(46) 30.01.92. Бюл. К 4
(21)4102501/02
(22)22.07.86
(72) В.И.Лоэенко, С.С.Лопаткин, Ю.Б.Липояецкий, Ю.А.Караннк, В.А.Ефимов, В.Ф.Минин, В.М.Макаренко, В.П.Романов, В.П.Кораблин, В.Л.Нусатенко, Н.П.Пухальский и П.И.Овчаров
(53)621.74.043(088.8)
(54)ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ВиЮНАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВ- ЛЕИИЕМ
(57) Изобретение относится к литейяо- ну производству, в частности к получению отливок литым выжиманием с кристаллизацией под давлением. Линия дпя получеиия отливок содержит повс- ротиый стол 4 дпя транспортировки форм 20, заливо шые устройства 2 и 3 с камерами выжимания 18 и формами 20, кантователь I, осуществляющий поворот заливочных устройств вокруг горизонтальной и вертикальной осей на угол 180°. В заливочиое устройство 2 манипулятором 13 устанавливается камера 18 выжимания с залитым металлом. Заливка формы 20 осуществляется выплавляемым стержнем 19. Заливочное устройство кантуется на 180 вокруг горизонтальной оси и жидкий металл стержня сливается в металлоприемник. В то же время из заливочного устройства 3 форма 20 с отливкой передается на noBopOTHbdt стол 4, который последовательно передает формл ка следующие позиции: извлечение отливки (III), очистка формы (IV), нагрев формы в устройстве 7 (V), наиесеиие защитного покрытия на форьш (VI), установка выплавляемого стержня (VII),
контроль VOpKOil (VlII) . 2 З.П. ф-ЛЫ,
3 ил.
г
(/
с
Изобретение о лносится к литейному
1ФОИЭВОДСТВУ ,
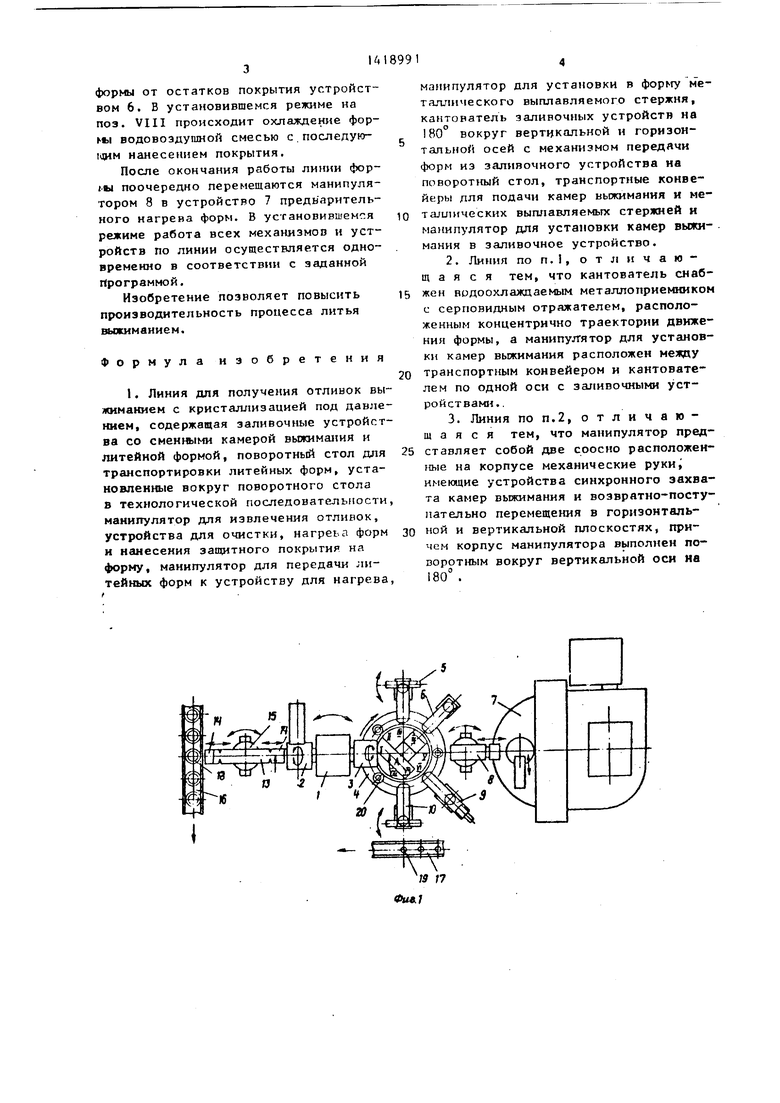
На фиг.1 предстанлена линия, ппан; на фиг,. - разрез Л-Л ла фиг.1; на фиг.З - вид К на фиг./ .
Пиния содерж11т ка)1тоиатель I с заливочными vcipoftcTnaMH 2 и 3, пово- poTHbif ТОП , росемь позиций, на которых осуществляются спе- дукпаде TexHo.Horiiuer.Kiie операции .
I- перемещение форюл со стола 4 поочередно в тя-тив 1ч 1ые устройства 2 и 3 и обратно;
II- остывание OTJUiUKu;
III иэьлечепие. .чинки;
IV- fcHVipeifHeft понер ;иос ти формы от остатк1; 1 заяип Ного покрытия;
Vпередача форм из нагреватель- ной лечи на поноротньа стол и обратно;
VI- нанесение защитного покрытия VIT эапроссоыка н форму выплавляемо с алюгяиАлсуого ...гержия;
111 - контроль формы.
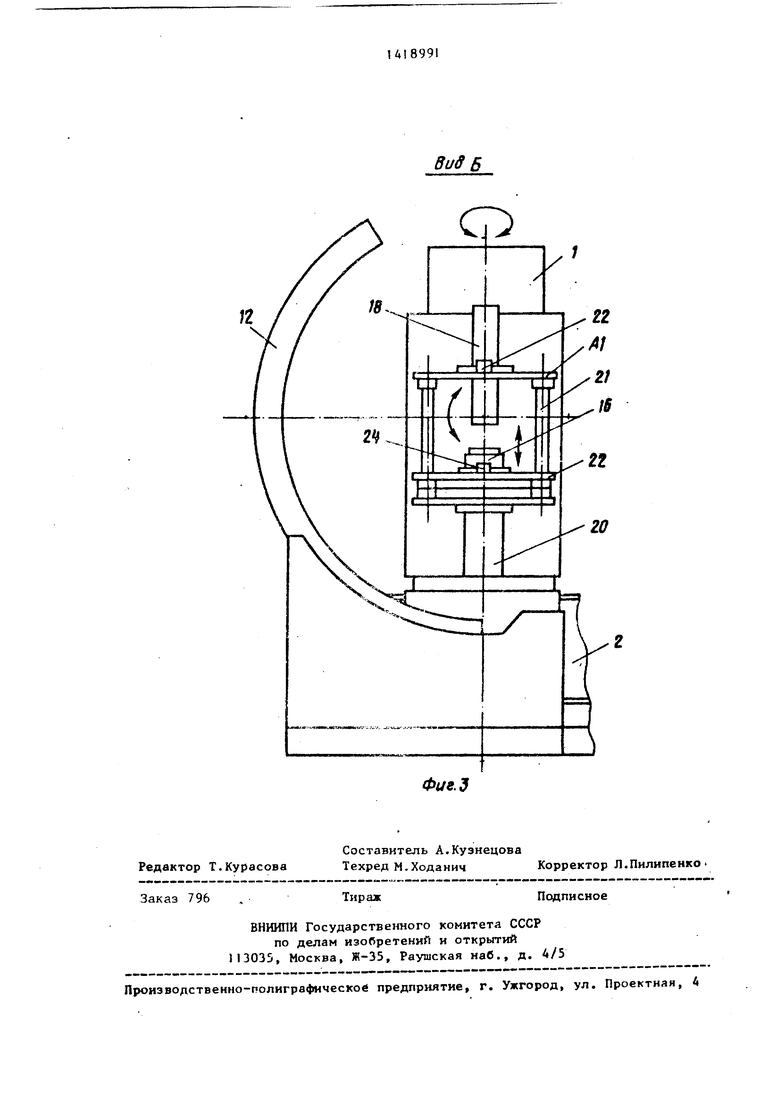
Вокруг гюпоротиогп стола установлены в .MOJiorH4ecKuii иоследователь- HOcTi ..чято) 1 гшя извлечения OTJiiiBOK, рой.;тво 6 для очистки форс1. устройство 7 ;у1я члгрева форм, манииупятор 8 AJIH перемещения форм со стола 4 в устрейство 7 для нагрева, устройст-во 9 Д.-1Я охлаждения форм и нанесения теплозащитного покрытия, манипулятор 10 для запрессовки в форму выллав.пяемого металлического стержня. Кантователь I имеет гидропривод воззратио-поступательиого поворота корпуса BOKpvr вертикальной оси не угол 180, а каждое эапииочно-раздь- лительное устройство имеет тдиаиду- альнмй привод возвратно-поступательного попорота вокруг горизонтальной оси на угол 180°. Кантователь i снаб жен водооу.лаждаем(,1м мет алло приемником 11 (фиг,2) с серповидным отражателем. 12 (фиг.З). По одной оси с заливочными устройствами 2 и 3 и кантователем 1 установлен манипулятор 13, KOTOV bifl содержит две симметрично расположенные механические руки 14 с устройствами синхронного захвата камер выжимания, иоэвратно-поступа- тельного перемещения в горизонталь- ной и вертикальной плоскостях и привод поворота корпуса )5 манипулятора вокруг вертикальной оси на угол 580 .Пиния снабжена транспортными кониггйе
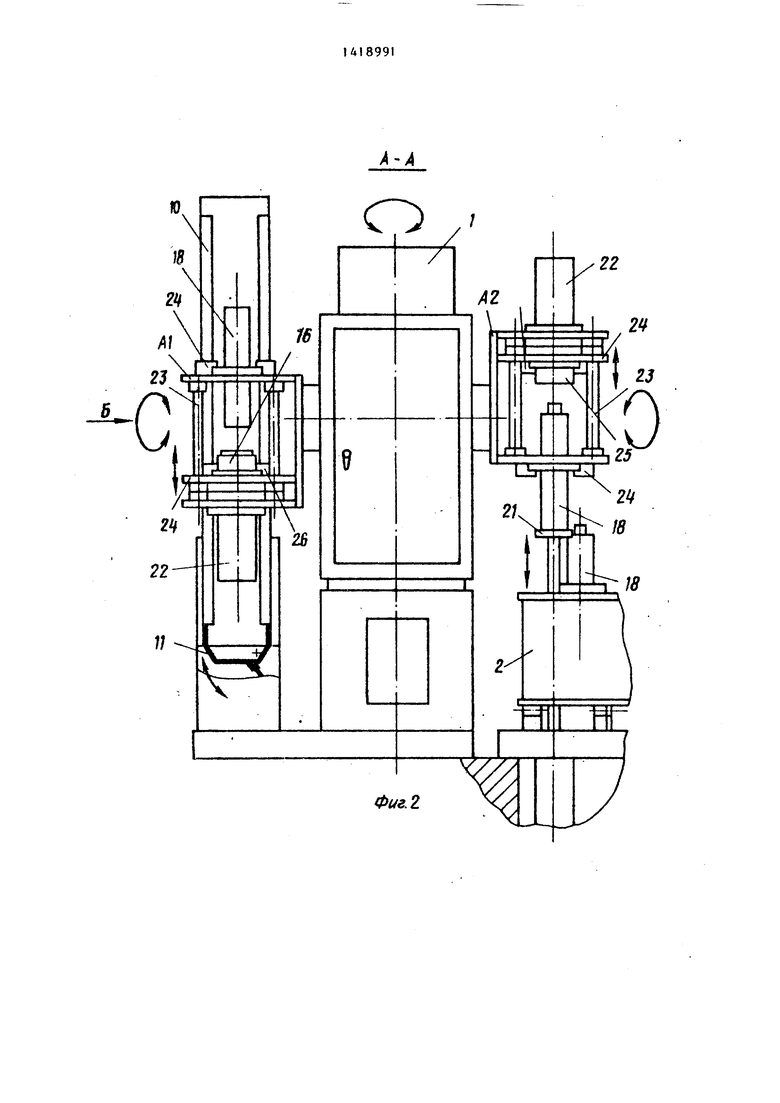
рами 6 и 17 соответственно для подачи капер 18 вьпкимания и стержней 19. На поворотном столе 4 установлено восемь форм 20. Кантователь I и стол ч объединены механизмом 21 перемещения форм (фиг,2), Заливочные устройства 2 и 3 оборудованы силовым гид- poHwisii poM 22 (фиг.2), направляющими колонками 23, подвижной плитой 4, фиксаторами 25 камер выжимания и фиксаторами 26 форм 2.
Линия для получения отливок выжиманием с кристаллизацией под давле- шен работает гледукхцим образом.
При запуске линии вначале смены нагретые формы 20 из устройства 7 предварительного нагрева форм манипулятором 8 подаются Г10очередно на по.4, V поворотного стола 4 и переме- рдаются на позицию VI, где происходит операция нанесения тешгозащитного покрытия на внутреннюю поверхность форм 20. Далее линия работает в установившемся режиме. На поз. VII манипулятор 10 запрессовывает стержень 19 н форму 20. На ноз. I производит- (:я перемещение формы 20 с отливкой из заливочного устройства на поворотный стол 4 и подготовленной к заливке - со стола ;з заливочное устройство. Согласно программе в другом заливочном устройстве при помощи ма- чипулятора 13 происходит замена отработанной камеры выжимания на камеру вьшимания с жидким металлом и пуансоном, осуществляется процесс выжимания жидкого металла из камеры 18 выжимания в форму 20. При этом алюминиевый стержень формирует внутреннюю поверхность отливки, воспринимает на себя часть тйпла кристаллизации и расплавляется, собираясь в полости отливки. Для слива алюминия заливочное уотройс ; во поворачивается вокруг горизонтальной сои на угол 180 (по технологическим требованиям поворот осуществляется с угловой силой), выб- расына,.тся на отргшатель 12 и металл С1.ивается в металлоприемник 1 I . Одновременно при помоти гидроцилиндра 22 гП Оисходит разделение отливки с лит- Ш1КОВЫМ остатком в камере выжимания и поворот на пози7;ию I, где осуществляется перемещение формы 20 с отливкой на поБоротный стол 4. На поэ. III происходит кзвпечеьие отливки манипу- jiHTOpOM 5, На поз. IV осуществляется счистка нну г-знией поверхности
формы от остатков покрытия устройством 6. в установившемся режиме на поэ. VIII происходит охлаждего1е фор- кы водовоэдушной смесью с.последую- iJHM нанесением покрытия.
После окончания работы линии фор- 1-ы поочередно перемещаются манипулятором 8 в устройство 7 предварительного нагрева форм. В установившемся режиме работа всех механизмов и устройств по линии осуществляется одно- временно в соответствии с заданной Программой.
Изобретение позволяет повысить
производительность процесса литья вьокиманием.
Формула изобретения
I, Линия для получения отлинок выжиманием с кристаллизацией под давлением, содержащая заливочные устройства со сменными камерой выжимания и литейной формой, поворотный стол для транспортировки литейных форм, установленные вокруг поворотного стола в технологической последовательности манипулятор для извлечения отливок, устройства для очистки, нагреьа форм и нанесения защитного покрытия на форму манипулятор для передачи ли- тейньсх форм к устройству для нагрева
манипулятор для установки в форму металлического выплавляемого стержня, кантователь заливочных устройств на 180° вокруг вертикальной и горизонтальной осей с механизмом передачи форм из заливочного устройства на поворотный стол, транспортные конвейеры для подачи камер выжимания и ме- тшшнческих выплавляемых стержней и манипулятор для установки камер выжимания в заливочное устройство.
2.Линия по п.I, отличающаяся тем, что кантователь снабжен врдоохлаждаемым металлоприемником с серповидным отражателем, расположенным концентрично траектории движении формы, а манипуяятор для установки камер выжимания расположен между транспортным конвейером и кантователем по одной оси с Зс1ливочными устройствами..
3.Линня по п.2, отличающая с я тем, что манипулятор представляет собой две соосно расположенные на корпусе механические руки имеющие устройства синхронного захвата камер выжимания и возвратио-посту- пательно перемещения в горизонтальной и вертикальной плоскостях, причем корпус манипулятора выполнен поворотным вокруг вертикальной оси на 180.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Устройство для получения отливок литьем с кристаллизацией под давлением | 1981 |
|
SU1008962A1 |
| Устройство для получения отливок выжиманием с кристаллизацией под давлением | 1988 |
|
SU1734940A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2305612C2 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312738C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2009012C1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Способ получения отливок с полостями из черных сплавов выжиманием | 1973 |
|
SU448069A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
SJ NО
f Y I Г - I
О О
I -ш
э
J3 17
;2
Редактор Т.Курасова
Составитель А.Кузнецова
Техред м.Ходанич Корректор Л.Пилипенко.
Заказ 796
Тираж
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Buff Б
Ф1/е.У
Подписное
