Изобретение относится к ремонтному производству, а конкретно к восстановлению изношенных деталей, и предназначено для восстановления внутренней поверхности гильз цилиндров двигателей внутреннего сгорания.
Известен способ восстановления наружной поверхности гильз цилиндров, включающий очистку поврежденной гильзы, определение площади поврежденной поверхности, после чего вырезают заготовку из стального листа или рулона ленты толщиной 0,5 мм, лента должна перекрывать поврежденный участок гильзы; после чего на ремонтируемый участок гильзы накладывают ленту и приваривают к поврежденной детали [1].
Известен способ восстановления внутренней поверхности гильз цилиндров, заключающийся в растачивании внутренней поверхности гильзы на вертикальном алмазно-расточном станке на ремонтный размер с последующим хонингованием [2].
Недостатком указанного способа является невозможность восстановления гильз при износе внутренней рабочей поверхности более максимально допустимого.
Известен способ восстановления внутренней поверхности гильз цилиндров, заключающийся в измерении степени ее износа, шлифовании ее на специальном бесцентровом внутришлифовальном станке на увеличение внутреннего диаметра гильзы на ремонтный размер с последующим хонингованием [3].
Недостатком известного способа является невозможность ремонта гильз при износе внутренней рабочей поверхности, превышающем допустимый ремонтный размер.
Предлагаемый способ восстановления внутренней поверхности гильз цилиндров двигателей внутреннего сгорания позволяет увеличить процент повторно используемых гильз и производить восстановительный ремонт рабочей поверхности гильз всех типов двигателей.
Согласно предлагаемому способу восстановления внутренней поверхности гильз цилиндров на наружной поверхности гильзы от нижнего торца делают проточку на длину не менее трех размеров опорного буртика, вытачивают стальную ремонтную втулку, внутренний диаметр которой равен внутреннему диаметру проточенной части гильзы, в внешние размеры и конфигурация соответствуют конфигурации и размерам верхней части гильзы, ремонтную втулку напрессовывают с натягом на подготовленный участок гильзы, после чего наружную поверхность гильзы от верхнего торца обтачивают под номинальные размеры изначальной нижней части гильзы, а посадочные пояски гильзы шлифуют до номинальных размеров.
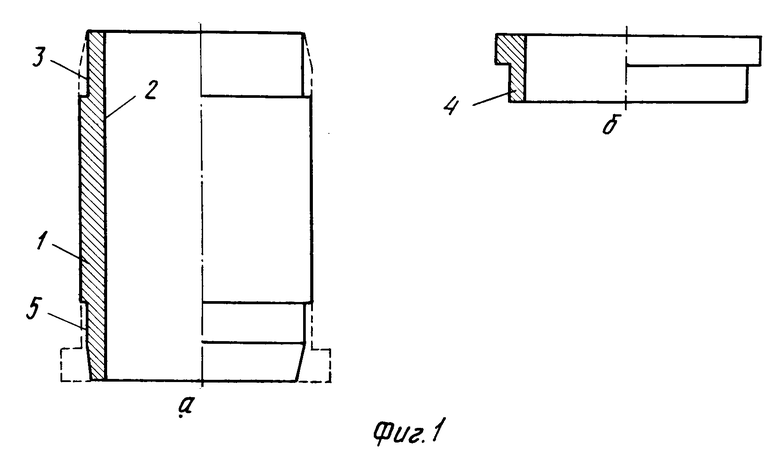
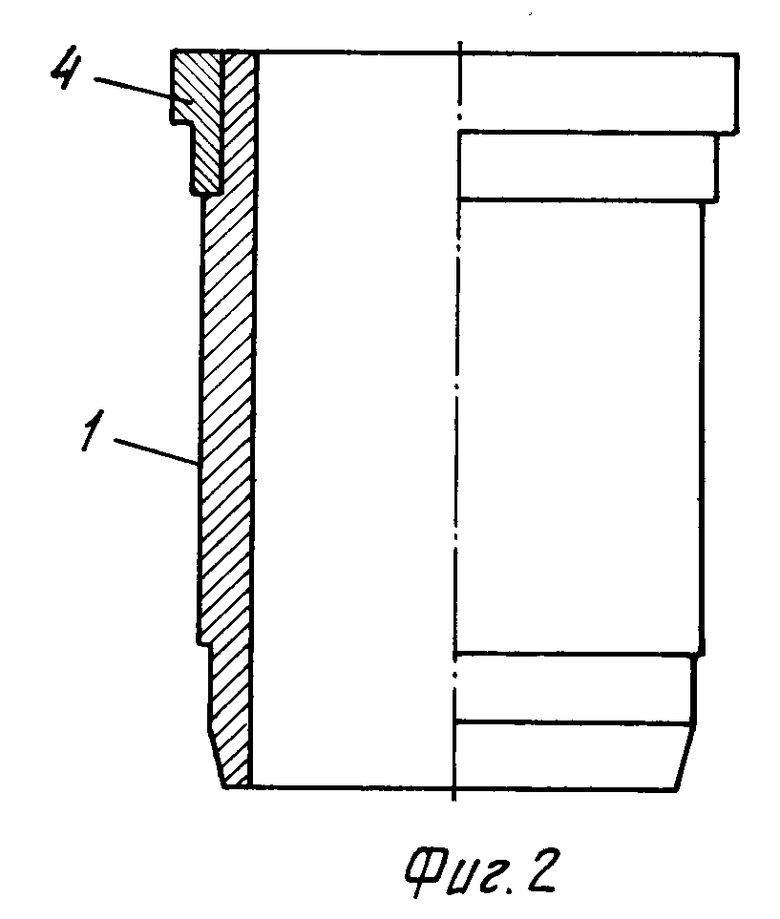
На фиг.1а, 1б представлены соответственно гильза и ремонтная втулка на подготовительной стадии; на фиг.2 - гильза, прошедшая восстановительный ремонт.
Способ осуществляется следующим образом. В зону максимальных давлений рабочего процесса вводят практически неизношенную нижнюю часть внутренней рабочей поверхности 2 гильзы 1, для чего гильзу переворачивают на 180o и производят необходимые для восстановления геометрии гильзы ремонтные операции. На наружной поверхности гильзы от нижнего торца (на фиг.1а гильза изображена в перевернутом виде) делают проточку 3 на длину не менее трех размеров опорного буртика, глубина которой не должна превышать половины толщины стенки гильзы.
Изготавливают ремонтную стальную втулку 4, внешние размеры и конфигурация которой соответствуют размерам и конфигурации верхней части ремонтируемой гильзы (на фиг.1а пунктирная линия). Внутренний диаметр ремонтной втулки и наружный диаметр проточенной части гильзы подбирают с учетом допуска на прессовую посадку. Ремонтную втулку нагревают до 300...400oC и насаживают на подготовленный участок гильзы.
После охлаждения ремонтной втулки 4 шлифуют посадочные пояски до номинальных размеров. Наружную поверхность гильзы от верхнего торца обтачивают под номинальные размеры изначальной нижней части (пунктирная линия на фиг. 1а), в результате чего получают конфигурацию нижней части гильзы 5.
Сущность изобретения: предлагаемый способ обеспечивает возможность восстановления гильз при износе рабочей поверхности, превышающем допустимый. В зону максимальных давлений рабочего процесса вводят практически неизношенную нижнюю часть внутренней рабочей поверхности гильзы, для чего гильзу переворачивают на 180° и производят необходимые для восстановления операции. 2 ил.
СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ, включающий операцию шлифования, отличающийся тем, что на наружной поверхности гильзы со стороны нижнего торца выполняют кольцевую проточку шириной не менее трех размеров опорного буртика, вытачивают стальную ремонтную втулку, внутренний диаметр которой соответствует наружному диаметру проточки, а внешние конфигурация и размеры соответствуют конфигурации и размерам верхней части гильзы, ремонтную втулку напрессовывают с натягом на участок гильзы с проточкой, после чего наружную поверхность гильзы со стороны верхнего торца обтачивают под номинальные размеры изначальной нижней части гильзы, а посадочные пояски гильзы шлифуют до номинальных размеров.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Там же, с.138. | |||
