Изобретение относится к ремонтному производству, а конкретно к восстановлению изношенных деталей, и предназначено для восстановления внутренней поверхности гильз цилиндров двигателей внутреннего сгорания.
Известен способ восстановления наружной поверхности гильз цилиндров, включающий очистку поврежденной гильзы, определение площади поврежденной поверхности, после чего вырезают заготовку из стального листа или рулона ленты толщиной 0,3 мм, длина должна перекрывать поврежденный участок гильзы; после чего на ремонтируемый участок гильзы накладывают ленту и приваривают к поврежденной детали [1].
Известен способ восстановления внутренней поверхности гильз цилиндров, заключающийся в растачивании внутренней поверхности гильзы на вертикальном алмазно-расточном станке на ремонтный размер с последующим хонингованием [2].
Недостатком указанного способа является невозможность восстановления гильз при износе внутренней рабочей поверхности более 35 мм.
Известен способ восстановления внутренней поверхности гильз цилиндров, заключающийся в измерении зоны износов, шлифовании ее на специальном бесцентровом внутришлифовальном станке на увеличение внутреннего диаметра гильзы на ремонтный размер с последующим хонингованием [3].
Недостатком известного способа является невозможность ремонта гильз при износе внутренней рабочей поверхности, превышающем допустимый ремонтный размер.
Предлагаемый способ восстановления внутренней поверхности гильз цилиндров внутреннего сгорания позволяет увеличить процент повторно используемых гильз, так как появляется возможность ремонтировать гильзы при износе внутренней поверхности, превышающем 0,4 мм.
Способ восстановления внутренней поверхности гильз цилиндров внутреннего сгорания включает измерение зоны износов, после чего на наружной поверхности гильзы от верхней кромки делают проточку на длину, превышающую на 5. ..10 мм длину износов внутренней поверхности гильзы, вытачивают ремонтную стальную втулку, конфигурация и размеры которой соответствуют уделяемому участку гильзы, ремонтную втулку напрессовывают с натягом на подготовленный участок гильзы, затем внутреннюю и наружную поверхности обрабатывают под номинальные размеры.
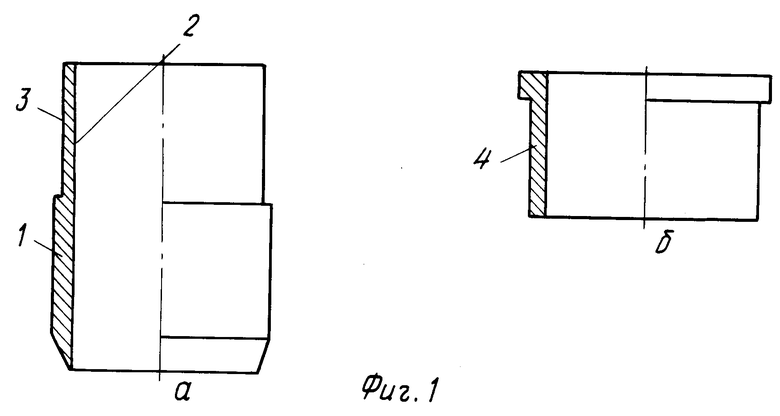
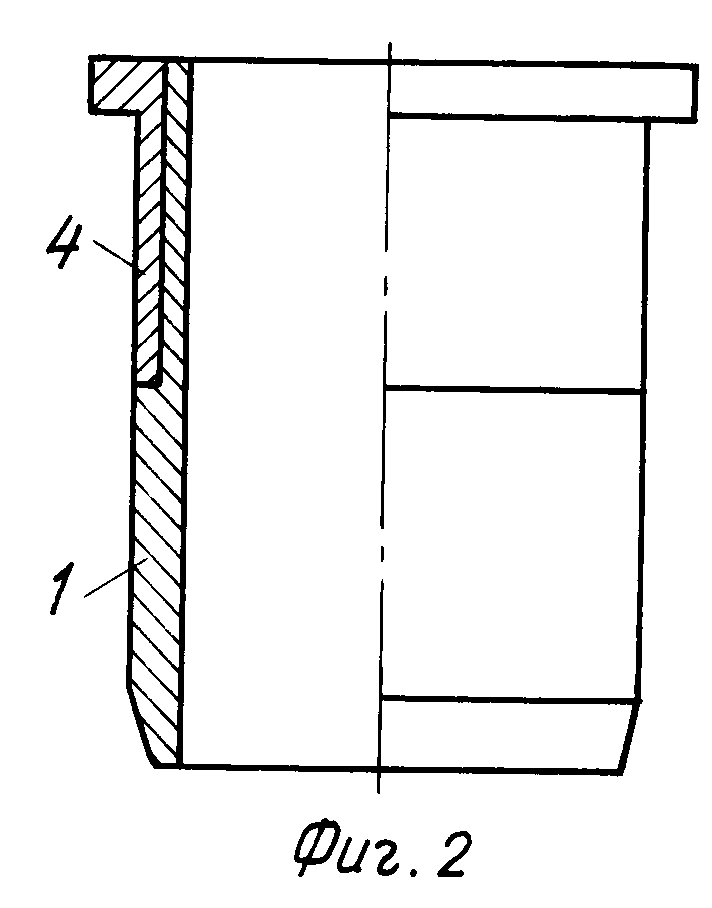
На фиг. 1а, б представлены соответственно гильза и ремонтная втулка на подготовительной стадии; на фиг. 2 - гильза, прошедшая восстановительный ремонт.
Способ осуществляется следующим образом. Измеряют зону износов 1 внутренней рабочей поверхности гильзы 2, на наружной поверхности которой от верхней кромки делают проточку 3 на длину, на 5...10 мм превышающую зону износов внутренней рабочей поверхности гильзы. Глубина проточки не должна превышать 0,5 толщины стенки гильзы. Вычитают ремонтную стальную втулку 4, конфигурация которой соответствует удаляемому участку гильзы. Внутренний диаметр втулки 4 и наружный диаметр проточенной части гильзы 2 подбирают с учетом допуска на прессовую посадку.
Наружную поверхность втулки вытачивают с допусками на последующую доводку до номинальных размеров гильзы после операции напрессовки. Изготовленную втулку 4 нагревают до 300...400оС и насаживают на подготовленный участок гильзы. При охлаждении втулки происходит обжим гильзы, за счет чего восстанавливается внутренний диаметр гильзы. В заключение обрабатывают внутреннюю и наружную поверхности гильзы под номинальные размеры.
Использование: ремонтное производство, восстановление изношенных деталей. Сущность изобретения: на наружной поверхности гильзы выполняют проточку, на 5...10 мм превышающую зону износов внутренней рабочей поверхности. На подготовленный участок гильзы напрессовывают с натягом ремонтную втулку, восстанавливающую конфигурацию и размеры гильзы. Наружную и внутреннюю поверхности обрабатывают до номинальных размеров. Способ обеспечивает возможность восстановления гильз цилиндров при износе рабочей поверхности более 0,4 мм. 2 ил.
СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ, включающий измерение зоны износов, отличающийся тем, что на наружной поверхности гильзы от верхней кромки делают проточку, на 5 - 10 мм превышающую зону износов внутренней поверхности гильзы, вытачивают ремонтную стальную втулку, конфиругация и размеры которой соответствуют удаляемому участку гильзы, ремонтную втулку напрессовывают с натягом на подготовленный участок гильзы, после чего наружную и внутреннюю поверхности обрабатывают до номинальных размеров.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Там же, с.138. | |||
