Изобретение относится к металлургической промышленности и применимо к промышленным способам внепечного рафинирования жидкой стали в ковше.
Известен стенд для обработки стали рафинировочными шлаками (SU N 458593, C 21 C 7/00, 30.01.75), содержащий футерованный огнеупором ковш, имеющий под и две полости, заполненные металлом и рафинировочным шлаком, соответственно, сообщенные между собой посредством отверстий, и средство для вращения ковша вокруг своей оси.
Обработка на известном стенде не обеспечивает необходимую очистку стали от неметаллических включений.
Желаемым техническим результатом является увеличение степени рафинирования стали от неметаллических включений, уменьшение потерь тепла.
Желаемый технический результат достигается тем, что ковш снабжен подвесным подом, выполненным из огнеупорных секторов, одним концом закрепленных на огнеупорной кладке, а другим концом опирающихся на боковые стенки, закрепленные в огнеупорной кладке днища ковша, с образованием межподовых фасонных полостей, заполненных рафинировочным шлаком в полости, заполненной металлом над подвесным подом, при этом в подвесном поде выполнены отверстия: центральное, боковые, расположенные вокруг центрального, и отверстия, выполненные по радиусам сочленения всех секторов, через которые шлак дозированно и рассредоточенно поступает в объем металла в ковше за счет разности удельных весов металла и шлака и центробежных сил, причем средство вращения ковша выполнено в виде поворотного стола с приводом реверсивного вращения.
Сущность изобретения заключается в следующем.
В процессе реверсивного вращения ковша, в стесненных, боковыми стенками, фасонных полостях секторов, заполненных определенным объемом шлака, создается принудительное избыточное давление, за счет центробежных сил, направленное в сторону расположения выходных отверстий и по радиусам окружности, и, особо, к одной из боковых сторон полости каждого из секторов. В то же самое время, у выхода из отверстий создается некоторое снижение феростатического давления металла на шлак, вызванное касательным перемещением металла по отношению поверхности площади секторов и площади выходных отверстий. В результате этого обрабатываемый металл захватывает рафинировочный шлак из отверстий и размазывает его по окружности всей площади касания металла с фасонными сегментами. В свою очередь, шлак, стремясь подняться к поверхности объема металла в ковше, перемещается по весьма замысловатому трудно определяемому пути следования, заказанному реверсированием объема металла в ковше, по отношению поверхности площади секторов, что повышает эффективность улавливания газовых и неметаллических включений и их подъема на поверхность металла.
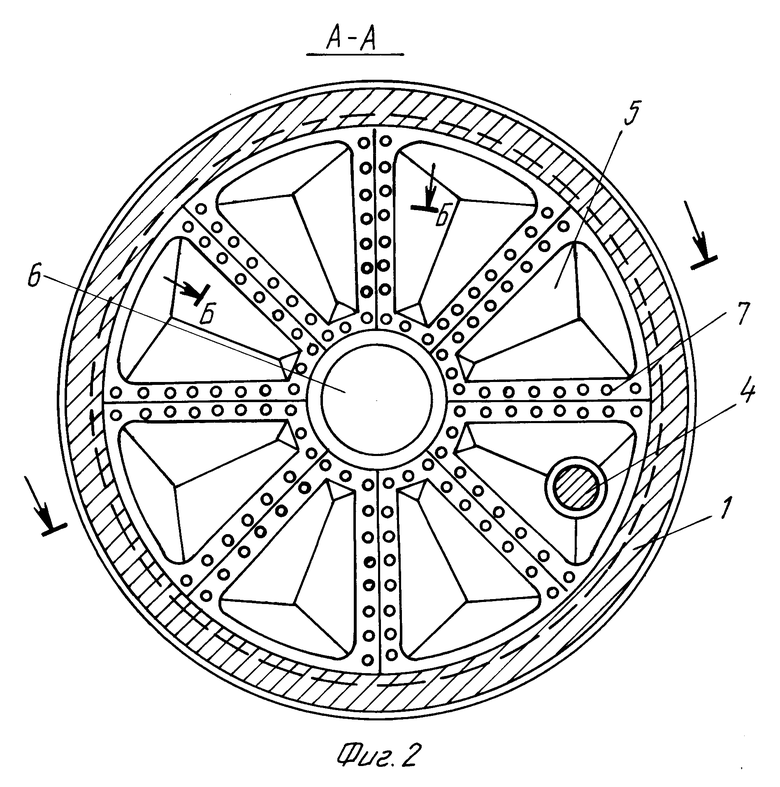
На фиг.1 изображен ковш с подвесным подом в продольном разрезе; на фиг.2 - разрез по линии А-А, на фиг.3 - разрез по линии Б-Б.
Стенд для обработки стали рафинировочными шлаками состоит из футерованного огнеупором ковша 1 (см.фиг.1, 2, 3), подвесного пода 1, образующего фасонные полости 3, заполненные рафинированными шлаками. Ковш снабжен стопорным устройством 4. Подвесной под 2 состоит из секторов 5, по радиусам сочленения всех секторов образовано центральное отверстие 6, отверстия, расположенные вокруг центрального, и отверстия 7, выполненные по радиусам сочленения всех секторов. Центральное отверстие 8 сообщается с каждой из полостей 3. Одним концом подвесной под опирается на боковые стенки 9, а другим - закреплен на огнеупорный кладке. Стенд снабжен приводным поворотным столом, который на чертежах не показан.
Стенд используется следующим образом.
Готовый к работе ковш заполняют рафинированным шлаком, причем немного выше уровня положения сегментов 5. Это позволяет защитить сегменты от струй металла, падающих с высоты. Для того чтобы не усиливать конструкцию сегментов, можно применить специальную промежуточную емкость, подвешенную над или частично в проеме ковша и сливать металл через ряд отверстий. После заполнения ковша рафинировочным шлаком ковш устанавливают на поворотный приводной стол. В то же самое время сталеплавильная печь должна быть готова к выдаче металла для его обработки.
Все тонкости предложенного рафинирования отрабатываются в процессе первых возможностей такого рафинирования стали в ковше. Для этого определяется оптимальный объем рафинированного шлака, оптимальные размеры и количество отверстий в каждом из секторов и количество самих секторов, оптимальная скорость вращения ковша вокруг своей оси и время наступления его реверсирования, оптимальный режим скорости заполнения ковша металлом, при выпуске его из плавильной печи и время отстоя металла перед его разливкой. Один из главных моментов в работе достижения оптимального дробления шлака на струи и мелкие капли, по всему объему обрабатываемого металла, являются умелые действия руководителя участка рафинирования, т.к. конструкция предложенного стенда может использоваться в широких пределах ее возможности, причем в лучшую сторону. Стоит отметить, что при выборе скорости вращения ковша необходимо учитывать центробежные силы, действующие как на расплав металла, так и на расплав шлака, находящегося в стесненных полостях фасонных сегментов. В силу этого поступление шлака в вышенаходящийся объем металла будет зависеть от определенного наличия центробежных сил, действующих как на металл так и на шлак и они будут весьма различными. В первый момент вращения ковша металл некоторое время стоит на месте и не вращается вместе с ковшом, тогда как объем шлака, в фасонных полостях сегмента 5, зажатые с двух сторон боковыми стенками сегментов, начинают вращаться со скоростью вращения ковша и испытывать наличие центробежных сил, от действия этого вращения. Когда же вместе с ковшом, через некоторое определенное время, начинает вращаться и металл, то в этом случае должен помочь опыт - когда необходимо начинать реверсирование ковша? Эти и ряд других тонкостей должны быть учтены и максимально использованы для наращивания опыта в работе рафинирования металла.
Когда шлак равномерно распределится по всему объему металла, то он усиленно стремится подняться к его поверхности и становится инструментом подобно мелкой сетке-цедилке, которая очищает весь объем металла от всех имеющихся в нем неметаллических примесей.
Предложенный стенд выгодно отличается от всех ранее известных и широко применяемых в данное время способов рафинирования металла различными шлаками и их смесями, т.к. степень очистки металла приблизится к ста процентам, если использовать все имеющиеся в предложенном стенде возможности, а они в арсенале предложенной конструкции есть, и могут работать с успехом.

Изобретение относится к металлургической промышленности и применимо к промышленным способам внепечного рафинирования жидкой стали в ковше. Футерованный огнеупором ковш имеет днище и две полости, заполненные металлом и шлаком соответственно. Две полости образуют подвесной под, выполненный из огнеупорных секторов. Одним концом сектора закреплены на огнеупорной кладке днища ковша. Другим концом опираются на боковые стенки. Сектора образуют межподовые фасонные полости, заполненные рафинировочным шлаком. В подвесном поде выполнены отверстия: центральное, боковые, расположенные вокруг центрального, и отверстия, расположенные по радиусам сочленения всех секторов. Средство вращения ковша выполнено в виде поворотного стола с приводом реверсивного вращения. Изобретение позволяет увеличить степень рафинирования металла от неметаллических включений, уменьшить потери тепла. 3 ил.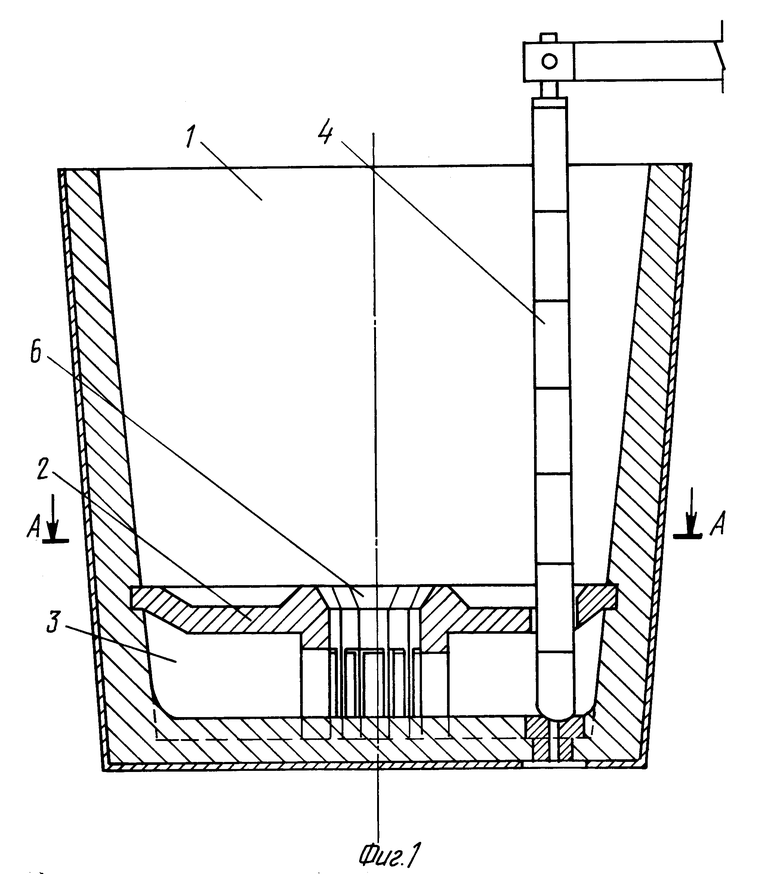
Стенд для обработки стали рафинировочными шлаками, содержащий футерованный огнеупором ковш, имеющий днище и две полости, заполненные металлом и рафинировочным шлаком, соответственно, сообщающиеся между собой посредством отверстий, и средство для вращения ковша вокруг своей оси, отличающийся тем, что ковш снабжен подвесным подом, выполненным из огнеупорных секторов, одним концом закрепленных на огнеупорной кладке, а другим концом опирающихся на боковые стенки, закрепленные в огнеупорной кладке днища ковша, с образованием межподовых фасонных полостей, заполненных рафинировочным шлаком, и полости, заполненной металлом над подвесным подом, при этом в подвесном поде выполнены отверстия: центральное, боковые, расположенные вокруг центрального, и отверстия, выполненные по радиусам сочленения всех секторов, через которые шлак дозированно и рассредоточенно поступает в объем металла в ковше за счет разности удельных весов металла и шлака и центробежных сил, причем средство вращения ковша выполнено в виде поворотного стола с приводом реверсивного вращения.
| Устройство для рафинирования жидкого металла | 1972 |
|
SU458593A1 |
| Устройство для обработки жидкогоМЕТАллА пРиСАдКАМи | 1979 |
|
SU846562A1 |
| Ковш для внепечной обработки расплавов | 1977 |
|
SU682568A1 |
| Конструкционная сталь | 1974 |
|
SU500284A1 |
| US 4140522 A, 20.02.79 | |||
| US 3934862 A, 27.01.76. | |||
