Изобретение относится к литейному производству, а именно к регенерации литейных песков преимущественно после изготовления отливок по газифицируемым моделям.
При изготовлении отливок по газифицируемым пенополистироловым моделям в результате термодеструкции модели при взаимодействии с жидким металлом образуется значительное количество газов, главным образом стирол и его производные. Основная часть вредных веществ сгорает на выходе из формы либо удаляется вакуум-насосом, а часть оседает в песке, что делает невозможным повторное использование песка без регенерации.
Известен способ регенерации литейных песков, реализованный в устройстве, представляющем собой кожухотрубный реактор, по трубному пространству которого движется регенерируемый песок, а в межтрубном пространстве расположен катализатор для термокаталитического дожигания вредных газов при 450-500оС. Проходя через реактор, песок нагревается до 200-300оС, и на выходе из него удаляют с помощью вакуума вредные газы, которые направляют в межтрубное пространство, где их термокаталитически дожигают.
Несмотря на высокую эффективность регенерации песка известный процесс сложен и требует специального дорогостоящего оборудования.
Известен способ термической регенерации литейных песков, который предусматривает термообработку отработанной формовочной смеси в печи с кипящим слоем при 600-900оС и последующее ее охлаждение в холодильнике с подпором снизу, при этом тепловую энергию нагретой смеси используют для подогрева смеси, поступающей на регенерацию. Нагрев смеси происходит путем контактирования "через стенку".
Недостатком известного способа являются значительные энергозатраты, а также то, что при обжиге песка, содержащего стирол и его производные, не удается обезвредить их в обжиговой печи, так как они удаляются из песка уже при 200-300оС, что делает невозможным контактирование при 800-900оС в зоне кипящего слой и нейтрализацию их.
Целью изобретения является снижение энергозатрат и уменьшение выбросов вредных веществ в атмосферу с дымовыми газами.
Указанная цель достигается тем, что в способе термической регенерации отработанной формовочной смеси преимущественно после изготовления отливок по газифицируемым моделям, включающем высокотемпературный нагрев с последующим использованием тепла обожженного песка для нагрева отработанной формовочной смеси, согласно изобретению, высокотемпературному нагреву подвергают часть регенерированного песка, который после нагрева смешивают с регенерируемой отработанной формовочной смесью, а выделившиеся при смешении вредные газы используют для высокотемпературного нагрева песка; высокотемпературному нагреву подвергают 25-50% регенерированного песка.
В отличие от обычных формовочных смесей на песчано-смоляной основе пески после изготовления отливок по газифицируемым моделям содержат в основном стирол и его производные (бензол, толуол, α-толуиловый альдегид, ацетофенол). При нагреве таких песков уже при 200оС начинается интенсивное выделение этих вредных веществ, а при 300оС газовыделение практически полностью заканчивается. Обезвреживание ароматических углеводородов происходит при 850-900оС.
Техническая сущность изобретения заключается в том, что при смешивании песка, нагретого до 800-900оС с регенерируемой смесью, полученной от газификации пеномодели, общая температура песчаной смеси достигает 200-300оС. Выделившиеся при этом вредные ароматические соединения направляют в топку обжиговой печи, где при 900-1000оС они сгорают до углекислого газа и воды с выделением тепла. Поступивший в обжиговую печь песок после регенерации практически не содержит вредных веществ, и происходит лишь сгорание при высокой температуре сажи с поверхности зерен песка до углекислого газа. Для достижения температуры регенерируемого песка 200-300оС необходимо, чтобы количество песка, поступающего в обжиговую печь, составило 20-50%.
П р и м е р 1 (для сравнения). В вертикально расположенную обжиговую печь, нагретую до 900оС, сверху засыпали 50 г отработанной формовочной смеси, взятой после получения литья по газифицируемой модели. Содержание вредных веществ в отработанной формовочной смеси было следующим, мг/кг: толуол 2,0; стирол 53; бензальдегид 18; α-толуиловый альдегид 4,0; бензиловый спирт 30; ацетофенол 4,0. Нагревали смесь 10 мин в токе воздуха, подаваемого снизу в печь со скоростью 1 л/мин. Содержание вредных веществ в отходящих газах было, мг/м3: толуол 1,5; стирол 41; α-толуиловый альдегид 3,0; бензиловый спирт 2,3; бензальдегид 15; ацетофенол 3,4; оксид углерода 250. Обожженный при 900оС песок (50 г) смешивали с 200 г свежей отработанной формовочной смеси в двухгорлой колбе с теплоизолированными стенками. Проводили продувку песчаной смеси сжатым воздухом при постоянном перемешивании. Конечная температура песка после смешивания составила 180оС. Отходящие газы подавали в трубчатую печь, нагретую до 900оС, заполненную кварцевым песком (50 г). Скорость подачи отходящих газов 1 л/мин. На выходе из трубчатой печи вредные вещества отсутствовали. После продувки песка в течение 5 мин определяли содержание вредных веществ в отходящих газах до трубчатой печи. Был обнаружен в следовых количествах только стирол. В регенерированном песке практически не обнаружены вредные вещества.
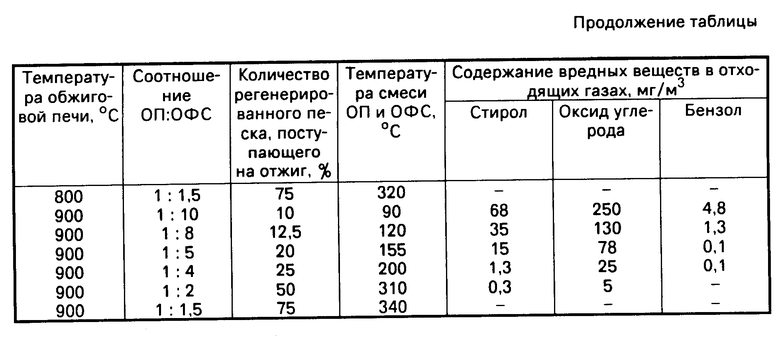
П р и м е р 2. Регенерированный после обработки по примеру 1 песок в количестве 50 г загружали сверху в обжиговую печь, нагретую до 900оС. Снизу в печь подавали воздух со скоростью 1 л/мин. Содержание вредных веществ в отходящих из печи газов было следующим, мг/м3: стирол 0,6; оксид углерода 25; остальные вредные вещества в газах отсутствовали. Отожженный песок (ОП) смешивали с 150 г свежей отработанной формовочной смеси в двухгорлой теплоизолированной колбе. Проводили продувку песчаной смеси воздухом 1 л/мин при постоянном встряхивании колбы. Отходящие газы направляли в обжиговую печь, нагретую до 900оС, где находился регенерированный по примеру 1 песок. На выходе из печи в отходящих газах содержалось, мг/м3: стирол 1,3; оксид углерода 65; бензол, бензальдегид, толуол, α-толуиловый альдегид и ацетофенол содержались в количествах менее 0,1 мг/м3.
Дополнительно аналогично примеру 2 были проведены опыты по определению оптимального соотношения ОП и отработанной формовочной смеси (ОФС), поступающих на регенерацию. В таблице приведены результаты опытов.
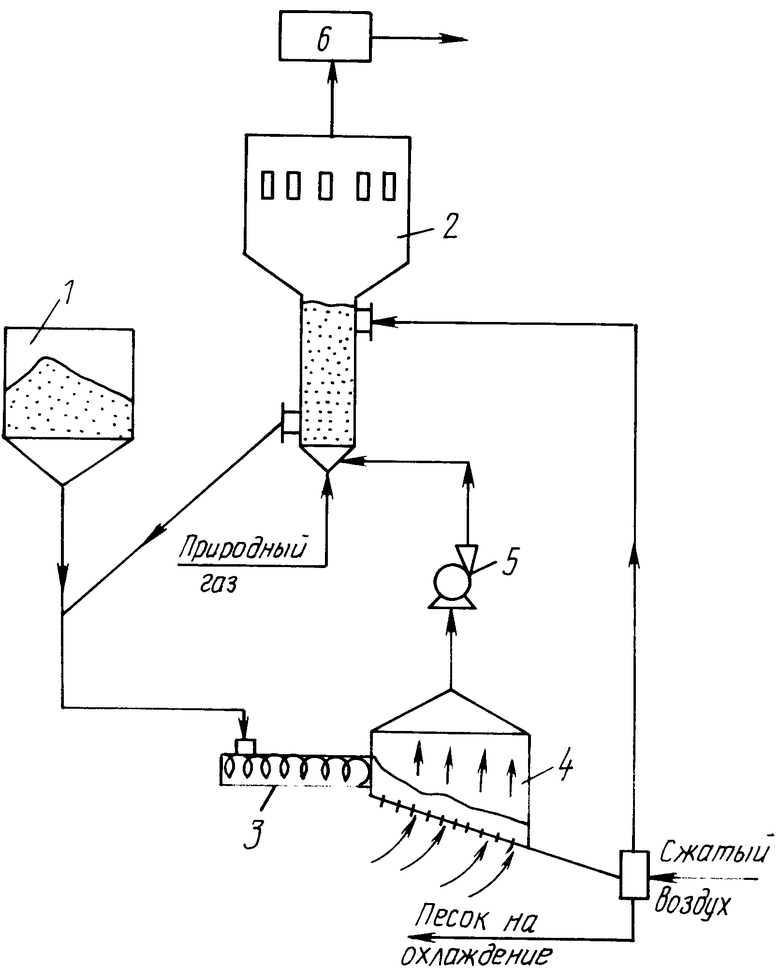
На чертеже изображена схема технологического процесса.
Схема состоит из бункера 1 отработанной формовочной смеси, обжиговой печи 2 кипящего слоя, шнекового смесителя 3, бункера-охладителя 4 регенерированного песка, вентиляторов 5 и очистной установки 6.
Технологический процесс регенерации песка осуществляется следующим образом.
Отработанная формовочная смесь после выбивки из форм поступает в бункер 1, из которого самотеком идет в смеситель 3, по пути смешиваясь с ОП, поступающим из обжиговой печи 2. Смешиваясь в смесителе песок приобретает температуру 150-250оС, достаточную для испарения содержащихся в нем вредных органических веществ. Нагретый песок поступает в бункер-охладитель 4 с сетчатым дном, где благодаря вентилятору 5 создается разрежение, обеспечивающее просос воздуха через слой песка, благодаря чему песок частично охлаждается и очищается от органических веществ. Воздух с высоким содержанием вредных органических веществ из вентилятора 5 нагнетается в печь 2 кипящего слоя, где при высокой температуре (800-900оС) в слое ОП происходит термическое обезвреживание (дожигание) отходящих из бункера-охладителя 4 газов. Песок из бункера-охладителя 4 поступает на дальнейшее охлаждение и повторное использование. Часть песка (20-50%) при этом пневмотранспортом подается на отжиг в печь 2. Газы, отходящие от печи 2, содержат только пыль, поэтому после охлаждения и обеспыливания в очистной установке 6 они выбрасываются в атмосферу.
Применение предлагаемого способа позволяет наряду с более полной утилизацией тепла от регенерируемого песка осуществить практически полное обезвреживание отходящих газов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической регенерации песчано-смоляных формовочных смесей | 1989 |
|
SU1704901A1 |
| Способ получения отливок | 1987 |
|
SU1712060A1 |
| Способ литья по газифицируемым моделям | 1990 |
|
SU1731407A1 |
| Устройство для регенерации литейных песков | 1988 |
|
SU1614886A1 |
| Установка для восстановления песка из литейных стержней и форм | 1983 |
|
SU1314951A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
| СПОСОБ ОБРАБОТКИ СОДЕРЖАЩИХ ВРЕДНЫЕ ВЕЩЕСТВА ОТХОДОВ ПРОИЗВОДСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2062796C1 |
| Способ регенерации жидкостекольной смеси и установка для его осуществления | 1987 |
|
SU1565568A1 |
| Способ термической регенерации огнеупорного наполнителя из отработанной формовочной смеси | 1988 |
|
SU1652022A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2013 |
|
RU2533250C1 |

Сущность изобретения: в способе термической регенерации отработанной формовочной смеси преимущественно после изготовления отливок по газофицируемым моделям, включающем высокотемпературный нагрев с последующим использованием тепла оттожженного песка для нагрева отработанной формовочной смеси, высокотемпературному нагреву подвергают 20-50% регенерируемого песка, после нагрева песок смешивают с регенерируемой отработанной смесью, при этом тепло газов, выделившихся при смешивании, используют для нагрева поступающих порций песка. 1 ил., 1 табл.
СПОСОБ ТЕРМИЧЕСКОЙ РЕГЕНЕРАЦИИ ОТРАБОТАННОЙ ФОРМОВОЧНОЙ СМЕСИ преимущественно после изготовления отливок по газофицируемым моделям, включающий высокотемпературный нагрев с последующим использованием тепла отожженного песка для нагрева отработанной формовочной смеси, отличающийся тем, что высокотемпературному нагреву подвергают 20-50% регенерируемого песка, после нагрева песок смешивают с регенерируемой отработанной формовочной смесью, при этом тепло газов, выделившихся при смешивании, используют для нагрева поступающих порций песка.
| Заявка ФРГ N 3642917, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
