Изобретение относится к металлургической промышленности и применимо к промышленным способам и технологическому оборудованию для внепечного рафинирования стали.
Многочисленные технологические схемы внепечного рафинирования стали включают в себя обработку металла жидкими печными и синтетическими шлаками и их смесями.
Кроме активности компонентов шлака, степень завершенности процессов шлакового рафинирования стали находится в прямой связи с развитием контактной реакционной поверхности металл-шлак. При интенсивном перемешивании шлака с металлом их капли вступают в интенсивной массообмен, очищая металл от растворенных и взвешанных примесей. Для этого металл из плавильной печи выпускают с возможно более мощной струей, не менее 10 т/мин, а затем продувают металл в разливочном ковше инертным газом или производят электромагнитное перемешивание металла в промковше.
Однако все эти многочисленные приемы не обеспечивают полноценную очистку стали от неметаллических примесей, чем снижается количество всех выплавляемых сталей.
В обычных производственных условиях жидкую сталь из рабочего пространства плавильных печей выпускают в сталеразливочный ковш по сталевыпускному сварному или литому, футерованному огнеупором желобу. Для быстрого схода жидкой стали и конечного шлака желобы устанавливают с уклоном или крепят к выпускной плите шарнирно для регулирования его уклона. При необходимости примеряют скиммерные заслонки, устанавливаемые на желобе, с помощью которых производится отсекание печного шлака для ограничения попадания его в сталеразливочный ковш.
Влияние сталевыпускного желоба известных конструкций на улучшение рафинирования стали в процессе перемещения ее по каналу желоба практически нулевое. Однако сталевыпусные желобы необходимы как транспортное средство для перемещения металла из одной металлоемкости в другую металлоемкость, но не более.
Наиболее близким по технической сущности и достигаемому результату является сталевыпускной желоб для смешивания стали с рафинировочным шлаком, содержащий металлический футерованный огнеупором кожух с основным каналом, начальный прямолинейный участок подины которого выполнен приподнятым в сравнении с остальным продолжением подины и образует порог с каналом для подвода рафинировочного шлака, расположенным поперек направления основного канала и соединенным с каналом для приема рафинировочного шлака [1]
Недостатком известного желоба является низкая эффективность смешивания рафинировочного шлака с потоком металла на желобе и невозможность получения в результате смешивания шлакометаллической эмульсии.
Задачей изобретения является осуществление в процессе ввода рафинировочного шлака в поток металла на желобе диспергирования шлака по всему объему смешивания до шлакометаллической эмульсии.
Процесс рафинирования металла шлаком осуществляют в емкости, куда поступает шлакометаллическая эмульсия. Следует особо отметить, что в результате смешивания металла с рафинировочным шлаком до шлакометаллической эмульсии происходит очень хорошее усреднение химического состава и температуры в объеме сталеразливочного ковша, что обеспечивает получение слитков высокой однородности.
Поставленная задача решается благодаря тому, что сталевывыпускной желоб для смешивания стали с рафинировочным шлаком, содержащий футерованный огнеупором металлический кожух с основным каналом, начальный прямолинейный участок подины которого выполнен приподнятым в сравнении с остальным продолжением подины и образует порог с каналом для подвода рафинировочного шлака, расположенным поперек направления основного канала и соединенным с каналом для приема рафинировочного шлака, снабжен регулирующими устройствами для изменения рабочего сечения его канала и изменения его уклона, а также сливной воронкой, выполненной в виде футерованной огнеупором чаши, расположенной со смещением в сторону от боковой прямолинейной стенки желоба на размер радиуса футерованной чаши воронки, при этом порог выполнен с козырьком, канал для подвода рафинировочного шлака выполнен переходящим в щелевое отверстие и расположен под козырьком, канал для приема рафинировочного шлака выполнен в виде ответвления на желобе, канал участка желоба, расположенного ниже за порогом, выполнен со сближением боковых стенок и оканчивается в полости сливной воронки.
Предложенная конструкция желоба позволяет обеспечить не только ввод рафинировочного шлака под поток металла, выпускаемого из плавильного агрегата, но и обеспечить на всем пути его следования по желобу дополнительное многократное интенсивное перемешивание разнородным жидких сред. Предварительное смешивание осуществляется за счет изменения сечения среднего участка канала желоба, увеличивающего скорость потока смеси в прямом и поперечном направлениях, выполненного со смещением его боковых стенок. Стесненный участок желоба оканчивается в полости сливной воронки, где дополнительно к приращению скорости потока смеси смесь получает вращательное движение по кругу воронки, которое затем при опускании смеси на выход из воронки переходит во вращательное движение типа спирали. В таком сложном вращательном движении шлакометаллическая смесь сливается в промежуточную металлоемкость для отстоя смеси и процесса рафинирования.
Все основные размеры узлов желоба и сливной воронки определяют в зависимости от выбранной производительности желоба, способной свободно пропустить через все узлы желоба необходимое количество металла и, в том числе, рафинировочного шлака.
Для смешивания металла с рафинировочным шлаком желоб крепится к выпускной плите плавильного агрегата шарнирно, а для регулирования изменения скорости течения металла по участкам длины желоба применяют скиммерные заслонки.
При переливах металла из ковша в ковш желоб крепится к носку одного из ковшей шарнирно, с возможностью регулирования изменения его уклона и местоположения приемной чашки желоба под металловыпускным отверстием в металлоемкости во время наклона плавильной печи или промковша для слива стали.
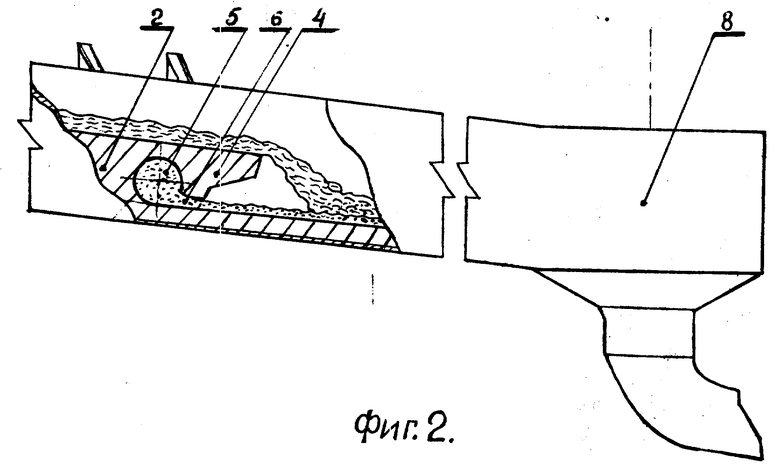
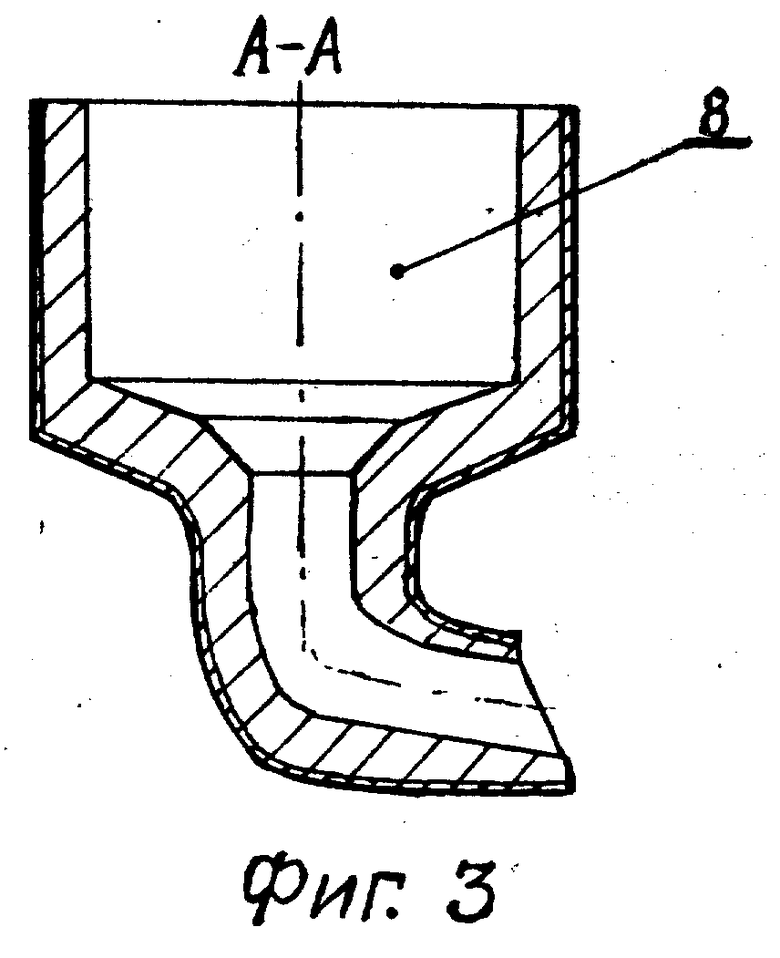
На фиг. 1 показан общий вид части предложенного желоба, с частичным вырезом подошвы над порогом с козырьком, расположенных в начальной части желоба; на фиг. 2 желоб с боковой стороны и с частичным вырезом его боковой стенки, для лучшего показа конструкции порожистой части желоба; на фиг. 3 - воронка, продольный разрез.
Сталевыпускной желоб состоит из металлического корытообразного каркаса 1, футерованного огнеупорным материалом 2. Прямолинейный канал желоба снабжен ответвлением 3 от основного желоба. Начальная часть огнеупорной кладки подины желоба приподнята и образует порог с козырьком 4, под которым выполнен поперечный, направлению движения металла шлакоподводящий канал 5, продолжающийся на выходе щелевым питателем 6, которые соединяются с отверстием желоба 3. За порогом прямолинейный участок желоба переходит в стесненный боковыми стенками желоба участок желоба 7, продолжение которого заканчивается сливной воронкой 8, смещенной в сторону на размер радиуса футерованной чаши от прямой боковой стенки желоба. Стыковка и крепление желоба с плавильной печью или сталеразливочным ковшом не показаны, т.к. они могут иметь ряд различных решений в силу нестандартности их конструкций.
Сталевыпускной желоб работает следующим образом.
Смешивание стали с рафинировочным шлаком осуществляется путем одновременной подачи стали по основному каналу желоба 1 и подачи рафинировочного шлака по каналу в ответвлении 3 основного желоба. Подача стали и рафинировочного шлака по своим каналам осуществляется в определенной пропорции, предусмотренной технологической нормой.
Первоначальное смешивание стали с рафинировочным шлаком начинается непосредственно за порогом с козырьком 4, когда на слой шлака, поступающего из щелевого питателя 6, накладывается слой падающей с порога стали. При падении более тяжелого металла на менее тяжелый шлак происходит первичное их смешивание. По пути движения уже некоторой смеси в стесненный участок и в стесненном участке продолжается перемешивание двух разнородных жидких сред. И когда эта смесь попадает в чашу сливной воронки, то она некоторое время интенсивно вращается по замкнутому кругу чаши воронки, продолжая интенсивно смешивается. Продолжая вращаться, часть смеси попадает в сливной канал воронки, где она многократно закручивается спиралью, и в таком же виде падает из воронки на плотную поверхность расплава смеси в промежуточном или сталеразливочном ковше. При падении закрученной спиралью струи с достаточной для набора скорости высоты и ударе ее о плотную бурлящую поверхность в ковше полученная ранее уже плотная смесь металла и шлака превращается в шлакометаллическую эмульсию.
Следует особо отметить, что в результате активного принудительного смешивания стали и рафинировочного шлака на всех этапах движения расплава по желобу в разливочный ковш, происходит очень хорошее усреднение химического состава и температуры в объеме сталеразливочного ковша. Это обеспечивает получение слитков однородности и чистоты по инородным неметаллическим включениям.
Подготовка печного и синтетического шлаков производится в обычном порядке. Для удобства подачи рафинировочного шлака в приемную чашу отростка на основном желобе оборудуют специальную площадку, оснащенную соответствующим оборудованием для наклона ковша и совмещения его сливного носка с приемной чашей отростка.
Для удобства ремонта желобов их иногда изготавливают съемными, на что не требуется особых затрат времени и средств.
Изготовление конструкции предложенного желоба также не требует особых усилий и затрат. Он может быть изготовлен службой текущих ремонтов плавильного участка.
К изложенному выше стоит отметить, что в результате предложенного дополнительного рафинирования стали на сталевыпускном желобе, качество стали за счет снижения неметаллических включений, усреднения химического состава и температур поднимается на должную высоту, которая не может быть достигнута по любой из известных схем внепечного рафинирования стали в настоящее время.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2071977C1 |
| СТЕНД ДЛЯ ОБРАБОТКИ СТАЛИ РАФИНИРОВОЧНЫМИ ШЛАКАМИ | 1997 |
|
RU2130497C1 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 1991 |
|
RU2025200C1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |
| Устройство для выпуска металла из стационарной печи и отсечки шлака | 1987 |
|
SU1575042A1 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ МЕТАЛЛА ИЗ СОДЕРЖАЩИХ ОКСИДЫ ЖЕЛЕЗА МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2548871C2 |
| Съемный трехручьевой сталевыпускной желоб | 1982 |
|
SU1116287A1 |
| Способ выпуска расплава из подового сталеплавильного агрегата | 1983 |
|
SU1135766A1 |
Изобретение относится к металлургической промышленности и применимо к промышленным способами технологическому оборудованию для внепечного рафинирования стали. В предложенной конструкции желоб содержит корытообразный каркас, футерованный огнеупорным материалом. К прямолинейному каналу желоба примыкает в виде ответвления канал для подвода рафинировочного шлака. Начальная часть огнеупорной кладки подины желоба выполнена приподнятой в сравнении с остальным продолжением подины и образует порог с козырьком. Под козырьком выполнен поперечный направлению движения металла шлакоподводящий канал. Этот шлакоподводящий канал служит для подвода рафинировочного шлака, расположен под козырьком и выполнен переходящим в целевое отверстие. За порогом прямолинейный участок желоба выполнен со сближением боковых стенок и оканчивается в полости сливной воронки. Сливная воронка выполнена в виде футерованной огнеупором чаши. Воронка расположена со смещением в сторону от боковой прямолинейной стенки желоба на размер радиуса футерованной чаши воронки. Конструкция позволяет осуществлять активное принудительное смешивание стали и рафинировочного шлака на всех этапах движения расплава по желобу в разливочный ковш. Хорошее усреднение химического состава и температуры в объеме сталеразливочного ковша обеспечивает получение слитков высокой однородности чистоты по неметаллическим включениям. 3 ил.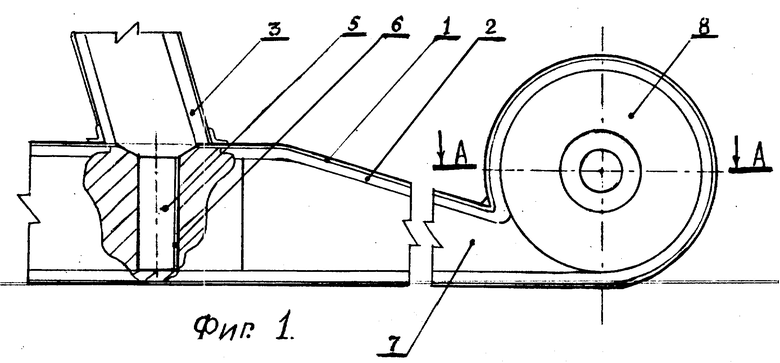
Сталевыпускной желоб для смешивания стали с рафинировочным шлаком, содержащий огнеупором футерованный металлический кожух с основным каналом, начальной прямолинейный участок подины которого выполнен приподнятым в сравнении с остальным продолжением подины и образует порог с каналом для подвода рафинировочного шлака, расположенным поперек направления основного канала и соединенным с каналом для приема рафинировочного шлака, отличающийся тем, что желоб снабжен регулирующими устройствами для изменения рабочего сечения его канала и изменения его уклона, а также сливной воронкой, выполненной в виде огнеупором футерованной чаши, расположенной со смещением в сторону от боковой прямоугольной стенки желоба на размер радиуса футерованной чаши воронки, при этом порог выполнен с козырьком, канал для подвода рафинировочного шлака выполнен переходящим в целевое отверстие и расположен под козырьком, канал для приема рафинировочного шлака выполнен в виде ответвления на желобе, канал участка желоба, расположенного ниже за порогом, выполнен со сближением боковых стенок и оканчивается в полости сливной воронки.
| SU, авторское свидетельство, 934182, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
