т/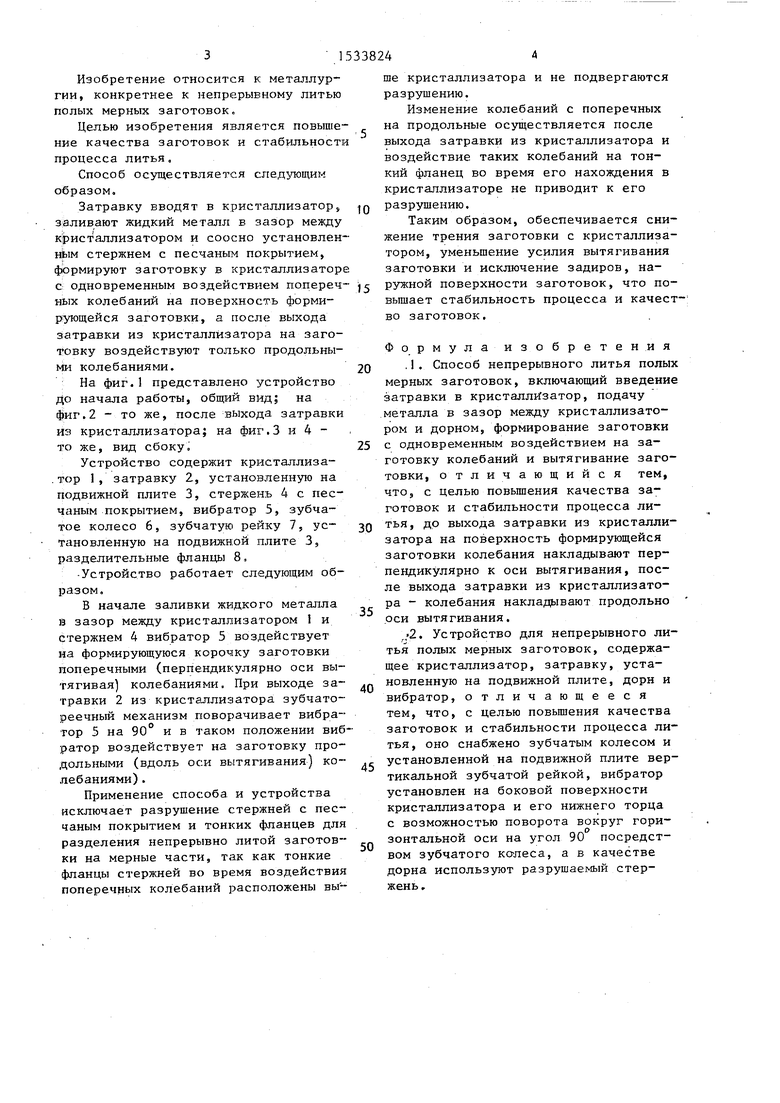
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090301C1 |
| Установка для непрерывного литья мерных полых цилиндрических заготовок | 1980 |
|
SU933214A1 |
| Установка для непрерывного литья полых заготовок | 1987 |
|
SU1560379A1 |
| Установка для непрерывного литья заготовок | 1977 |
|
SU772692A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Дорн для непрерывного литья полых заготовок | 1987 |
|
SU1503985A1 |
| Машина непрерывного литья заготовок | 1983 |
|
SU1152704A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| Установка для непрерывного литья полых заготовок | 1988 |
|
SU1574352A1 |
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
Изобретение относится к металлургии, конкретнее к непрерывному литью полых мерных заготовок. Цель изобретения - повышение качества заготовок и стабильности процесса литья. Способ непрерывного литья полых мерных заготовок включает введение затравки в кристаллизатор, подачу металла в зазор между кристаллизатором и стержнем с песчаным покрытием, формирование заготовки в кристаллизаторе с одновременным воздействием на поверхность формирующейся заготовки поперечных колебаний, а после выхода затравки из кристаллизатора на заготовку воздействуют только продольными колебаниями. Устройство для реализации способа непрерывного литья полых мерных заготовок содержит кристаллизатор 1, затравку, установленную на подвижной плите 3, стержень с песчаным покрытием, вибратор 5, размещенный на боковой поверхности кристаллизатора у нижнего торца с возможностью поворота вокруг горизонтальной оси на угол 90° и снабженный зубчатым колесом, соединенным с установленной вертикально на подвижной плите зубчатой рейкой 7, разделительные фланцы 8. 2 с.п. ф-лы, 4 ил.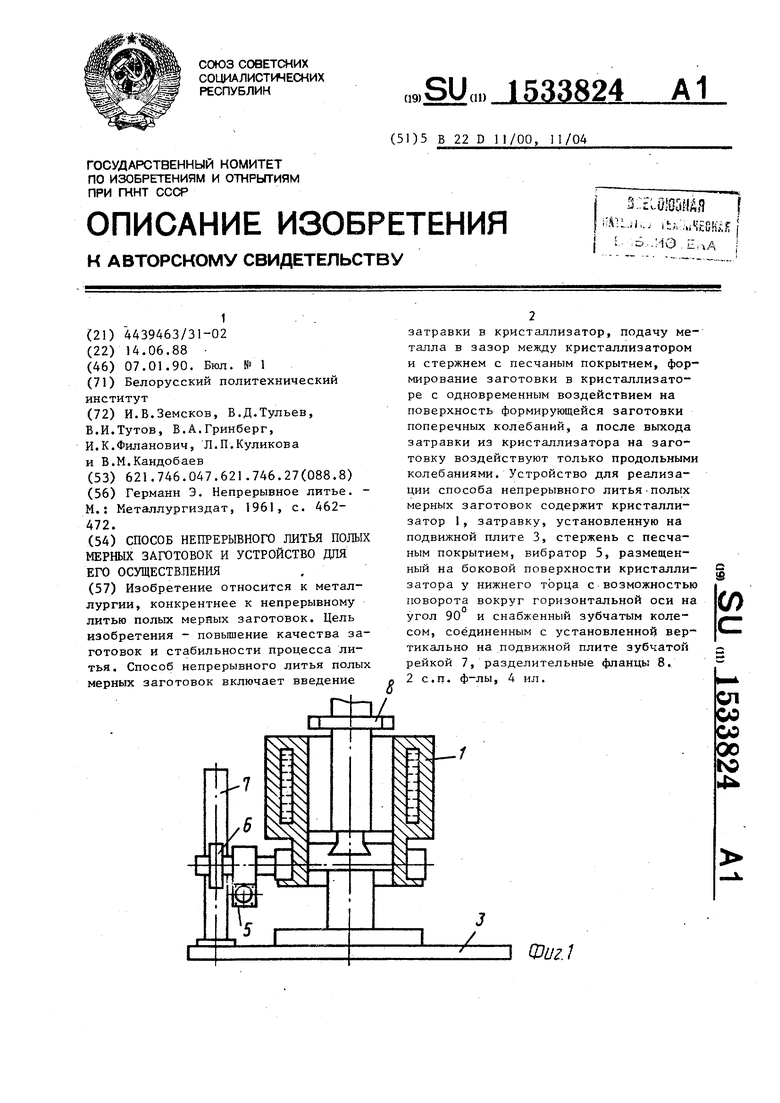
1 Фиг
Изобретение относится к металлургии, конкретнее к непрерывному литью полых мерных заготовок.
Целью изобретения является повышение качества заготовок и стабильности процесса литья.
Способ осуществляется следующим образом.
Затравку вводят в кристаллизатор, заливают жидкий металл в зазор между кристаллизатором и соосно установленным стержнем с песчаным покрытием, формируют заготовку в кристаллизаторе
с одновременным воздействием попереч- j ружной поверхности заготовок, что поных колебаний на поверхность формирующейся заготовки, а после выхода затравки из кристаллизатора на заготовку воздействуют только продольными колебаниями.
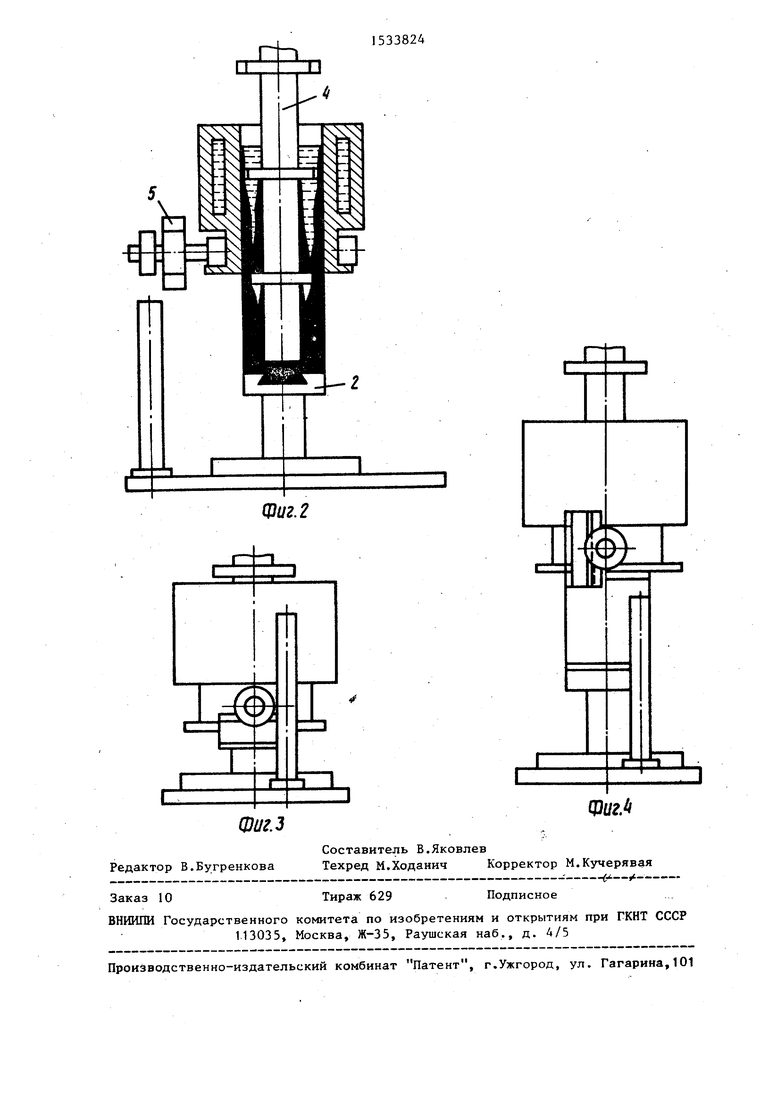
На фиг.1 представлено устройство до начала работы, общий вид; на фиг.2 - то же, после выхода затравки из кристаллизатора; на фиг.З и 4 - то же, вид сбоку.
Устройство содержит кристаллизатор 1, затравку 2, установленную на подвижной плите 3, стержень 4 с песчаным покрытием, вибратор 5, зубчатое колесо 6, зубчатую рейку 7, установленную на подвижной плите 3, разделительные фланцы 8.
Устройство работает следующим образом.
В начале заливки жидкого металла в зазор между кристаллизатором 1 и стержнем 4 вибратор 5 воздействует на формирующуюся корочку заготовки поперечными (перпендикулярно оси вытягивая) колебаниями. При выходе затравки 2 из кристаллизатора зубчато- реечный механизм поворачивает вибратор 5 на 90° и в таком положении вибратор воздействует на заготовку продольными (вдоль оси вытягивания) колебаниями) .
Применение способа и устройства исключает разрушение стержней с песчаным покрытием и тонких фланцев для разделения непрерывно литой заготовки на мерные части, так как тонкие фланцы стержней во время воздействия поперечных колебаний расположены вы20
25
30
35
40
45
50
вышает стабильность процесса и качество заготовок.
Формула изобретения
. 1. Способ непрерывного литья полых мерных заготовок, включающий введение затравки в кристаллизатор, подачу металла в зазор между кристаллизатором и дорном, формирование заготовки с одновременным воздействием на заготовку колебаний и вытягивание заготовки, отличающийся тем, что, с целью повышения качества заготовок и стабильности процесса литья, до выхода затравки из кристаллизатора на поверхность формирующейся заготовки колебания накладывают перпендикулярно к оси вытягивания, после выхода затравки из кристаллизатора - колебания накладывают продольно оси вытягивания.
.,2. Устройство для непрерывного литья полых мерных заготовок, содержащее кристаллизатор, затравку, установленную на подвижной плите, дорн и вибратор, отличающееся тем, что, с целью повышения качества заготовок и стабильности процесса литья, оно снабжено зубчатым колесом и установленной на подвижной плите вертикальной зубчатой рейкой, вибратор установлен на боковой поверхности кристаллизатора и его нижнего торца с возможностью поворота вокруг горизонтальной оси на угол 90 посредством зубчатого колеса, а в качестве дорна используют разрушаемый стержень.
ше кристаллизатора и не подвергаются разрушению.
Изменение колебаний с поперечных на продольные осуществляется после выхода затравки из кристаллизатора и воздействие таких колебаний на тонкий фланец во время его нахождения в кристаллизаторе не приводит к его разрушению.
Таким образом, обеспечивается снижение трения заготовки с кристаллизатором, уменьшение усилия вытягивания заготовки и исключение задиров, на0
5
0
5
0
5
0
вышает стабильность процесса и качество заготовок.
Формула изобретения
. 1. Способ непрерывного литья полых мерных заготовок, включающий введение затравки в кристаллизатор, подачу металла в зазор между кристаллизатором и дорном, формирование заготовки с одновременным воздействием на заготовку колебаний и вытягивание заготовки, отличающийся тем, что, с целью повышения качества заготовок и стабильности процесса литья, до выхода затравки из кристаллизатора на поверхность формирующейся заготовки колебания накладывают перпендикулярно к оси вытягивания, после выхода затравки из кристаллизатора - колебания накладывают продольно оси вытягивания.
.,2. Устройство для непрерывного литья полых мерных заготовок, содержащее кристаллизатор, затравку, установленную на подвижной плите, дорн и вибратор, отличающееся тем, что, с целью повышения качества заготовок и стабильности процесса литья, оно снабжено зубчатым колесом и установленной на подвижной плите вертикальной зубчатой рейкой, вибратор установлен на боковой поверхности кристаллизатора и его нижнего торца с возможностью поворота вокруг горизонтальной оси на угол 90 посредством зубчатого колеса, а в качестве дорна используют разрушаемый стержень.
г-}
Фиг. 2
Фиг.З
Редактор В.Бугренкова
Фиг
Составитель В.Яковлев
Техред М.Ходанич Корректор М.Кучерявая
Заказ 10
Тираж 629
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
1533824
Фиг
Подписное
| Германн Э | |||
| Непрерывное литье | |||
| - М.: Кеталлургиздат, 1961, с | |||
| ВОДЯНАЯ ТУРБИНА | 1922 |
|
SU462A1 |
