Изобретение относится к индукционному нагреву и может быть использовано при нагреве порошковых кольцевых заготовок, например втулок.
Известен способ индукционного нагрева кольцевых деталей, заключающийся в том, что заготовку вводят в устройство индукционного нагрева, состоящего из индуктора и П-образного магнитопровода, после чего во внутреннюю полость заготовки вводят подвижный магнитопровод, на индуктор подают напряжение и по окончании нагрева выводят деталь из устройства [1].
Недостатком данного способа является то, что спрессованные из порошкового материала заготовки плохо нагреваются прямым индукционным нагревом.
Наиболее близким к изобретению является способ индукционного нагрева порошковых заготовок, заключающийся в том, что заготовку помещают в устройство индукционного нагрева, содержащее индуктор и промежуточный нагреватель, подают напряжение на индуктор и после требуемого прогрева заготовки от промежуточного нагревателя прекращают подачу напряжения на индуктор и выводят заготовку из устройства [2].
Недостатком данного способа является невысокая производительность и недостаточная равномерность прогрева заготовок типа втулок, так как нагреватель расположен только снаружи заготовки.
В способе индукционного нагрева кольцевых порошковых заготовок, заключающемся в том, что заготовку вводят в индукционное устройство, содержащее индуктор и промежуточный нагреватель, включают индуктор, и после необходимого прогрева заготовки индуктор отключают, а заготовку выводят из устройства, внутри заготовки располагают дополнительный внутренний нагреватель в виде стержня с длиной, большей длины заготовки, и нагревают его дополнительными индукторами, которые располагают с обоих торцов заготовки, при этом внутренний нагреватель периодически перемещают относительно заготовки. В процессе индукционного нагрева контролируют подачу напряжения между дополнительными индукторами, причем коммутацию производят в момент нахождения внутреннего нагревателя в среднем положении.
Поочередный нагрев верхней и нижней частей нагревателя и перемещение его внутри заготовки позволяет увеличить интенсивность и равномерность нагрева заготовки. Коммутация напряжения при нахождении нагревателя в среднем положении позволяет уменьшить изменение суммарной нагрузки на трех индукторах, что особенно важно, если индукторы подключены к одному генератору.
На чертеже показана схема осуществления предлагаемого способа.
Способ реализуется следующим образом.
Спрессованную из порошкового материала заготовку 1 помещают в индукционное устройство, содержащее индукторы 2-4. На индуктор 2 подают напряжение. При помощи индуктора нагревают металлический наружный промежуточный нагреватель 5, от которого нагревается заготовка 1. Одновременно с подачей напряжения на индуктор 2 подают напряжение на индуктор 4, который нагревает металлический внутренний промежуточный нагреватель 6 (при этом напряжение на индуктор 3 не подают). Нагревателем 6 нагревают заготовку 1 изнутри. Нагрев верхней части нагревателя 6 в связи с тем, что он находится внутри индуктора 4, происходит интенсивнее. После нагрева верхней части нагревателя 6 его опускают в положение 7, при этом верхняя часть оказывается внутри заготовки 1. Нижнюю, менее нагретую часть нагревателя 6, вводят в индуктор 3. Когда перемещающийся нагреватель 6 оказывается в среднем положении, происходит отключение индуктора 4 и включение индуктора 3. Через определенное время, необходимое для нагрева нижней части нагревателя 6, его перемещают в исходное положение и производят коммутацию напряжения с индуктора 3 на индуктор 4.
Такой цикл перемещения нагревателя 6 производят необходимое число раз. По достижении требуемой температуры заготовки 1 и, если необходимо, выдержке при данной температуре индукторы отключают и заготовку 1 выводят из индукционного устройства.
В частном случае внутренний нагреватель 6 может перемещаться непрерывно, без остановок в крайних положениях, однако это вызывает необходимость частой коммутации напряжения между индукторами 4 и 3. Отключение индукторов 3 и 4 при выводе из них нагревателя 6 связано с нежелательностью работы индуктора вхолостую.
Изобретение позволяет увеличить производительность и улучшить равномерность нагрева порошковых кольцевых заготовок.
Сущность изобретения: способ индукционного нагрева включает ввод заготовки в индукционное устройство, содержащее индуктор и промежуточный нагреватель, включение индуктора и после необходимого прогрева заготовки 1 отключение индуктора и вывод заготовки из устройства. Внутри заготовки 1 располагают дополнительный нагреватель в виде стержня с длиной, большей длины заготовки, и нагревают его дополнительными индукторами 3 и 4, которые располагают с обоих торцов заготовки. Кроме того, в процессе индукционного нагрева коммутируют подачу напряжения между дополнительными индукторами, причем коммутацию производят в момент нахождения внутреннего нагревателя в среднем положении. Способ позволяет увеличить производительность и улучшить равномерность нагрева порошковых заготовок. 1 з.п. ф-лы, 1 ил.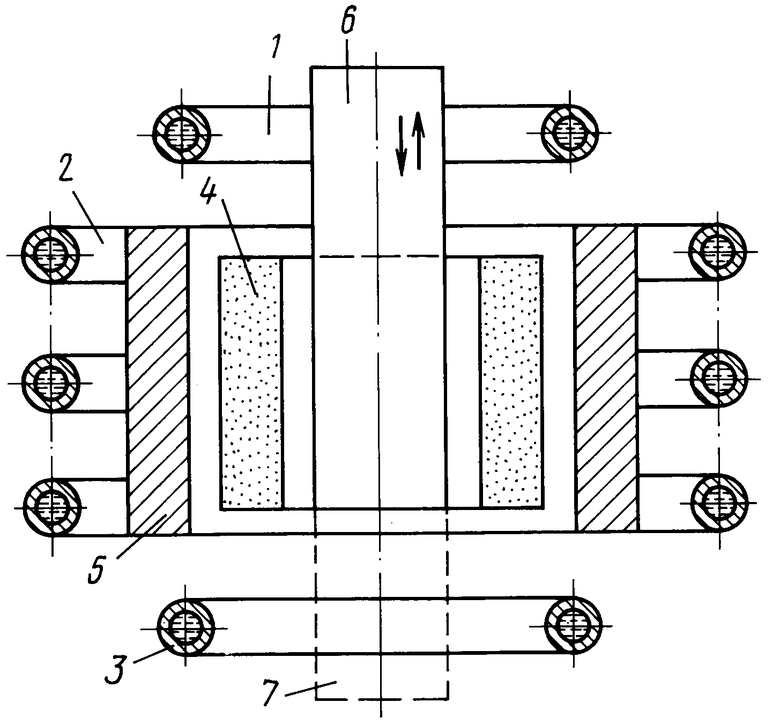
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипарисов С.С., Падалко О.В | |||
| Оборудование предприятий порошковой металлургии | |||
| М.: Металлургия, 1988, с.361. | |||
