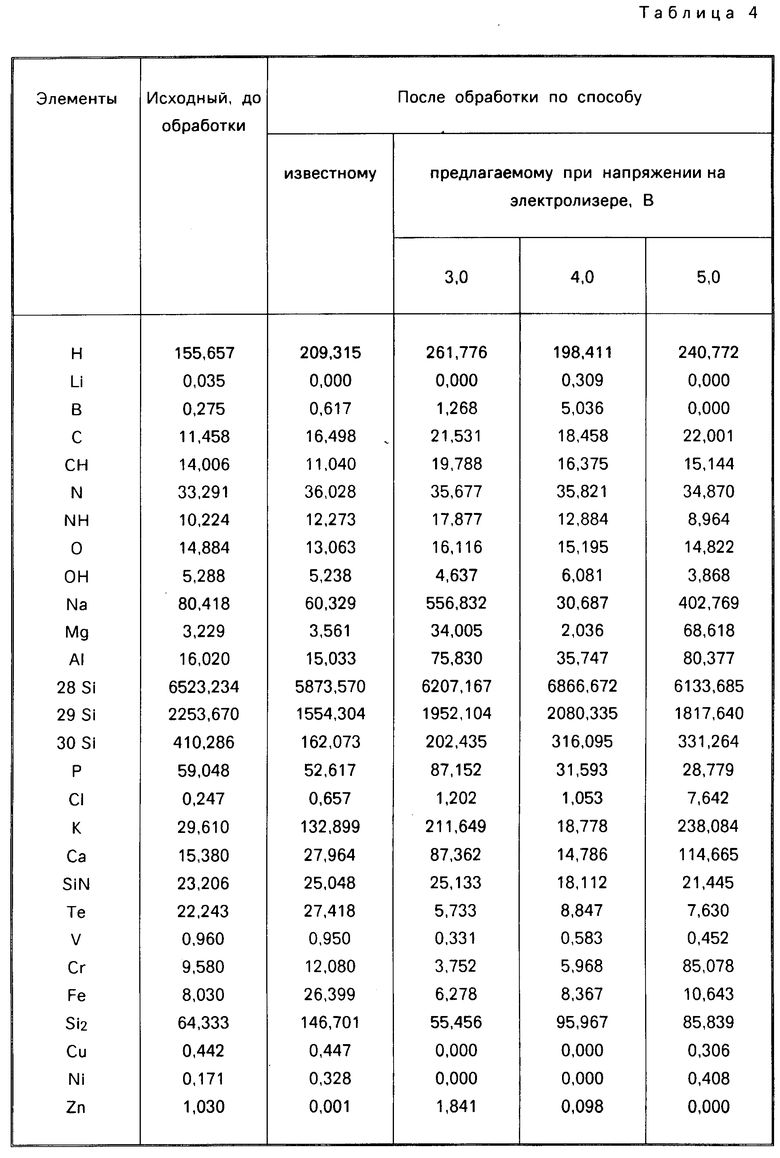
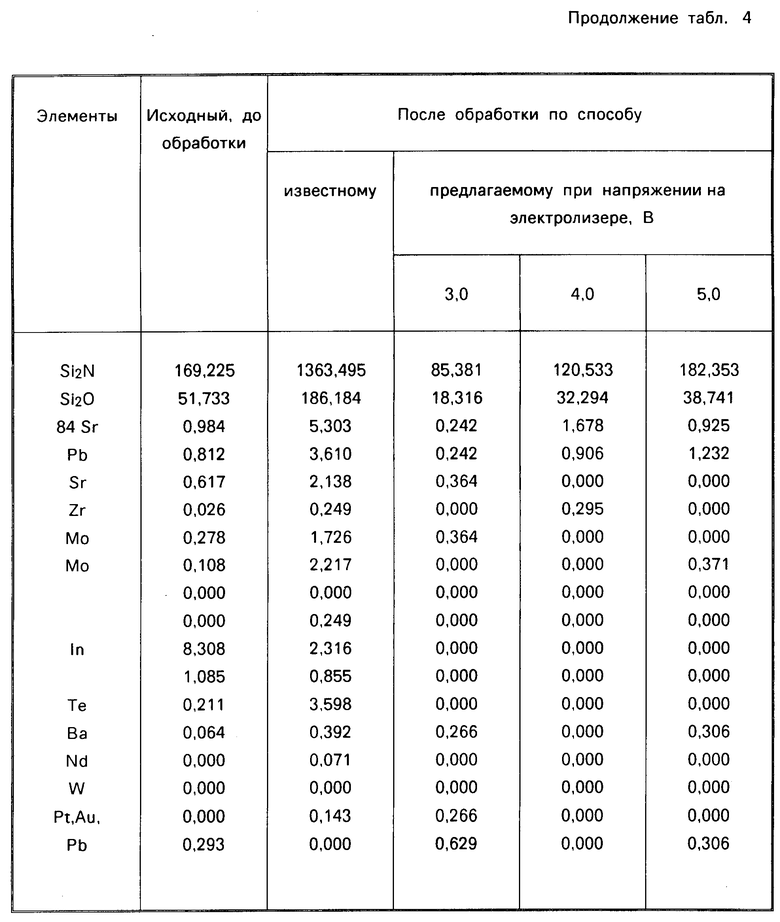
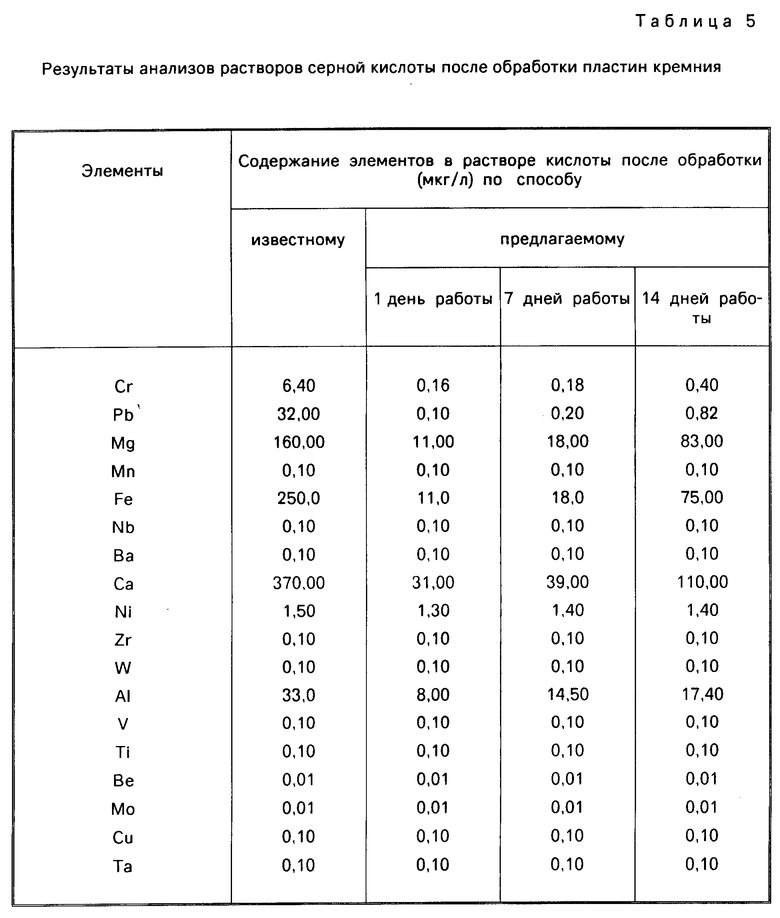
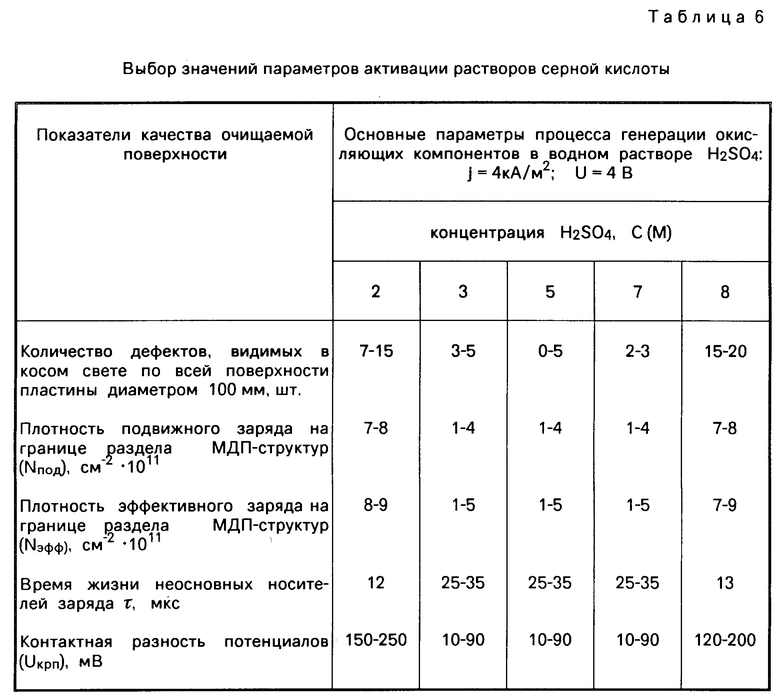
В предлагаемых таблицах приведены результаты, подтверждающие выбор режимов электрохимической отработки, а также эффективность очистки моющего раствора и поверхности полупроводниковых пластин.
Показано (табл. 1), что интервал концентрации серной кислоты (3-7 М) обусловлен эффективностью очистки поверхности. При концентрации серной кислоты меньшей чем 3М снижается эффективность очистки поверхности полупроводника и окислительная способность раствора. При увеличении концентрации серной кислоты свыше 7М увеличивается сопротивление раствора электрическому току и снижается скорость электрохимической генерации окислителя, а также необоснованно увеличивается расход особо чистой серной кислоты.
Выбранный интервал концентраций серной кислоты позволяет достичь поставленной цели в отношении экономии используемых дорогостоящих реактивов при одновременном достижении высокой эффективности и экспрессности очистки поверхности.
Выбор интервала плотности анодного тока 3-4,8 кА/м2 обусловлен следующим:
- при анодной плотности тока до 3 кА/м2 скорость разложения получаемого окислителя сравнима со скоростью его генерирования, что снижает эффективность процесса очистки поверхности полупроводника;
- при повышении анодной плотности тока свыше 4,8 кА/м2 процесс нарастания концентрации окислителя заканчивается из-за насыщения электрохимической активности анода и резко возрастают потери материала анода. Значительное повышение анодной плотности тока свыше 4,8 кА/м2ограничивается.
Напряжение на электролизере от 3 до 5,0 В при соответствующей плотности тока обусловлено набором оптимальных условий для протекания электрохимических реакций (1-17). При напряжении менее 3,0 В окислительная способность оказывается недостаточной для очистки поверхности. При напряжении на электролизере более 5,0 В поверхность анода насыщается кислородом, начинается интенсивный процесс выделения озона.
Результаты проведенных экспериментов и анализов достаточно убедительно показывают эффективность очистки поверхности кремниевых пластин, что по сравнению с известным способом позволяет:
- повысить степень чистоты поверхности полупроводниковых пластин, и следовательно, повысить выход годных изделий и их качество за счет получения более активного моющего раствора;
- значительно упростить техпроцесс и конструктивное исполнение системы и как следствие, снизить энергоемкость системы, упростить ее диагностику и создать предпосылки для более легкой автоматизации системы;
- избежать подогрева моющего раствора, что также резко упрощает конструкцию системы;
- увеличить срок годности моющего раствора за счет большей его активности;
- сократить расход дорогостоящих реактивов;
- избежать необходимости очистки от ионов фтора и в связи с этим использования дополнительных химреактивов.
Внедрение предлагаемого способа очистки полупроводниковых пластин взамен применяемых способов очистки последовательно в смесях Каро и перекисно-аммиачных растворах позволит получить на отечественных типовых заводах, выпускающих полупроводниковые приборы, экономический эффект.

Использование: изобретение может быть использовано в производстве полупроводниковой микроэлектроники. Сущность изобретения: способ обработки поверхности полупроводниковых пластин осуществляют в непрерывном цикле. Способ включает очистку полупроводниковых пластин в проточной емкости с моющим раствором на основе серной кислоты, а также очистку раствора и его активацию в электрохимической ячейке, в качестве моющего раствора используют 3 - 7 М 25 - 50% -ный раствор серной кислоты, при этом весь его объем, необходимый для осуществления непрерывного цикла, подают последовательно через катодную и анодную камеры электрохимической ячейки, подвергая его активации при плотности анодного тока 3-4,8 кА/м2 и напряжении на электродах 3,0 - 5,0 В, активированный моющий раствор подают в ванну для обработки полупроводниковых пластин, а весь отработанный раствор направляют для повторной активации и очистки в электрохимическую ячейку. 1 ил, 6 табл.
СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН, включающий электрохимическую обработку водного раствора серной кислоты, воздействие активированного раствора серной кислоты на поверхность изделия, очистку отработанного раствора, отличающийся тем, что на поверхность воздействуют раствором серной кислоты концентрации 3 - 7 моль/л, весь отработанный раствор подвергают повторной активации и очистке путем последовательной подачи его через катодную и анодную камеры электрохимической ячейки при анодной плотности тока 3,0 - 4,8 кА/м2.
| Патент США N 4855023, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
