Изобретение относится к способу изготовления сварных соединений из сплавов системы алюминий-магний-литий и может быть использовано в процессе производства сварных узлов изделий авиационной, новой техники и в других отраслях промышленности.
Известен способ изготовления сварных соединений из сплавов системы алюминий-магний-литий, например из сплава марки 1420, включающий нагрев под закалку, закалку на воздухе, искусственное старение (120+5оС в течение 5-12 ч), сварку.
Недостатками этого способа являются повышенные остаточные сварочные напряжения и низкая ударная вязкость основного материала.
Целью изобретения является снижение уровня внутренних остаточных напряжений в сварном соединении и повышение ударной вязкости при низкой скорости развития трещины усталости основного материала.
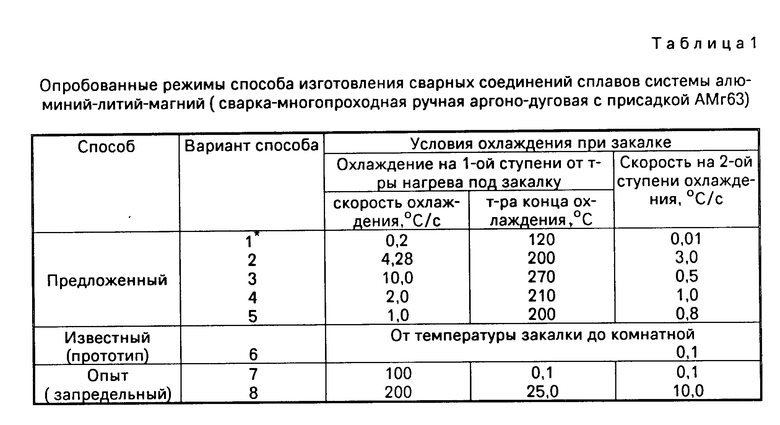
Для этого в способе изготовления сварных соединений из сплавов системы алюминий-магний-литий, включающем нагрев под закалку, охлаждение в две ступени: на первой ступени до 270-120оС со скоростью 0,2-10оС/с, а на второй ступени до комнатной температуры со скоростью 0,01-3оС/с, при этом скорости на первой и второй ступенях охлаждения выбирают из соотношения 0,05-0,8, старение, сварку, дополнительное старение после сварки осуществляют при 190-225оС в течение 0,5-12 ч. Старение до сварки проводят либо при 80-150оС в течение 3-24 ч, либо по двухступенчатому режиму: при 80-170оС в течение 3-24 ч на первой ступени и при 190-225оС в течение 0,5-12 ч на второй ступени.
Предложенный способ отличается от известного тем, что закалку проводят в две ступени с регламентируемой скоростью охлаждения на каждой ступени, дополнительное старение после сварки осуществляют при 190-225оС в течение 0,5-12 ч, при этом старение перед сваркой проводят либо при 80-150оС в течение 3-24 ч, либо по двухступенчатому режиму: при 80-170оС в течение 3-24 ч на первой ступени и при 190-225оС в течение 0,5-12 ч на второй ступени, что обеспечивает снижение уровня внутренних остаточных напряжений в сварном соединении и повышение ударной вязкости при низкой скорости развития трещины усталости основного материала.
Низкий уровень внутренних остаточных напряжений в основном материале обеспечивается за счет регламентации скорости охлаждения как в критическом температурном интервале, так и ниже критического температурного интервала. При сварке в зоне термического влияния происходит нагрев, в том числе до 250-320оС (температур минимальной устойчивости твердого раствора алюминия или критический температурный интервал). Для сплавов системы алюминий-магний-литий коэффициент линейного расширения в этом интервале температур во многом определяется количеством выделяющейся в процессе нагрева фазы S (размер кристаллографической решетки 20,2  ) в алюминиевой матрице (размер кристаллографической решетки 4,04
) в алюминиевой матрице (размер кристаллографической решетки 4,04  ), т.е. в этих зонах могут происходить существенные изменения их размеров, в результате повышенное коробление и высокие внутренние остаточные напряжения в сварных соединениях.
), т.е. в этих зонах могут происходить существенные изменения их размеров, в результате повышенное коробление и высокие внутренние остаточные напряжения в сварных соединениях.
Возникшие внутренние остаточные напряжения в процессе сварки снимаются дополнительным нагревом при 190-225оС в течение 0,5-12 ч, кроме того, при указанных нагревах за счет дисперсных выделений в сварном шве фазы β наблюдается стабилизация свойств сварного соединения. Сохраняется высокий уровень прочностных свойств основного материала и обеспечивается низкая скорость роста трещины усталости.
При уменьшении скорости охлаждения в критическом температурном интервале снижаются механические свойства сплава. В процессе охлаждения со скоростями 0,01-3оС/с в интервале ниже 270-120оС происходит подстаривание сплавов системы алюминий-магний-литий, т.е. при регламентации в термокинетическом режиме скорости охлаждения ниже 270-120оС компенсируется имеющееся снижение механических свойств сплава.
Температуру нагрева полуфабрикатов под закалку выбирают исходя из условия максимального растворения магния и лития в твердом растворе алюминия, т. е. выбор температуры нагрева под закалку соответствует традиционному подходу.
Для реализации предлагаемого технического решения в части закалки в качестве охлаждающей среды используют водовоздушные смеси, в том числе спреерное охлаждение, воздух под давлением.
Старение основного материала перед сваркой выбирают из условия работы изделия. Если требуется обеспечить высокую пластичность при удовлетворительной коррозионной стойкости, то старение проводят при 80-150оС в течение 3-24 ч; если же необходимо иметь материал с высокой коррозионной стойкостью, то старение проводят по двухступенчатому режиму: при 80-170оС в течение 3-24 ч на первой ступени и при 190-225оС в течение 0,5-12 ч на второй ступени.
В процессе охлаждения со скоростями 0,2оС/с, хотя и выделяется фазa S, но количество ее и величина еще сильно не сказывается на снижение пластичности; в высотном направлении при принятых режимах старения относительное удлинение не снижается ниже 2%. Повышение температуры старения перед сваркой выше 150оС в случае одноступенчатого старения и выше 170оС при двухступенчатом старении и увеличение выдержки более 24 ч приводит к снижению пластичности, а при температуре старения ниже 80оС и выдержке менее 3 ч сплавы системы алюминий-литий-магний не упрочняются.
Увеличение температуры старения выше 225оС приводит к резкому падению прочностных свойств, особенно основного материала, применение же температур ниже 190оС и выдержки менее 0,5 ч не обеспечивает заметного снижения уровня внутренних остаточных напряжений.
При отклонении от указанных температурно-временных режимов на каждой операции ниже нижнего и выше верхнего пределов и при нарушении последовательности выполнения операций поставленная цель не достигается. Каждая из приведенных операций предложенного способа необходима и только в указанной последовательности обеспечивается достижение поставленной цели, т.е. все указанные признаки предложенного способа являются существенными, а предложенное техническое решение соответствует критерию "Новизна", имеет изобретательский уровень и положительный эффект.
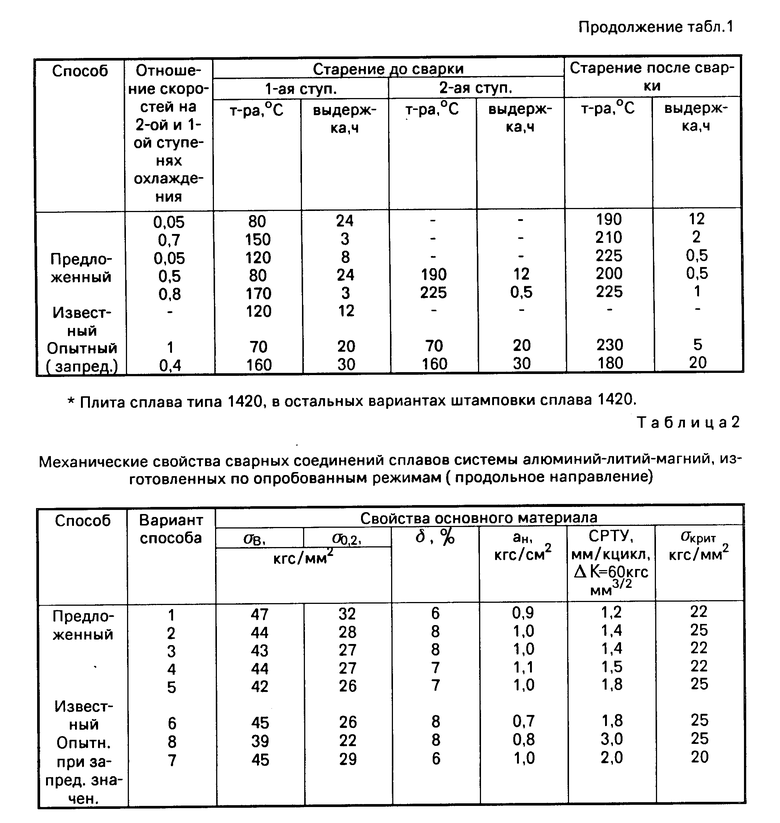
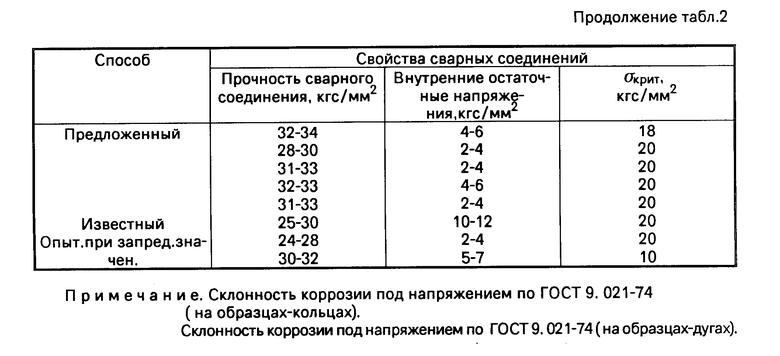
Конкретные примеры опробованных способов изготовления сварных соединений сплавов 1420 и типа 1420 (сплавы системы алюминий-магний-литий) приведены в табл.1, а свойства основного материала и сварных соединений, выполненных многопроходной ручной аргонодуговой сваркой с присадочной проволокой АМг63, - в табл.2. Как видно из табл.2, предложенный способ изготовления сварных соединений по сравнению с известным позволяет снизить уровень внутренних остаточных напряжений в сварном соединении и повысить ударную вязкость при низком уровне скорости развития трещины усталости основного материала. При отклонении от регламентируемых режимов предложенного способа (варианты 7 и 8) поставленная цель не достигается.
Сварные соединения, обработанные по предложенному способу, характеризуются высокой стабильностью прочности, низкими внутренними остаточными напряжениями, кроме того, основной материал имеет высокий уровень ударной вязкости и низкую скорость развития трещины усталости, что обеспечивает надежность в работе изделия и предопределяет эффективность и экономичность использования предложенного технического решения в авиационной и других отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2033469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ИЗ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 1990 |
|
RU1762572C |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВО-ЛИТИЕВЫХ СПЛАВОВ | 1994 |
|
RU2048591C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 1990 |
|
RU1762573C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ И/ИЛИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ | 1994 |
|
RU2048592C1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ - МАГНИЙ - ЛИТИЙ - СКАНДИЙ | 1991 |
|
RU2031970C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ - МАГНИЙ - ЛИТИЙ | 1988 |
|
RU1533357C |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ НЕГО | 1999 |
|
RU2163938C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1993 |
|
RU2038405C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ ЭТОГО СПЛАВА | 1999 |
|
RU2163939C1 |
Изобретение относится к способу изготовления сварных соединений из сплавов системы алюминий-магний-литий и может быть использовано в процессе производства сварных узлов изделий авиационной, новой техники и в других отраслях промышленности. Сущность изобретения: способ включает нагрев под закалку, охлаждение в две ступени: на первой до 270 - 120°С проводят со скоростью 0,2 - 10°С/с, при этом отношение скорости на второй ступени к скорости на первой ступени составляет 0,05 - 0,8, старение до сварки и сварку. После сварки осуществляют дополнительное старение при 190 - 225°С в течение 0,5 - 12 ч. Старение перед сваркой проводят либо при 80 - 150°С в течение 3 - 24 ч. , либо по двуступенчатому режиму: при 80 - 170°С в течение 3 - 24 ч. на первой ступени и при 190 - 225°С в течение 0,5 - 12 ч. на второй ступени. Применение предлагаемого способа способствует снижению уровня внутренних остаточных напряжений в сварном соединении и повышению ударной вязкости при низкой скорости развития трещины усталости основного материала. 2 з.п. ф-лы, 2 табл.
| Овчинников В.В | |||
| и др | |||
| Способ окисления алкоголей | 1915 |
|
SU1420A1 |
| - Справочное производство, 1988, N 3, с.35-36. | |||
