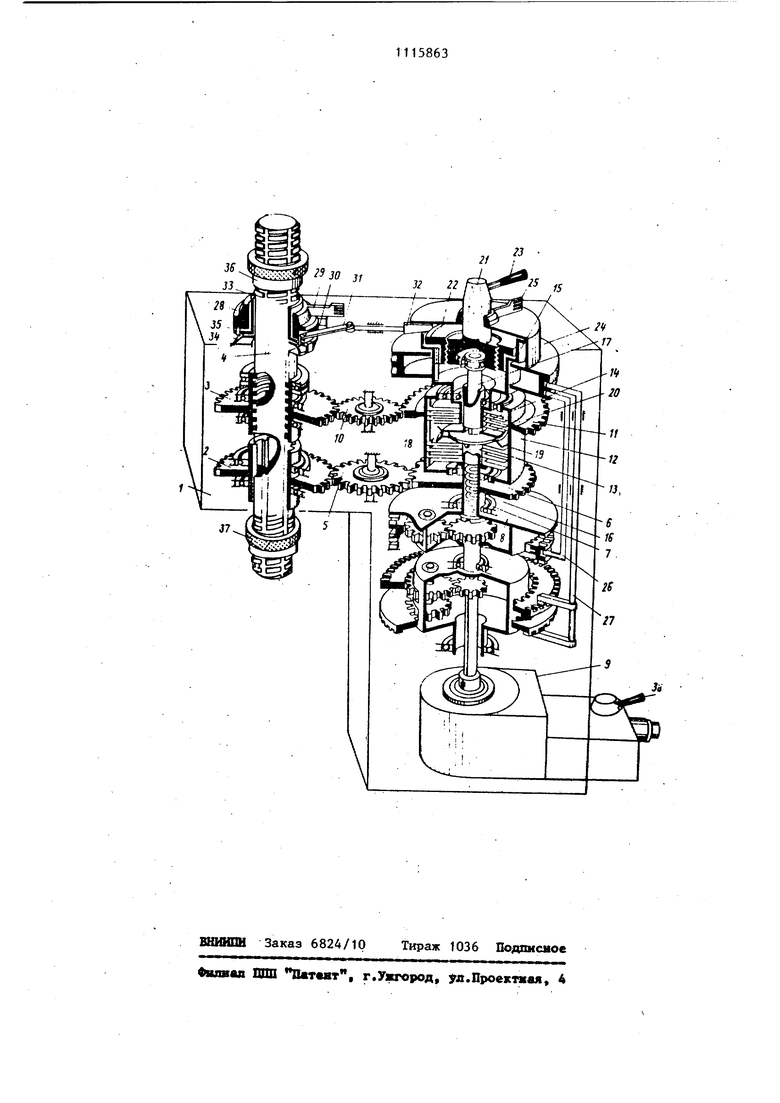
1111 Изобретение относится к области обработки металлов резанием, а именно к переносным сверлильным станкам для обработки отверстий в труднодоступных местах при монтаже и постройке крупногабаритного оборудоваИзвестен переносной сверлильный станок, в корпусе которого размещены механизмы вращения и подачи шпинделя выполненные в виде расположенных на приводном валу зубчатых передач, свя занных с зубчатыми колесами со шлице вым и резьбовым отверстиями для контактирования соответственно со пшицевой и резьбовой нарезкой шпинделя, фрикционная многодисковая муфта, установленная с возможностью взаимодействия с зубчатым колесом с резьбо вым отверстием, толкатель, расположенный в полом приводном валу, одним концом кинематически связанный с муф той посредством упругого элемента, а другим концом - с нажимным механиз мом, выполненным в виде винта и гайки, и механизм торможения зубчатого колеса с резьбовым отверстием 1 . К недостаткам известного станка относится неудобство в обслуживании из-за необходимости при управлении манипулировать двумя рукоятками, а также необходимости проведения рабочим постоянного наблюдения за глубиной обработки отверстия и в требуемый момент изменения направления дви жения шпинделя с помощью рукоятки, что вызьгеает повышенную утомляемость рабочего и, соответственно, снижает производительность. Цель изобретения - повышение производительности и удобства обслуживания станка. Указанная цель достигается тем, что переносной сверлильный станок, в корпусе которого размещены механиз мы вращения и подачи шпинделя, выполненные в виде расположенных на приводном валу зубчатых передач, свя занных с зубчатыми колесами со шлицевым и резьбовым отверстиями для контактирования соответственно со пшицевой и резьбовой нарезкой шпинделя, фрикционная многодисковая муфта , установленная с возможностью вза имодействия с зубчатым колесом с резьбовым отверстием, толкатель, рас положенный в полом приводном валу, одним концом кинематически связанньп1 с муфтой посредством упругого элемента, а другим концом - с нажимнь М механизмом, выполненным в виде винта и гайки, и механизм торможения зубчатого колеса с резьбовым отверстием, дополнительно снабжен механизмом ограничения глубины сверления, выполненным в виде размещенных соосно шпинделю подпруяГиненной поворотной обоймы со штифтами, кинематически связанной с упомянутой гайкой, которая установлена с воз можностью перемещения, и расположенного внутри обоймы подпружиненного фиксатора с отверстиями для размещения штифтов, причем механизм торможения зубчатого колеса с резьбовым отверстием выполнен в виде дополнительной многодисковой фрикционной муфты, установленной соосно основной с возможностью взаимодействия с зубчатыми колесом с резьбовым отверстием, а толкатель вьтолнен подпружиненным и связан с дополнительной муфтой посредством введенного в станок дополнительного упругого элемента. На чертеже представлена кинематическая схема переносного сверлиль.кого станка. Станок состоит из корпуса 1, в котором размещены на подшипниках (не обозначены) зубчатое колесо 2 со шлицевым отверстием и зубчатое колесо 3 с резьбовым отверстием, В отверстиях упомянутых колес расположен шпиндель 4, имеющий шлицы (не обозначены), на наружной поверхности которых вьшолнена резьбовая левая нарезка (не обозначена) . Зубчатое колесо 2 через промежуточное зубчатое колесо 5 связано с зубчатым колесом 6, расположенным на приводном валу 7 планетарного четырехскоростного редуктора 8, соединенного с пневмоприводом 9. Зубчатое колесо 3 также через промежуточное колесо 10 связано с зубчатым колесом 11, барабаном 12, внутри которого размещены нижняя фрикционная муфта 13 рабочей подачи и верхняя фрикционная муфта 14 обратного хода. Фрикционная муфта 13 рабочей подачи соединяет барабан 12 с приводным валом 7 планетарного редуктора 8, а фрикционная муфта 14 обратного хода барабан 12 с корпусом 1 через обойму 15. Приводной вал 7 выполнен полым. Внутри него размещена пружина 16, взаимодействующая с толкателем 17 механизма управления м фтами 13 и 14. Толкатель 17 соединен с нажимным кольцом 18, воздействующим на муфты 13 и 14 через тарельчатые пружины 19 и 20. Толкатель 17 соединен с винтом 21 и гайкой 22. Гайка 22 закреплена подвижно в осевом направлении в ю обойме 15, величина хода гайки 22 превьпиает величину хода тарельчатой пружины 19, обеспечивая свободное проскальзывание муфты 13. Винт 21 соединен с рукояткой 23 .На обойме 15 уста--,. 15 а новлен барабан 24, связанный с рукояткой 25. Тяги 26 и 27 взаимодейству с барабаном 24 и планетарным редукто ром 8 для изменения частоты вращения шпинделя 4. В верхней части корпуса 1 соосно шпинделю 4 установлен механизм фиксирования гайки 22, выполненный в виде поворотной обоймы 28 с рукояткой 29. Обойма 28 поджата в одну сторону пружиной 30 и связана тягой 31 с клиновой чекой 32, взаимодействующей с гайкой 22. Внутри обой мы 28 размещен фиксатор 33, установленный с возможностью перемещения вдоль оси шпинделя 4 и взаимодействующий с пружиной 34. Обойма 28 снаб жена штифтами 35. Фиксатор 33 выполнен с отверстиями (не обозначены) для взаимодействия со штифтами 35 обоймы 28. Для ограничения хода шпинделя 4 на верхнем его конце установлен упор 36, периодически взаимодействую щий с фиксатором 33, а на нижнем конце - ограничитель 37, периодически взаимодействующий с торцом зубчатого колеса 2. Для управления пневмо приводом служит рукоятка 38. Станок работает следующим образом.45
С помощью средств силового замыкания (не показаны) станок закрепляют на обрабатываемой детали. Поворотом рукоятки 29 влево фиксируют гайку 22 в нижнем положении с помощью клино- 50 вой чеки 32, снизанной с рукояткой через тягу 31 и обойму 28. При этом рукоятку 29 поворачивают до совпадения штифтов 35 с отверстиями в фиксаторе 33. Последний под действием 55 пружины 34 поднимается вверх до упо|ра в обойму 28. В зависимости от об|рабатываемого материала и диаметра 1115
кой упора 36, равное требуемой глубине обработки минус длину штифтов 35, а перемещением по шпинделю 4 ограничителя 37 устанавливается требуемая величина подъема режущего инструмента над обрабатываемой конструкцией. Величина подъема равна расстоянию между верхним торцом ограничителя 37 и нижним торцом шпицевого зубчатого колеса 3.
Повторным запуском пневмопривода 9 производится обработка отверс тия. При этом шпиндель 4 перемещает34инструмента устанавливают требуемую частоту вращения щпинделя рукояткой 25, которая воздействует на планетарный редуктор 8 через барабан 24 и тяги 26 и 27. Поворотом рукоятки 38 включают пневмопривод 9. Вращение через планетарный редуктор 8 передается на i приводной вал 7, через зубчатые колеса 6, 5 и 2 - на шпиндель 4. Поворот рукоятки 23 вправо или влево от нейтрального положения определяет направление движения шпинделя 4 соответственно вниз или вверх. величиной угла поворота регулируют усилие прижатия инструмента к обрабатываемой детали. Непосредственное перемещение шпинделя 4 вниз (рабочая подача) осуществляется вращением зубчатого колеса 3 с частотой, большей частоты вращения шпинделя 4, а перемещение шпинделя 4 вверх (возврат шпинделя) осуществляется торможением или полной остановкой зубчатого колеса 3 при вращающемся шпинделе 4. При повороте рукоятки 23 вправо винт 21 ввинчивается в гайку 22, перемещая толкатель 17 и связанное с ним кольцо 18 вниз, сжимая посредством тарельчатоГ пружины 19 дисковую фрикционную муфту 13j через которую передается вращение от приводного вала 7 на барабан 12, зубчатые колеса 11, 10 и на зубчатое колесо 3, при этом шпиндель 4 перемещается вниз до соприкосновения режущего инструмента с обрабатываемой деталью (не показана) . В этот момент.рукояткой 38 пневмопривод 9 останавливают. Затем устанавливают требуемую глубину обработки. Для этого путем перемещения упора 36 на верхнем конце шпинделя 4 устанавливается расстояние между верхней кромкой фиксатора 33 и нижней кромся вниз с усилием,; пропорциональным в&гЬпине сжатия дисков муфты 13, а подача самоустанавливается в зависимости от обрабатываемости материала, режущих свойств инструмента, усиЛИЯ .на шпинделе 4.
Автоматический возврат шпинделя 4 в исходное верхнее положение осуществляется слтедукяцим образом.
При достижении установленный глубины обработки Отверстия упор 36 нажимает на фиксатор 33, перемещая его вниз. Штифты 35, удерживающие o6ofofy 28, освобождаются, и обойма 28 под действием пружины 30 поворачивается, перемещая посредством тяги 31 клиновую чеку 32, освобождая гайку 22, которая вместе с винтом 21, толкателем 17 и нажимньм кольцом 18 поя действием пружины 16 перемещается вверх. При этом снимается усилие сжатия нижней фрикционной муфты 13 и сжимается верхняя фрикщюнная муфта 14, осуществляя торможение зубчатого колеса 3, а так как шпиндель 4 имеет левую резьбу, то он перемещается вверх до тех пор, пока ограничитель 37 не войдет в контакт с торцом шлицевого зубчатого колеса 2, при этом муфта 14 начинает проскальзывать .
Дпя повторного включения рабочего хода шпинделя 4 необходимо рукоятку 23 установить в нейтральное положение, затем рукоятку 29 повернуть влево до сцепления обоймы 28 с фиксатором 33 и снова поворотом рукоятки 23 вправо установить рабочую подачу шпинделя 4 вниз.
Поворотом рукоятки 23 изменяется направление хода птинделя 4 по желанию оператора, независимо от положения шпинделя 4 при зафиксированном положении гайки 22.
Таким образом, предложенный стано обеспечивает автоматизацию возврата шпинделя, возможность установки требуемой глубины обработки отверстия, сокращение хода шпинделя 4 вверх, а также освобождение рабочего от наблюдения за окончанием обработки, что повьш1ает производительность и удобство эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1983 |
|
SU1214337A1 |
| Металлорежущий станок | 1982 |
|
SU1115861A1 |
| ПЕРЕНОСНОЙ СВЕРЛИЛЬНЫЙ СТАНОК | 1990 |
|
RU2035269C1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | 1991 |
|
RU2024365C1 |
| Переносной станок для обработки отверстий в труднодоступных местах | 1984 |
|
SU1371794A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Переносной металлорежущий станок | 1990 |
|
SU1745432A1 |
| ПЕРЕНОСНАЯ СВЕРЛИЛЬНАЯ ГОЛОВКА | 1990 |
|
SU1792014A1 |
| Переносной станок для нарезания резьбы | 1981 |
|
SU1039659A1 |
ПЕРЕНОСНОЙ СВЕРЛИЛЬНЫЙ СТАНОК, в корпусе которого размещены механизмы вращения и подачи шпинделя , выполненные в виде расположенных на приводном валу зубчатых передач, связанных с зубчатыми колесами со шпицев№1 и резьбовым отверстиями для контактирования соответственно со пшицевой и резьбовой нарезкой шпинделя, фрикционная многодисковая муфта, установленная с возможностью взаимодействия с зубчатым колесом с резьбовым отверстием, толкатель, расположенный в полом приводном валу, одним концом кинематически связанный с муфтой посредством упругого элемента, a другим концом - с нажимным механизмом, выполненным в виде винта и гайки, и механизм торможения зубчатого колеса с резьбовым отверстием, отличающийся тем, что, с целью повышения производительности и удобства обслуживания станка, последний снабжен механизмом ограничения глубины сверления, вьтолненным в виде размещенных соосно шпинделю подпружиненной поворотной обоймы со штифтами, кинематически связанной с упомянутой гайкой, которая установлена с возможностью перемещения, и расположенного внутри обоймы подпружиненного фиксатора с отверстиями для размещения штифтов, причем механизм торможения зубчатого колеса (Л с резьбовым отверстием выполнен в виде дополнительной многодисковой фрикционной муфты, установленной соосно основной с возможностью взаимодействия с зубчатым колесом с резьбовым отверстием, a толкатель выполнен подпружиненным и связан с дополнительной муфтой посредством введенного в станок дополнительного СП упругого элемента. 00 о со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3405483, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
