Изобретение относится к способу термической обработки различных полуфабрикатов (катаных, прессованных, кованых) из деформируемых алюминиево-литиевых сплавов, используемых в качестве конструкционных материалов в изделиях новой техники и изделиях народного хозяйства, в том числе и для сварных соединений.
Известен способ термической обработки деформируемых алюминиево-литиевых сплавов, включающий нагрев под закалку, охлаждение, холодную деформацию и последующее искусственное старение [1]
В известном способе при обеспечении требуемого уровня прочностных свойств не всегда удается обеспечить достаточно высокую пластичность, вязкость разрушения (К1с), коррозионную стойкость. Наличие высоких внутренних остаточных напряжений при недостаточно высокой вязкости разрушения, коррозионной стойкости может пpивести к преждевременному коррозионному или усталостному разрушению, снижению работоспособности изделия.
Наиболее близким к изобретению является известный способ термической обработки алюминиево-литиевых сплавов, включающий нагрев под закалку, охлаждение в воде, деформацию и двухступенчатое старение на I-й ступени при температуре 120-180оС, на II-ступени при 215-270оС [2] Этот способ термической обработки обеспечивает удовлетворительный уровень характеристик механических свойств и коррозионной стойкости листов из Al-Li сплавов.
Однако при закалке в воде из-за больших скоростей охлаждения в полуфабрикатах, особенно массивных полуфабрикатов сложной конфигурации, возникает опасность появления на поверхности высоких внутренних остаточных напряжений коробления, требующего применения трудоемкой неконтролируемой и нерегулируемой правки полуфабриката, часто с большой степенью. Помимо увеличения трудоемкости изготовления такая пpавка приводит к появлению дополнительных несимметричных напряжений, что может вызвать появление трещин, увеличить коробление при последующей механической обработке, ухудшить свойства материала (уменьшение запаса пластичности, сопротивление усталости, характеристик разрушения, коррозионной стойкости).
Технической задачей изобретения является повышение вязкости разрушения и коррозионной стойкости, уменьшение внутренних остаточных напряжений при высоком уровне механических свойств.
Предлагаемый способ термической обработки алюминиево-литиевых сплавов включает нагрев под закалку, охлаждение со скоростью в пределах 0,5-3 Vкр (Vкр критическая скорость охлаждения при закалке), и двухступенчатое старение I ступени при температуре 100-185оС, в течение 2-24 ч, на II ступени при температуре 200-230оС в течение 0,5-12 ч. Для катаных и прессованных полуфабрикатов для устранения кривизны и снижения внутренних остаточных напряжений проводят холодную деформацию со степенью 0,2-6% при этом повышаются и стабилизируются прочноcтные свойства при сохранении коррозионной стойкости.
Vкр каждого сплава определяют по С диаграмме распада переохлажденного твердого раствора алюминия с учетом характеристик трещиностойкости, механических и коррозионных свойств. Этой скорости охлаждения соответствует минимальная ширина зоны свободной от выделения, максимальная трещиностойкость при статической и циклической нагрузке, максимальное сопротивление разрушению, минимальная чувствительность к зерногранич- ному разрушению материала и оптимальное сочетание механических и коррозионных свойств. (4. Диаграмма изотермического распада раствора в алюминиевых сплавах Справочник. Под ред. И.И.Новикова, М. Металлургия, 1973, с.19-22).
При закалке стандартных алюминиевых сплавов, не содержащих литий, охлаждение осуществляют со скоростью, превышающей Vкр, так как снижение скорости охлаждения ниже Vкр на этих сплавах приводит к уменьшению их механических свойств и коррозионной стойкости при повышении анизотропии свойств. Последующее старение практически не устраняет это негативное влияние. Особенно нежелательно снижение скорости охлаждения ниже Vкр при наличии деформации после закалки перед старением. При закалке стандартных алюминиевых сплавов ограничивают только нижний предел скорости охлаждения, обычно выше Vкр.
Опыт работы с Al-Li-сплавами показал, что у них в отличие от стандартных алюминиевых сплавов при снижении скорости охлаждения ниже Vкр коррозионная стойкость в высотном направлении улучшается (Производственная инструкция ПИ 1,2,255-83, Термическая обработка полуфабрикатов и деталей из алюминия и алюминиевых деформируемых сплавов, с.2,24). Однако с уменьшением скорости охлаждения выносливость при циклических нагрузках, а также механические свойства Al-Li-сплавов снижаются, что обуславливает ограничение скорости охлаждения по нижнему пределу.
С повышением скорости охлаждения выше Vкр коррозионная стойкость падает и увеличивается анизотропия свойств. Поэтому для Al-Li-сплавов при закалке в отличие от стандартных алюминиевых сплавов необходимо регламентировать скорость охлаждения при закалке по нижнему и верхнему пределам с целью снижения внутренних остаточных напряжений, повышения коррозионной стойкости и изотропности свойств, что связано, видимо, с особенностью фазового состава Al-Li-сплавов.
Регламентация скорости охлаждения при закалке, как по нижнему, так и по верхнему пределам в сочетании с двухступенчатым режимом старения позволяет получить высокие и изотропные механические свойства, высокие коррозионную стойкость и вязкость разрушения (К1с) материала.
Установленный уровень верхнего и нижнего пределов скорости охлаждения тесно связан с режимом двухступенчатого искусственного старения, так как только при выбранных режимах закалки и старения создается определенное соотношение и морфология выделений стабильных метастабильных фаз, содержащих и не содержащих литий (в последних литий может быть растворен в фазе, не изменяя стехеометрического состава), которые и обеспечивают получение требуемого уровня свойств и их сочетание.
Скорости охлаждения ниже нижнего предела приводят к снижению механических свойств, вязкости разрушения К1с, а при скорости охлаждения выше верхнего предела увеличиваются внутренние остаточные напряжения, снижаются коррозионные свойства материала и повышается анизотропия свойств. При снижении температуры и времени на первой ступени старения не достигается требуемый уровень свойств, а при повышении температуры времени выдержки на этой ступени старения растет темп разупрочнения на второй ступени, что делает процесс трудноуправляемым и нетехнологичным, а также не обеспечивается требуемый уровень механических свойств. Режим старения на второй ступени выбран из условия обеспечения оптимального сочетания коррозионных свойств, выносливости при циклических нагрузках, К1с, прочностных и пластических свойств. При старении полуфабрикатов при температурах и выдержках ниже нижнего предела на II ступени старения получаются низкие пластические и коррозионные свойства, особенно в высотном направлении, а при температурах и выдержках выше верхнего предела снижаются прочностные свойства.
Для реализации предлагаемого технического решения в качестве закалочной среды используют водовоздушные смеси, воздух под давлением, термоизоляционные покрытия, водные растворы полимеров, кипящую воду и др.
Связь скорости охлаждения при закалке с Vкр позволяет использовать предлагаемый способ для различных видов полуфабрикатов из широкого класса Al-Li-сплавов на базе различных систем легирования: Al-Li-Mg, Al-Li-Cu, Al-Li-Mg-Cu и др.
Для прессованных и катаных полуфабрикатов для устранения кривизны и снижения внутренних остаточных напряжений после закалки проводят дополнительную холодную деформацию. Это позволяет повысить и стабилизировать прочностные свойства при сохранении высокой коррозионной стойкости сплава. Степень деформации выше 6% приводит к снижению пластичности. Установление нижнего предела деформации (0,2%) определяется необходимостью обеспечения гарантированного уровня снятия напряжений.
Ниже приведены примеры опробования предлагаемого способа различных полуфабрикатов и марок алюминиево-литиевых сплавов.
П р и м е р 1. Сплав 1470 принадлежит к системе Al-Li-Cu-Mg, имеет Vкр 0,5оС/с. Поковки толщиной 80 мм из сплава 1470 охлаждали при закалке со скоростью 0,25оС/с, что составляло 0,5 Vкр. Старение сплава проводили по режиму 150оС, 4 ч + + 205оС, 2 ч.
П р и м е р 2. Сплав 1421 принадлежит к системе Al-Mg-Li, имеет Vкр 0,8оС/с. Штамповки толщиной 100 мм из сплава 1421 охлаждали при закалке со скоростью 0,4оС/с, что составляло 0,5Vкр. Старение сплава проводили по режиму 100оС, 24 ч + 200оС, 12 ч.
П р и м е р 3. Сплав 1450 принадлежит к системе Al-Cu-Li, имеет Vкр 10оС/с. Катаные плиты толщиной 35 мм из сплава 1450 охлаждали при закалке со скоростью 15оС/с, что составляло 1,5 Vкр. Старение сплава проводили по режиму 185оС, 2 ч + + 230оС, 0,5 ч.
П р и м е р 4. Катаные плиты толщиной 35 мм из сплава 1450 охлаждали по закалке со скоростью 15оС/с, что составляло 1,5 Vкр. Холодную деформацию проводили после закалки перед старением со степенью 0,2% затем старение сплава проводили по режиму 185оС, 2 ч + 230оС, 0,5 ч.
П р и м е р 5. Катаные плиты толщиной 35 мм из сплава 1450 охлаждали при закалке со скоростью 30оС/с, что составляло 3 Vкр. Холодную деформацию проводили после закалки перед старением со степенью 6,0% затем старение сплава проводили по режиму 185оС, 2 ч 230оС, 0,5 ч.
П р и м е р 6. Плиты толщиной 35 мм из сплава 1450 охлаждали при закалке со скоростью 3оС/с, что составляло 0,3 Vкр. Старение сплава проводили по режиму 190оС, 24 ч + 200оС, 14 ч.
П р и м е р 7. Катаные плиты толщиной 20 мм из сплава 1450 охлаждали при закалке со скоростью 45оС/с. Холодную деформацию проводили после закалки перед старением со степенью 3,0% Старение сплава проводили по режиму 170оС, 10 ч + + 230оС, 0,5 ч. (известный способ).
П р и м е р 8. Катаные плиты толщиной 20 мм из сплава 1450 охлаждали по закалке со скоростью 45оС/с, что составляло 4,5 Vкр. Холодную деформацию проводили после закалки перед старением со степенью 8,0% затем старение сплава проводили по режиму 185оС, 2 ч + 230оС, 0,5 ч.
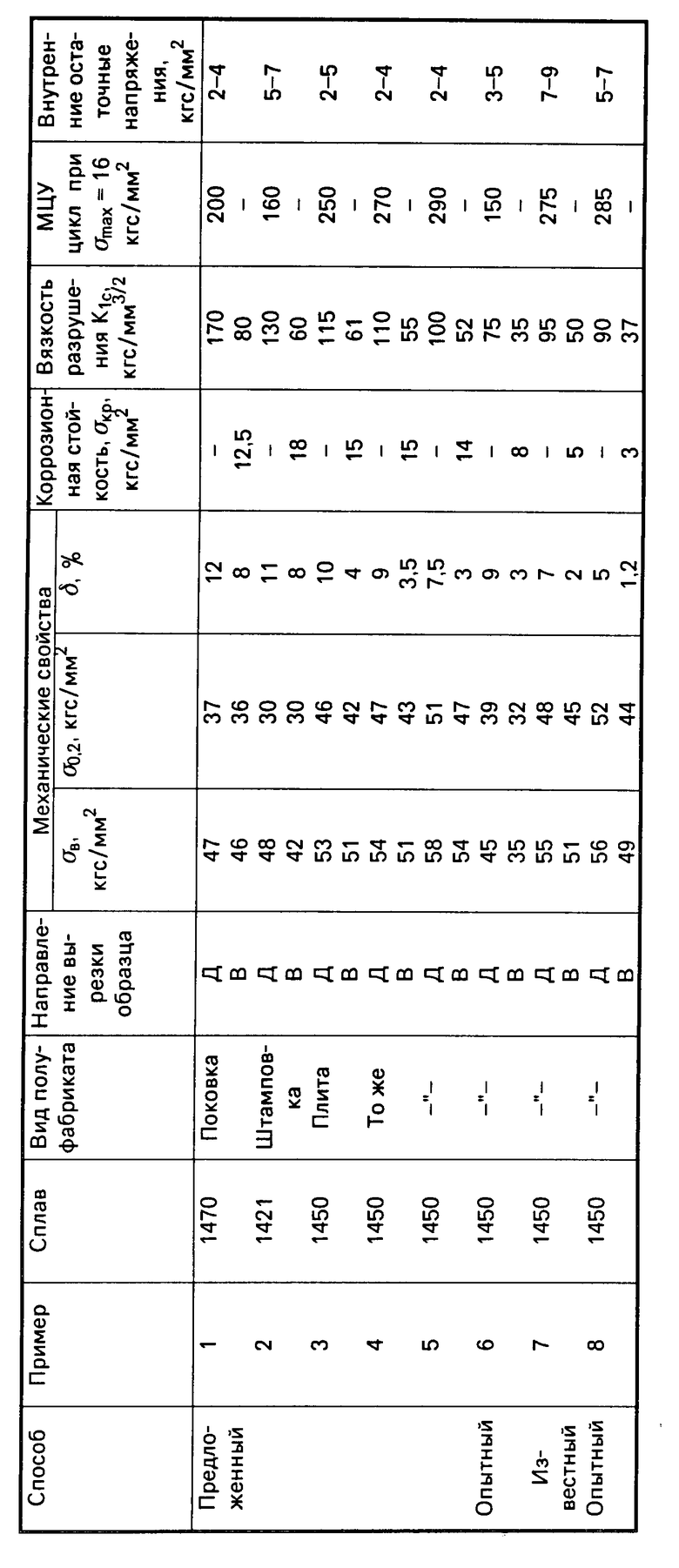
В таблице приведены механические, коррозионные свойства и вязкость разрушения К1с, внутренние остаточные напряжения и МЦУ.
Как видно из данных таблицы полуфабрикаты, термообработанные по предлагаемому способу, имеют более низкие внутренние остаточные напряжения, более высокую вязкость разрушения в сравнении с известным при практически одинаковом уровне механических свойств, что повышает надежность работы изделия и предопределяет эффективность и экономичность использования предложенного технического решения в различных отраслях промышленности. Деформация со степенью 0,2-6% приводит к дополнительному повышению прочности при сохранении высоких ресурсных характеристик.
Таким образом, полученные результаты по опробованию предлагаемого способа дают основание рекомендовать его для широкого использования при термообработке различных полуфабрикатов из термически упрочняемых алюминиево-литиевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ И/ИЛИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ | 1994 |
|
RU2048592C1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ - МАГНИЙ - ЛИТИЙ - СКАНДИЙ | 1991 |
|
RU2031970C1 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ НЕГО | 2010 |
|
RU2443793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2003 |
|
RU2238997C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2256720C1 |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ НЕГО | 1999 |
|
RU2163938C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЕ ИЗ СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 2003 |
|
RU2235799C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ И ИЗДЕЛИЙ ИЗ СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 2002 |
|
RU2235143C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ИЗ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 1990 |
|
RU1762572C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НИХ | 2003 |
|
RU2238998C1 |
Изобретение относится к способам термической обработки полуфабрикатов из деформируемых алюминиево-литиевых сплавов, используемых в качестве конструкционных материалов новой техники и изделиях народного хозяйства, в том числе и для сварных соединений. Способ термической обработки включает нагрев под закалку и закалочное охлаждение со скоростью 0,5-3 Vкр, где Vкр - критическая скорость охлаждения и двухступенчатое охлаждение старение. Способ позволяет повысить вязкость разрушения и коррозионную стойкость, уменьшить внутренние остаточные напряжения при высоком уровне механических свойств. 1 з. п. ф-лы, 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРОВ | 2013 |
|
RU2607521C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

