Изобретение относится к непрерывной разливке и вакуумной обработке стали в потоке и может быть использовано в металлургической промышленности на МНЛЗ.
При разливке стали на МНЛЗ используются промежуточные ковши, установленные на гидравлических подъемно-поворотных столах. В каждом из них имеются два стопорных устройства, через которые подается и распределяется сталь по кристаллизаторам.
Конструктивный недостаток этих ковшей в том, что они лишены возможности активно защищать струю и зеркало объема металла от окисления.
Эту задачу выполняет известное техническое решение [1], согласно которому промежуточная емкость выполнена в виде футерованной камеры, снабженной в зоне падения струи металла выступом, а в ее дне выполнены отверстия для выпуска металла, при этом на выступе установлен вращающийся диск, закрепленный на полом валу, в верхней части которого выполнены отверстия для подачи газа.
Данная промежуточная емкость является наиболее близкой к предложенному решению и принята в качестве прототипа.
Данное решение обеспечивает защиту струи металла от окисления и частичное его охлаждение защитным газом. Однако весьма необходимое вакуумное рафинирование стали в потоке данное решение не предусматривает, в нем нет для этого технических средств.
Целью изобретения является повышение производительности МНЛЗ и качества металла за счет увеличения степени вакуумного рафинирования.
На фиг.1 изображен предложенный промежуточный ковш, продольный разрез; на фиг.2 - сечение А-А на фиг.1.
Промежуточный ковш состоит из емкости 1, плотно закрытой крышкой 2, приемного патрубка 3, стопорного устройства 4, уплотнительного сильфона 5, струеобразующего элемента 6, выполненного в виде перегородки, закрепленной на боковых стенках емкости и подины, сливного канала 7, сливных патрубков 8, гидроподъемников 9, кристаллизаторов 10.
Работа промежуточного ковша в качестве вакуумной камеры.
Перед пуском в работу ковша крышку 2 уплотняют, а на сливные патрубки 8 надевают уплотнительные жестяные колпачки, при этом затравки в кристаллизаторах поднимают до упора с донышками колпачков.
Одновременно с набором вакуума начинают заполнять промежуточный ковш металлом. По мере заполнения ковша металлом делают некоторую паузу, дающую возможность дегазироваться первым порциям металла. Затем продолжают заполнение ковша до установления верхнего полноценного барометрического феррозатвора.
С выходом уровня металла на отметку верхней кромки струеобразующего элемента 6 два боковых гидроподъемника 9 начинают опускать одну из сторон ковша вниз, а третий гидроподъемник 9 поднимает хвостовую часть ковша вверх. При этом ковш в темпе наклоняется в сторону сливных патрубков 8. Металл начинает интенсивно переливаться через струеобразующий элемент 6 и в короткий срок заполняет сливные патрубки 8.
Заполнение сливных патрубков металлом в темпе способствует быстрому расплавлению уплотнительных колпачков, установлению полноценных барометрических феррозатворов в сливных патрубках и выходу работы промежуточного ковша на рабочий режим.
В рабочем режиме металл из сталеразливочного ковша, регулируемый стопором на разливочном ковше, постоянно поступает в приемный патрубок 3, из которого подпитывается нужный объем металла в секторе входного феррозатвора. В этом секторе металл частично дегазируется и раскисляется.
При подъеме уровня металла выше кромки струеобразующего элемента 6 и оптимальном поступлении металла в ковш он начинает переливаться через перегородку в виде тонких струй и капель. В свободном падении струй и капель к подине ковша металл подвергается активной дегазации, раскислению и частичному охлаждению.
На подине сектора сливных патрубков 8 металл распределяется по каждому из кристаллизаторов в зависимости от определенного наклона подины ковша. Регулирование поступления металла в промежуточный ковш осуществляется с помощью стопора в разливочном ковше. Тонкое регулирование поступление металла по отдельным кристаллизаторам осуществляется с помощью трех гидроподъемников, на которые установлен промежуточный ковш. Все три гидроподъемника задействованы в систему многопланового ручного и автоматического их регулирования, в том числе и положением промежуточного ковша в горизонтальной плоскости. Регулирование из трех опор ковша позволяет подавать металл в один из кристаллизаторов, в оба кристаллизатора одновременно с равными или различными объемами подачи металла в каждый из них. В ковше можно создавать некоторый запас резервного металла за счет определенного наклона ковша на его хвостовую часть и расходовать по необходимости его определенную часть. Это позволяет производить разливку "плавка на плавку" без остановки МНЛЗ.
При остановках на ремонт или в аварийных случаях металл из ковша сливают следующим образом. Чтобы при освобождении ковша от металла аварийно не сбросился вакуум и весь металл успел продегазироваться, отверстие в приемном патрубке 3 закрывают конусной огнеупорной пробкой и уплотняют вязкой огнеупорной массой. В этом случае вакуум удерживается до тех пор, пока весь металл не сольется.
После установки уплотнительной заглушки металл сливают как обычно. Когда уровень металла в ковше упадет до отметки, когда с помощью воздействия гидроподъемников его уже не будет возможности слить, металл сливают через стопорное устройство 4 ковша со скоростью, обеспечивающей полное вакуумирование металла.
Таким образом полностью ликвидируются начальная и конечная части невакуумированного металла, устраняются паузы в разливке, обеспечивается полная дегазация и раскисление всего разливаемого металла.
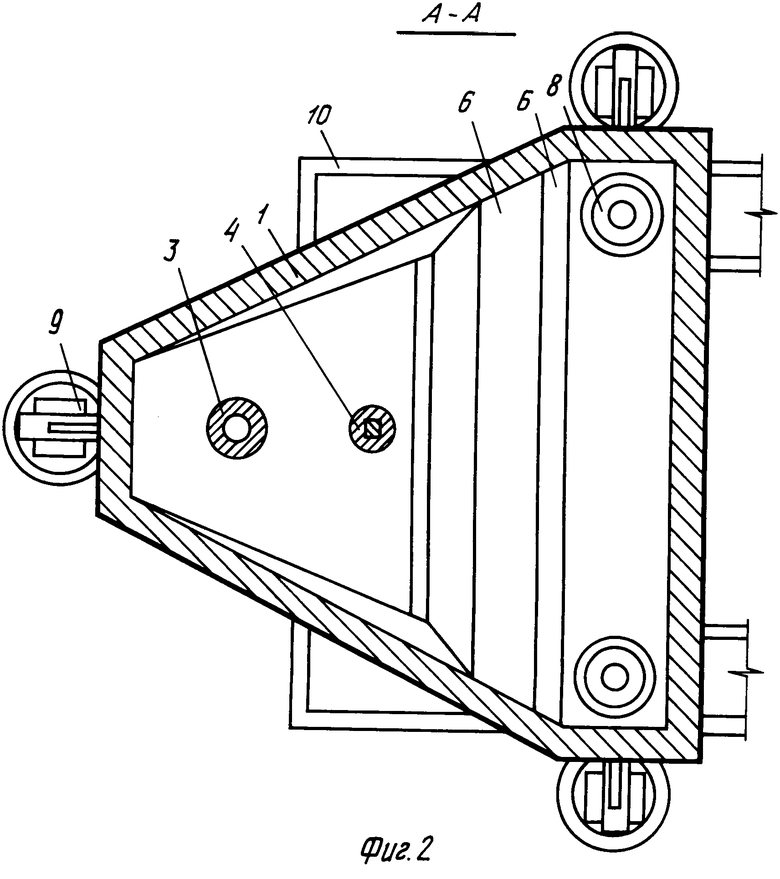
Сущность изобретения: приемный патрубок 3 вмонтирован в герметически закрытую крышку 2 промежуточного ковша. Внутренний объем проема промежуточного ковша разделен струеобразующим элементом 6 на два отсека: отсек объема барометрического феррозатвора и отсек объема зоны сливных патрубков 8. Расплав металла, поступающий через приемный патрубок 3, после переполнения барометрического феррозатвора начинает переливаться через струеобразующий элемент 6, с которого начинается образование тонких пленочных струй и мелких капель при движении металла к подине отсека сливных патрубков 8. Ковш установлен на трех гидроподъемниках 9, которые обеспечивают любое из возможных положений промежуточного ковша в горизонтальной плоскости. Регулирование поступления металла на вакуумную обработку осуществляется стопором сталеразливочного ковша или калиброванным стаканом при безстопорной разливке металла. 2 ил.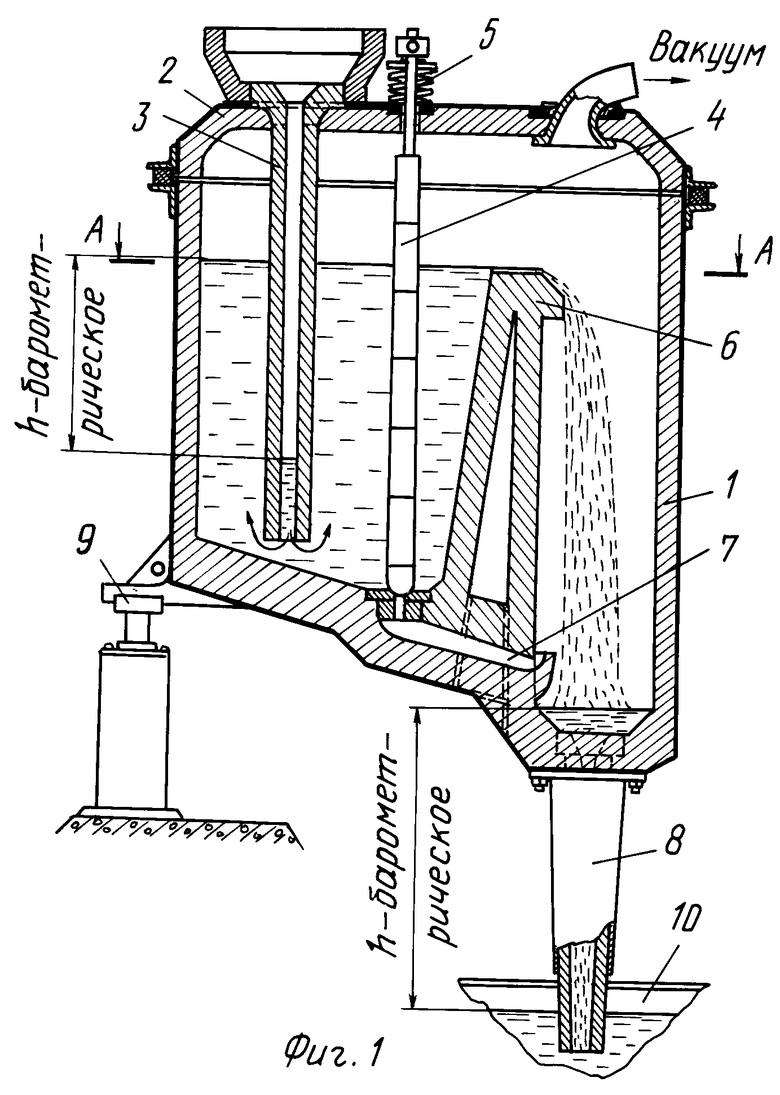
ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ, содержащий футерованный корпус и крышку, герметично соединенные между собой, струеобразующий элемент, приемный и сливные патрубки, стопорное устройство и средства для перемещения ковша, причем на дне корпуса выполнен выступ, отличающийся тем, что струеобразующий элемент выполнен в виде разделительной перегородки, огнеупорная кладка которой расположена на выступе между боковыми стенками корпуса, приемный патрубок расположен в крышке ковша с возможностью формирования барометрического феррозатвора, при этом в основании выступа выполнен сливной канал, выходное отверстие расположено над струеобразующим желобом, выполненным из огнеупорного материала и размещенным на стенке разделительной перегородки, средства для перемещения ковша выполнены в виде трех гидроподъемников, связанных между собой с возможностью работы по одному, по два или тремя одновременно для обеспечения сложного пространственного перемещения ковша.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Промежуточная емкость установки непрерывной разливки стали | 1975 |
|
SU531635A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
