Изобретение относится к области станкостроения и может быть использовано при проектировании зубодолбежных станков.
Известны зубодолбежные станки для обработки зубчатых колес в условиях обката зуборезным долбяком. Наиболее близким по технической сущности является станок, выполненный в металле, содержащий привод поступательно-возвратного движения штосселя долбяка, привод круговых подач, гидроцилиндры ускоренного перемещения и врезания продольного стола, на котором установлен делительный стол, соединенный цепью обката со штосселем долбяка, и устройство управления приводами. Последнее включает реверсивные золотники, соединяющие гидроцилиндры с гидростанцией и управляемые электромагнитами, соединенными с блоком питания, установленные на продольном столе упоры и соответствующие им путевые переключатели, первый из которых соответствует исходному положению продольного стола, второй - началу врезания, третий - окончанию врезания, и счетчик, установленный на делительной паре делительного стола. При многопроходной обработке зубчатых колес в пределах пути врезания количество проходов задается упорами, установленными на ползушке и управляющими совместно со счетчиком группой реле, переключающих электромагниты реверсивного золотника врезания.
Недостаток известного станка - невозможность устранения затирания зубьев долбяка при его свободном ходе, что является причиной снижения размерной стойкости долбяка. Объясняется это тем, что при высоких скоростях резания, которые используются при многопроходной обработке, штоссель и делительный стол в движении обката из-за длинной кинематической цепи привода круговых подач запаздывают при отслеживании закона управления скоростью обката, зафиксированного на кулачковом механизме. В итоге закон управления, задаваемый кулачком в виде программы управления для обработки без затирания, смещается во времени относительно теоретического цикла прохождения зоны обработки зубом долбяка. Вследствие этого затирание при свободном ходе не устраняется. Кроме того, при изменении режимов резания и геометрических параметров долбяка и нарезаемого колеса необходимо изменять закономерность отслеживания закона управления. Следовательно, по прототипу необходимо иметь большое количество сменных кулачков, что повышает стоимость обработки зубчатых колес.
Цель изобретения - повышение размерной стойкости долбяка за счет устранения затирания при многопроходной обработке.
Цель достигается тем, что зубодолбежный станок, содержащий продольный стол, на котором установлен делительный стол, гидроцилиндры ускоренного перемещения и врезания продольного стола и устройство управления, включающее управляемые электромагнитами, соединенными с блоком питания реверсивные золотники, соединяющие гидроцилиндры с гидростанцией, установленные на продольном столе упоры и соответствующие им путевые переключатели, первый из которых соответствует исходному положению продольного стола, второй - началу врезания, третий - окончанию врезания, и счетчик, установленный на делительной паре делительного стола, снабжен тремя ключами, пятью триггерами, четырьмя элементами И, двумя элементами НЕ, двумя элементами ИЛИ и устройством для формирования сигнала управления количеством проходов. Электромагниты реверсивного золотника, управляющего гидроцилиндром ускоренного перемещения, соединены с выходами первого и второго ключей. Электромагниты реверсивного золотника, управляющего гидроцилиндром врезания, соединены с выходами второго и третьего ключей. Аналоговые входы ключей соединены с блоком питания, а управляющие входы ключей - с выходами соответственно первого, второго, третьего триггеров, первый вход первого триггера соединен с выходом первого элемента И, соединенного первым входом с путевым переключателем, соответствующим началу врезания и вторым входом через первый элемент НЕ с выходом второго триггера. Первый вход второго триггера соединен с путевым переключателем, соответствующим исходному положению продольного стола. Второй вход этого триггера соединен с выходом второго элемента И, первый вход которого соединен с выходом счетчика, а второй вход - с путевым переключателем, соответствующим окончанию врезания. Первый вход третьего триггера соединен с выходом первого элемента ИЛИ, соединенного первым входом с выходом четвертого элемента И, оба входа которого соединены с выходами устройства для формирования сигнала управления количеством проходов, и вторым входом - с выходом четвертого триггера, входы которого соединены с путевыми переключателями, соответствующими исходному положению и окончанию врезания. Второй вход третьего триггера соединен с выходом третьего элемента И, соединенного первым входом через второй элемент НЕ с выходом четвертого триггера и вторым входом с выходом второго элемента ИЛИ, один вход которого соединен с путевым переключателем, соответствующим началу врезания, а второй вход - с выходом счетчика. Входы пятого триггера соединены соответственно с выходом счетчика и с выходом первого элемента ИЛИ, а выход этого триггера - с входом счетчика. Устройство для формирования сигнала управления количеством проходов выполнено в виде последовательно соединенных тензометрического моста, дифференциального усилителя и ограничителя. Тензодатчики тензометрического моста закреплены на делительном столе. Выход ограничителя соединен с первым входом четвертого элемента И и электромеханического ключа, кулачок которого кинематически связан с ведущим звеном кулисного механизма. Электрический вход соединен с блоком питания, а электрический выход - с вторым входом четвертого элемента И.
При таком выполнении станка при каждом врезании, предшествующем проходу, вектор подачи, равный геометрической сумме подачи врезания и круговой подачи, отклоняется в сторону заготовки. При возникновении явления затирания, которое фиксируется тензометрическим мостом, из его сигнала-аналога формируется сигнал отключающий через третий триггер движения врезания. В итоге последующий проход будет осуществляться с круговой подачей, меньшей геометрической сумме подач. Это является условием, обеспечивающим выполнение прохода без затирания. Данное условие является граничным. В итоге обеспечивается оптимальная величина пути врезания на каждом проходе при любой круговой подаче и, следовательно, оптимальное число проходов при конкретной круговой подаче, обеспечивающее обработку без затирания. Включение очередного врезания осуществляется после совершения заготовкой полного оборота после отключения предшествующего врезания посредством сигнала, снимаемого со счетчика, через другой вход третьего триггера.
При анализе известных технических решений в области зубообработки не обнаружены решения, в которых формирование цикла многопроходной обработки без затирания выполнено также как в предлагаемом объекте. Это позволяет утверждать, что объект обладает существенными отличиями.
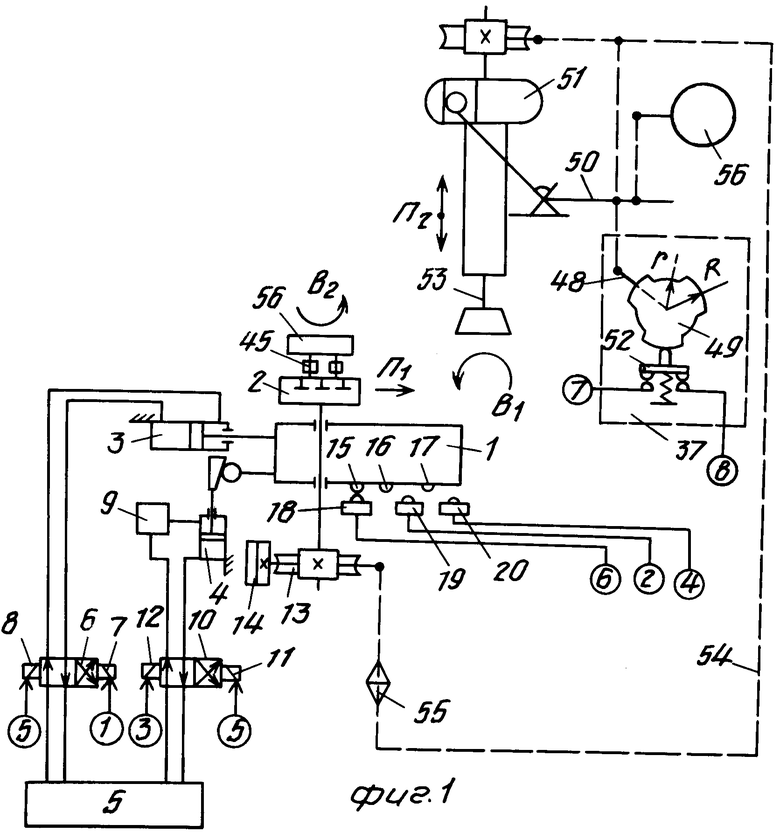
На фиг. 1 представлена схема приводов станка; на фиг. 2 - блок-схема устройства управления циклом врезания.
Продольный стол 1, на котором смонтирован делительный стол 2, оснащен гидроцилиндром ускоренного перемещения 3 и гидроцилиндром врезания 4. Гидроцилиндр ускоренного перемещения 3 соединен с гидростанцией 5 посредством реверсивного золотника 6, управляемого электромагнитами 7 и 8. Гидроцилиндр врезания 4 соединен с гидростанцией 5 посредством регулятора 9, предназначенного для задания подачи врезания, и реверсивного золотника 10, управляемого электромагнитами 11 и 12.
На делительной паре 13 делительного стола установлен счетчик 14, предназначенный для отсчета одного оборота делительного стола на этапах профилирования. В качестве счетчика может быть применен типовой электромеханических счетчик, используемый в зубодолбежных станках, например модели 5122. На продольном столе 1 установлены упоры 15, 16, 17, контактирующие с путевыми переключателями соответственно 18, 19, 20. Первый путевой переключатель соответствует исходному положению продольного стола, второй - началу врезания, третий - окончанию этапов врезания.
Электромагниты 7 и 8 реверсивного золотника 6 соединены с выходами ключей соответственно первого 21 и второго 22. Электромагниты 11 и 12 реверсивного золотника 10 соединены с выходами ключей соответственно второго 22 и третьего 23. Аналоговые входы ключей 21, 22, 23 соединены с блоком питания 24, а управляющие входы - с выходами триггеров соответственно первого 25, второго 26, третьего 27.
Первый вход (в случае применения RS-триггеров первый вход - R, второй вход - S) первого триггера 25 соединен с выходом элемента ИЛИ 28, соединенного одним входом с выходом первого элемента И 29, а другим входом - с блоком 30 начальной установки триггеров. Первый вход первого элемента И 29 соединен с путевым переключателем 19, а второй вход - через первый элемент НЕ 31 с выходом второго триггера 26. Второй вход триггера 25 предназначен для пуска схемы посредством сигнала управления.
Первый вход второго триггера 26 соединен с выходом элемента ИЛИ 32, у которого один вход соединен с путевым переключателем 18, а другой вход - с блоком 30 начальной установки триггеров. Второй вход второго триггера 26 соединен с выходом второго элемента И 33. Первый вход этого элемента И соединен с выходом счетчика 14, а второй вход - с путевым переключателем 20.
Первый вход третьего триггера 27 соединен с выходом элемента ИЛИ 34, соединенного одним входом с блоком 30 начальной установки триггеров, а другим входом - с выходом первого элемента ИЛИ 35. Первый вход этого элемента соединен с выходом четвертого элемента И 36, оба входа которого соединены с устройством 37 для формирования сигнала управления количеством проходов, а второй вход - с выходом четвертого триггера 38. Второй вход третьего триггера 27 соединен с выходом третьего элемента И 39, у которого первый вход соединен через второй элемент НЕ 40 с выходом триггера 38, а второй вход - с выходом второго элемента ИЛИ 41. Один вход этого элемента ИЛИ соединен с путевым переключателем 19, а второй - с выходом счетчика 14. Первый вход четвертого триггера 38 соединен с выходом элемента ИЛИ 42, соединенного одним входом с блоком 30 начальной установки триггеров, и другим входом - с конечным выключателем 18, второй вход - с конечным выключателем 20. Первый вход пятого триггера 43 соединен с выходом элемента ИЛИ 44, у которого один вход соединен с блоком 30 начальной установки триггеров, а другой - с выходом счетчика 14. Второй вход этого триггера соединен с выходом первого элемента ИЛИ 35, а выход соединен с входом счетчика 14.
Устройство 37 состоит из двух блоков. Первый блок содержит тензометрический мост, состоящий из датчиков 45, установленных на делительном столе 2 станка. Конструктивно возможно различное выполнение тензометрического моста. Например, он может быть смонтирован на оправке для закрепления детали или инструмента. Может быть использовано типовое устройство, например основание универсального динамометра, используемое при исследовании сил резания.
Выходы тензометрического моста соединены с входами дифференциального усилителя 46, выход которого через ограничитель 47 соединен с первым входом четвертого элемента И 36.
Второй блок выполнен в виде электромеханического ключа 48, содержащего кулачок 49, кинематически связанный с ведущим звеном (приводным валом) 50 кулисного механизма 51,и микропереключатель 52, контактирующий с кулачком. Электрический вход ключа 48 соединен с блоком питания 24, а электрический выход - с вторым входом четвертого элемента И 36.
Профиль кулачка 49 очерчен чередующимися дугами радиусов R и r. Разность радиусов равна величине хода кнопки микропереключателя 52. Передаточное отношение кинематической связи вал 50 - кулачок 49 равно 1/K, где К - количество пар дуг обоих радиусов на кулачке. Конструктивно ключ 48 может быть иным, например фотоэлектрическим.
Станочное зацепление делительный стол 2 - штоссель 53 выполнено в виде кинематической цепи 54, включающий гитару зубчатых колес 55.
Привод станка (поступательно-возвратное движение П2 и движение обката В1В2) осуществляется от электродвигателя 56.
Станок работает следующим образом.
Заготовку 56 устанавливают на делительном столе. Посредством регулятора 9 устанавливают подачу врезания. Регулировкой положения упоров 15, 16, 17 устанавливают исходное положение стола, обеспечивающее непрерывное повторение цикла, и суммарную величину врезания, превышающую высоту зубьев нарезаемого колеса на величину безударного врезания. Затем схема включается под напряжение. Под воздействием сигнала с блока 30, например при нажатии кнопки, на первые входы триггеров поступает сигнал, устанавливающий их в исходное состояние.
Цикл работы схемы начинается после подачи на второй вход триггера 25 управляющего потенциала Р. В итоге на выходе триггера устанавливается сигнал, открывающий ключ 21, который посредством электромагнита 7, перемещает из нейтрального положения плунжер реверсивного золотника 6. Поток масла, поступающий из гидростанции 5 через золотник в полость цилиндра 3 обеспечивает ускоренное перемещение П1 продольного стола 1 в точку, соответствующую началу врезания.
При набегании упора 16 на путевой переключатель 19 на последнем появляется сигнал, который поступает на первый вход первого элемента И 29, открытого по второму входу. На выходе элемента И 29 образуется сигнал, который, поступая на первый вход триггера 25, сбрасывает с его выхода сигнал. Первый ключ 21 отключает электромагнит 7 реверсивного золотника 8, и ускоренное перемещение продольного стола 1 прекращается.
Одновременно сигнал с путевого переключателя 19 включает привод движений П2 и В1В2. Одновременно через второй элемент ИЛИ 41 и открытый по первому входу третий элемент И 39 сигнал с путевого переключателя 19 поступает на второй вход третьего триггера 27. Сигнал, устанавливающийся на выходе этого триггера, открывает по управляющему входу третий ключ 23, который посредством электромагнита 12 перемещает плунжер реверсивного золотника 10. Поток масла через этот золотник поступает в полость гидроцилиндра 4 врезания, сообщающего продольному столу подачу врезания в движении П1.
В результате воздействия сигнала с путевого переключателя 19 на схему, одновременно с профилированием заготовки осуществляется врезание на часть припуска.
В процессе резания устройство 37 непрерывно при свободном ходе долбяка контролирует момент возникновения затирания при достижении определенной величины врезания. При этом электромеханический ключ 48 синхронно со свободным ходом долбяка вырабатывает потенциал, открывающий четвертый элемент И 36 по второму входу. Тензометрический мост фиксирует момент появления затирания в виде сигнала-аналога момента силы этого явления. Этот сигнал после прохождения дифференциального усилителя 46 и ограничителя 47 поступает через четвертый элемент И 36 и первый элемент ИЛИ 35 на первый вход третьего триггера 27 и на второй вход пятого триггера 43.
Сигнал, появившийся на первом входе триггера 27, сбрасывает сигнал на его выходе. В итоге ключ 23 отключает электромагнит 12 золотника 10, который перекрывает поток масла через гидроцилиндр 4, и движение врезания прекращается. Одновременно сигнал, появившийся на втором входе пятого триггера 43, устанавливает на его выходе сигнал, включающий счетчик 14.
В течение полного оборота делительного тосла 2 осуществляется первый проход профилирования заготовки, что отслеживается счетчиком 14. По завершении обоpота на выходе счетчика появляется сигнал, который поступает на первый вход пятого триггера 43 и через второй элемент ИЛИ 41 и открытый по первому входу третий элемент И 39 - на второй вход третьего триггера 27. На выходе триггера 43 сигнал сбрасывается, и счетчик 14 отключается. На выходе триггера 27 устанавливается сигнал, который открывает ключ 23 по управляющему входу. В итоге реверсивный золотник 10 включает гидроцилиндр 4, который сообщает продольному столу 1 врезание для следующего прохода.
На очередном этапе врезания устройство 37 отслеживает момент возникновения затирания и при его появлении вырабатывает сигнал, переключающий схему, останавливая врезания и т.д. На последнем этапе врезания упор 17 набегает на путевой переключатель 20. Сигнал с выхода этого переключателя открывает по второму входу второй элемент И 33 и одновременно, поступая на второй вход четвертого триггера 38, устанавливает на его выходе сигнал, который через второй элемент НЕ 40 закрывает по первому входу третий элемент И 39.
Сигнал с выхода четвертого триггера 38 через первый элемент ИЛИ 35 поступает на первый вход третьего триггера 27, сбрасывая сигнал с его выхода. В итоге третий ключ 23 через золотник 10 прекращает движение врезания. Одновременно сигнал с выхода четвертого триггера 38 поступает на второй вход пятого триггера 43, устанавливая на его выходе сигнал, включающий счетчик 14.
На последнем проходе счетчик 14 отслеживает полный оборот делительного стола 2, по завершении которого сигнал со счетчика 14 поступает на первый вход пятого триггера 43 и через открытый по второму входу второй элемент И 33 - на второй вход второго триггера 26. На выходе пятого триггера 43 сигнал сбрасывается, и счетчик 14 выключается.
На выходе второго триггера 26 устанавливается сигнал, который через первый элемент НЕ 31 закрывает по второму входу первый элемент И 29 и одновременно поступает на управляющий вход второго ключа 22. В итоге срабатывают электромагниты 8 и 11 реверсивных золотников 6 и 10, которые изменяют направление потока масла в гидроцилиндрах 3 и 4. Продольный стол 1 под воздействием гидроцилиндра 3 ускоренно перемещается в направлении исходного положения. При этом ползушка гидроцилиндра 4 также перемещается в исходное положение. Одновременно с реверсированием движения продольного стола выключается электродвигатель 56 движений профилирования.
При движении продольного стола в исходное положение упор 15 набегает на путевой переключатель 18. Сигнал с его выхода поступает на первые входы второго 26 и четвертого 38 триггеров, сбрасывая сигналы с их выходов. В итоге снимается сигнал с управляющего входа второго ключа 22, обеспечиваются электромагниты 8 и 11 реверсивных золотников 6 и 10, и продольный стол 1 останавливается в исходном положении.
После смены заготовки на второй вход триггера 25 подается управляющий потенциал, и цикл обработки повторяется.
Заявляемый станок по сравнению с прототипом обеспечивает возможность повысить размерную стойкость долбяка за счет устранения затирания при многопроходной обработке. На этапах врезания, выполняемых одновременно с круговой подачей, регистрируются момент появления затирания посредством устройства, фиксирующего момент силы, вызываемой этим явлением, и формирование из него электрического сигнала, осуществляющего переключения в схеме управления циклом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
| Зубодолбежный станок | 1990 |
|
SU1734984A1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1988 |
|
SU1565649A2 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| Устройство для синхронизации приводов зубодолбежного станка | 1986 |
|
SU1328156A1 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |

Использование: в станкостроении. Сущность изобретения: станок содержит продольный стол, на котором установлен делительный стол с закрепленным на его делительной паре счетчиком. В приводе врезания продольного стола используются гидроцилиндр ускоренного перемещения и гидроцилиндр врезания, управляемые посредством реверсивных золотников. Цикл работы станка задается упорами и устройством для формирования сигнала управления количеством проходов, которые осуществляют переключения в схеме управления, содержащей три ключа, пять триггеров, четыре элемента И, два элемента НЕ, два элемента ИЛИ. Устройство для формирования сигнала управления количеством проходов включает два управляющих блока. Первый блок содержит электромеханический ключ, открывающий по второму входу четвертый элемент И при холостом ходе долбяка. Второй блок содержит тензометрический мост, тензодатчики которого закреплены на делительном столе. Этот мост фиксирует момент времени возникновения затирания и сообщает сигнал-аналог момента силы этого явления в схему управления через четвертый элемент И для прекращения очередного врезания. 2 ил.
СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ, включающим в себя делительный стол, установленный на продольном столе, гидроцилиндр ускоренного перемещения продольного стола, гидроцилиндр врезания продольного стола, штоссель долбяка с приводом его поступательно-возвратного движения, в котором расположен кулисный механизм, содержащая реверсивные золотники, соединяющие соответствующие гидроцилиндры с гидростанцией и связанные с электромагнитами, соединенными с блоком питания, установленные на продольном столе упоры и соответствующие им путевые переключатели, счетчик, установленный на делительной паре делительного стола, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена тремя ключами, пятью триггерами, четырьмя элементами И, двумя элементами НЕ, семью элементами ИЛИ и устройством для формирования сигнала управления количеством проходов, при этом электромагниты реверсивного золотника, управляющего гидроцилиндром ускоренного перемещения, соединены с выходами первого и второго ключей/ электромагниты реверсивного золотника, управляющего гидроцилиндром врезания, соединены с выходами второго и третьего ключей, аналоговые входы первого, второго и третьего ключей соединены с блоком питания, управляющие входы первого, второго и третьего ключей соединены с входами соответственно первого, второго и третьего триггеров, первый вход первого триггера соединен с выходом первого элемента ИЛИ, у которого первый вход соединен с выходом первого элемента И, соединенного первым входом с путевым переключателем, соответствующим началу врезания, и вторым входом через первый элемент НЕ - с выходом второго триггера, второй вход первого триггера является управляющим, первый вход второго триггера соединен с выходом второго элемента ИЛИ, у которого первый вход соединен с путевым переключателем, соответствующим исходному положению продольного стола, второй вход второго триггера соединен с выходом второго элемента И, первый вход которого соединен с выходом счетчика, а второй вход - с путевым переключателем, соответствующим окончанию врезания, первый вход третьего триггера соединен с выходом третьего элемента ИЛИ, соединенного первым входом с выходом четвертого элемента ИЛИ, у которого первый вход соединен с выходом третьего элемента И, а второй вход - с выходом четвертого триггера, второй вход третьего триггера соединен с выходом четвертого элемента И, соединенного первым входом через второй элемент НЕ с выходом четвертого триггера, а вторым входом - с выходом пятого элемента ИЛИ, у которого первый вход соединен с путевым переключателем, соответствующим началу врезания, а второй вход - с выходом счетчика, первый вход четвертого триггера соединен с выходом шестого элемента ИЛИ, соединенного первым входом с путевым переключателем, соответствующим исходному положению продольного стола, второй вход четвертого триггера соединен с путевым переключателем, соответствующим окончанию врезания, первый вход пятого триггера соединен с выходом седьмого элемента ИЛИ, у которого первый вход соединен с выходом счетчика, второй входя пятого триггера соединен с выходом четвертого элемента ИЛИ, выход пятого триггера соединен с входом счетчика, вторые входы первого, второго, третьего, шестого и седьмого элементов ИЛИ соединены с блоком начальной установки триггеров, при этом устройство для формирования сигнала управления количеством проходов выполнено в виде последовательно соединенных тензометрического моста, дифференциального усилителя и ограничителя, причем тензодатчики тензометрического моста закреплены на делительном столе, а выход ограничителя соединен с первым входом третьего элемента И и электромеханического ключа, кулачок которого кинематически связан с ведущим звеном кулисного механизма, электрический вход соединен с блоком питания, а электрический выход соединен с вторым входом третьего элемента И.
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
