Изобретение относится к цветной металлургии и может использоваться для электролитического получения алюминия-сырца.
Известен способ управления током серии алюминиевых электролизеров, заключающийся в том, что измеряют и за некоторый период времени усредняют действующие значения силы тока серии, которое сравнивают с заданным постоянным значением, и в зависимости от знака рассогласования производят изменение рабочего напряжения выпрямленного тока в нужную сторону (авт.св. N 177092, кл. 01.12.65).
Недостатком этого способа является отсутствие оптимизации силы тока серии.
Известен также способ получения металлов, в частности алюминия (патент ФРГ N 1237330, опублик. 1977) и способ электролиза расплава (патент Великобритании N 1063855, 24.10.63), которые с целью снижения энергетических потерь, предусматривают использование постоянного тока низкого напряжения и импульсов высокого напряжения (минимум 1200 В).
Недостатком этих способов является необходимость установки дополнительного специального электрооборудования и дополнительных существенных затрат электроэнергии.
Известен также выбранный за прототип способ получения питающего тока для электролитических процессов путем использования трехфазной сети переменного тока с применением двухполупериодного выпрямления в каждой фазе, управляемого тиристорами. Способ предусматривает поочередное отключение фаз с подачей напряжения в виде пилообразных импульсов. Этот способ снижает потери электроэнергии.
Отличительная особенность этого технологического приема заключается в наложении пилообразных импульсов на некоторое постоянное значение силы тока; однако при этом возникают знакопеременные изменения силы тока серии, что приводит к колебательным процессам в ваннах серии и развитию технологических нарушений (например, типа "волнение металла"). Колебательные процессы приводят к непроизводительным потерям технологической электроэнергии.
Предлагаемый способ включает поддержание постоянного значения силы тока серии электролизеров наложением импульсов тока на его действующее значение и отличается тем, что импульсы тока имеют прямоугольную форму и направлены вверх относительно действующего значения силы тока, при этом период следования импульсов выбирают в пределах 100-300 с, амплитуду импульсов - в пределах 3-12% от постоянного значения силы тока серии, а длительность каждого импульса - в пределах 2-5 с.
Сущность предлагаемого способа электролитического получения металла заключается в том, что в непрерывном процессе электролиза криолитоглиноземного расплава на поверхности графитированного анодного массива происходят процессы накопления комплексных ионов, которые затрудняют реакцию электролиза и вызывают рост омического сопротивления расплава в междуполюсном зазоре. Это явление получило название пассивации подошвы анодного массива.
Обычно считается, что восстановление нормальной реакционной способности пассивированной поверхности анодного массива происходит во время анодного эффекта на электролизере, когда рабочее напряжение в междуполюсном зазоре при падении концентрации глинозема в электролите ниже критических значений скачкообразно изменяется вверх до 30-50, а иногда до 100 В. Полагают, что при этом пленка из поверхностно пассивирующих веществ на рабочей поверхности анодного массива частично разлагается с переходом сложных ионов в более простые, а частично выгорает и диспергирует во всем слое электролита высотой 12-18 см. Пассивация реакционной поверхности анодного массива при прочих равных условиях способствует увеличению частоты анодных эффектов.
Таким образом, активация реакционной поверхности анодного массива независимо от механизма ее протекания происходит из-за быстропротекающего электрического удара в зоне электрохимической реакции при резком скачке рабочего напряжения электролизера, мгновенном выделении большой мощности в междуполюсном зазоре и неизменной силе тока, пропускаемого через ванну.
Однако такого же эффекта можно вроде бы достичь резким кратковременным увеличением тока серии (но уже на всех электролизерах). Естественно, что технологические особенности серии электролизеров как электрической цепи с высокопараметрическими характеристиками, накладывают на технологию увеличения силы тока существенные ограничения. Здесь следует отметить, что импульсы тока не могут иметь знакопеременные направления, поскольку такие импульсы будут накладываться на колебательные процессы в ванне, всегда имеющие место в реальных условиях электролиза и связанные с колебаниями уровня металла (границы раздела металл-электролит). Это явление многократно заключалось в практике работы мощных электролизеров, когда в определенные промежутки времени анодные эффекты следуют один за другим и провоцируют волнение металла в ваннах с неустойчивым режимом работы.
Для соблюдения постоянства температурного режима работы электролизеров импульсные изменения силы тока серии не должны заметно менять величину действующего значения силы тока серии, стабилизируемой возле постоянного значения. Этим накладывается существенное ограничение на длительность каждого отдельного импульса. Но длительность импульса не может быть меньше времени, необходимого на выполнение переключений электромеханической коммутирующей аппаратуры выпрямительных агрегатов. Это ограничение снизу соответствует одному переключению в 2-3 с. По максимуму длительность импульсов ограничивается условием исключения влияния импульсной составляющей силы тока серии на тепловой баланс электролизера и составляет порядка 5 с (средняя длительность перемещения анодного массива при регулировании рабочего напряжения).
Другой координатой, которая не может задаваться произвольно, является амплитуда импульсов силы тока серии. Снизу эта величина ограничивается естественными флуктуациями тока серии (импульс должен быть заметен на их фоне). Величина естественных флуктуаций тока обычно составляет не более 2,5-3,5% от действующего значения силы тока серии. Сверху амплитуда ограничивается по крайней мере возможностями выпрямительных агрегатов. Для того, чтобы увеличить силу тока на порядок, как рабочее напряжение во время анодного эффекта, необходимо снабдить серию агрегатами по мощности много большими, чем установленные в настоящее время, что, конечно, не реально. Поэтому требуется обойтись известными агрегатами, резерв мощности которых ограничен 10-12% от установленной мощности.
Период следования импульсов также не может быть произвольным, так как снизу он ограничивается периодами собственных колебаний электрических параметров электролизеров, в частности, рабочего напряжения. Наибольшим периодом колебаний обладают регулярные изменения рабочего напряжения, связанные с колебаниями металла в ванне и имеющие характерные периоды колебаний синусоидального вида с периодами длительности 25-55 с. Поэтому, чтобы не провоцировать возникновение технологических нарушений в работе электролизеров типа "волнение металла", период следования импульсов тока серии не может быть меньше 100-150 с. Верхний предел периода следования импульсов выбирается из условия сохранения стабильности теплового режима, нарушение которой влечет за собой технологические расстройства электролизеров с потерями производительности и большими трудозатратами на их ликвидацию.
Пример осуществления способа.
Предлагаемый способ электролитического получения алюминия реализуется на аппарате управления выпрямительными агрегатами, формирующими постоянный ток низкого напряжения преобразованием сетевого переменного тока высокого напряжения. Обычно применяются кремниевые выпрямительные агрегаты типа ВАКВ-2500/850 в комплекте с силовым трансформатором типа ТДНП-40000/10 и высоковольтным переключателем обмоток трансформатора типа РПН на 19 ступеней. Этот комплект обеспечивает ток с параметрами до 2500 кА и 850 В. Для серии электролизеров с боковым подводом тока к самообжигающемуся анодному массиву на силу тока 70 кА в качестве источника тока используется, как правило, четыре последовательно подключенных выпрямительных агрегата. Такая электрическая схема позволяет компенсировать большие отклонения силы тока серии от заданной величины переключением ступеней РПН (на одном или двух агрегатах), а малые отклонения - регулированием тока в обмотке управления дросселем насыщения, который обеспечивает плавное изменение регулируемого параметра. Для формирования импульсов с параметрами, указанными в формуле, удобно и наиболее целесообразно размыкать цепь обмотки управления дросселем насыщения так, чтобы формировались прямоугольные импульсы заданной длительности и заданной периодичности следования. При разрыве цепи подмагничивание дросселя насыщения оказывается минимальным, а ток выпрямителя скачкообразно вырастает до максимального значения, т.е. импульсы имеют направленность вверх от действующего значения силы тока серии.
Для реализации такого способа формирования импульсов обмотка дросселя насыщения должна подключаться к цепи, которая содержит нормально закрытый контакт реле времени. Включение этого реле размыкает цепь обмотки управления дросселя насыщения. Если выдержка времени этого реле установлена в интервале 2-5 с, то получится прямоугольный импульс заданной длительности, при этом если в цепь включения питания обмотки этого реле вмонтировать нормально открытый контакт другого реле времени, а выдержку времени его срабатывания установить в интервале 100-300 с, то импульсы тока серии будут следовать с заданным периодом. Запуск второго реле осуществляется нормально закрытым контактом первого реле времени, а начальный запуск и остановка управляющей схемы осуществляется ключом в цепи питания обмотки второго реле.
В качестве таких реле времени используются стандартные устройства типа ВЛ-56 на 220 В питающего напряжения (изготовитель Киевский завод) со шкалами 1-100 с и 1-100 мин.
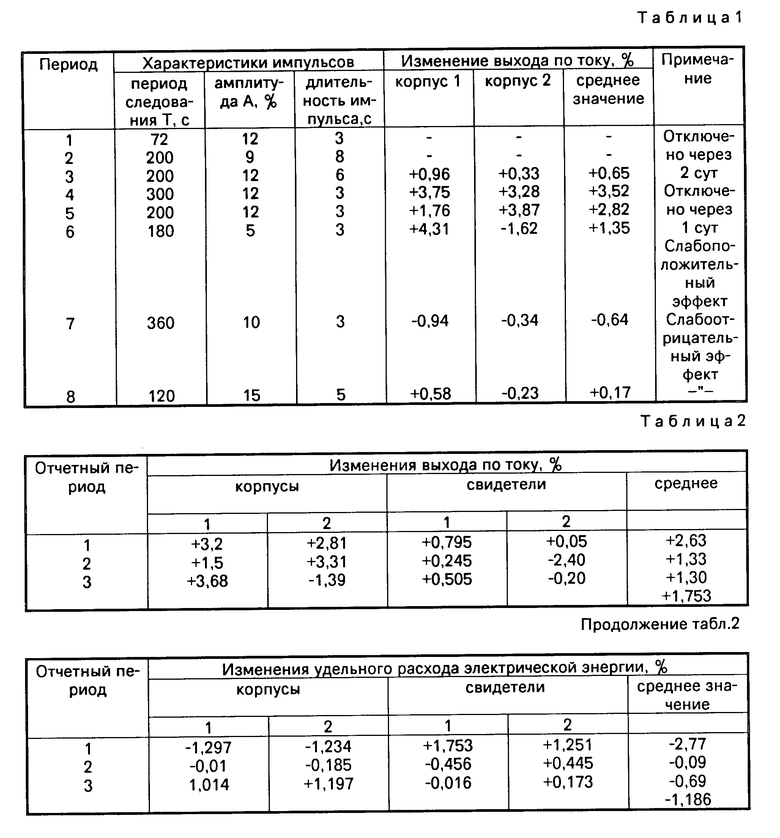
Технологические режимы, реализуемые такой схемой формирования импульсов тока серии и используемые в качестве примеров, приведены в табл.1.
Для промышленной проверки правильности выбора параметров импульсной составляющей силы тока серии проводили проверку предлагаемого способа на алюминиевых электролизерах с боковым токоподводом на силу тока 70 кА. Чтобы получить достоверные результаты, фиксировали интегральный отчетный технико-экономический показатель эффективности процесса электролиза - выход алюминия-сырца по току, определяемый в производственных условиях как среднемесячное значение для каждого из двух корпусов серии по отношению количества электричества, пропущенного через электролизеры, к теоретически необходимому количеству электричества, необходимого для получения металла, переданного в литейное отделение.
В табл.1 приведены результаты наложения прямоугольных импульсов на действующее значение силы тока серии в течение нескольких отчетных периодов времени - месяцев. В первом режиме (1) наложение импульсов было прекращено через 2 дня по требованию технологического персонала корпусов, так как появились электролизеры с наведенным "волнением металла в ванне". Во втором режиме (2) наложение импульсов прекратили по просьбе производственного мастера, выявившего массовое повышение температуры электролита в ваннах одного из корпусов.
Для объективной оценки положительного эффекта сравнивали абсолютные изменения выхода алюминия по току и удельного расхода технологической электроэнергии в производстве для серии электролизеров с боковым токоподводом на силу тока 70 кА с импульсной составляющей, параметры которой выбирали в области оптимальных значений (Т=200-300 с; А=11-12%, dt=3 с) с аналогичными показателями такой же серии, на силу тока которой не накладывалась импульсная составляющая. При этом для минимизации влияния на оценку посторонних обстоятельств за установившееся значение каждого показателя принимали среднее значение за 2 мес в условиях работы без наложения импульсной составляющей.
В табл.2 приведены результаты расчетов, выполненных по отчетным данным цеха электролиза за период наблюдения. Приведены величины изменений выхода алюминия по току в процентах относительно среднего значения за отчетные периоды, когда импульсная составляющая не накладывалась, для электролизеров четырех корпусов 1,2. При этом на силу тока серии двух корпусов накладывалась импульсная составляющая, а другие корпуса продолжали работать с постоянной силой тока серии и использованы в качестве свидетелей для сравнения. В табл.2 приведены величины изменений удельного расхода электроэнергии для электролизеров этих же корпусов в процентах относительно плановых расчетных удельных расходов электроэнергии для каждого из корпусов. В различные периоды времени изменения двух важнейших технико-экономических показателей эффективности процесса достигают неодинаковых величин, принимающих значения много выше погрешности их расчета (0,1%). Диапазоны изменения достаточно широки (вплоть до обратного знака) из-за различных причин, вызывающих отклонения в технологии и организации производства. Эти отклонения не фиксируются в калькуляции себестоимости алюминия-сырца и, в общем случае, неизвестны. Можно отметить, что даже на небольшом статистическом материале изменения выхода по току составили от -1,39 до +3,68% и среднее значение равно +1,75% , а изменения удельного расхода технологической электроэнергии составили от +1,197 до -1,297% при среднем значении -1,18%.
Заявляемый способ электролитического получения алюминия представляет собой способ формирования энергетического потока, обеспечивающего оптимальное и непрерывное протекание процесса электролиза. Новизна изобретения проявляется в новых условиях реализации процесса на электролизерах и новых условиях формирования потока электроэнергии, пропускаемого через каждую ванну в отдельности и через серию электролизеров в целом.
Предлагаемый способ электролитического получения алюминия позволяет повысить производительность электролизеров серии; снизить расход технологической электроэнергии на тонну алюминия; уменьшить число технологических нарушений в ваннах, связанных с повышением сопротивления реакционной поверхности анодного массива.
Способ практически не требует затрат на его реализацию.
Использование: электролитическое производство алюминия. Изобретение позволяет повысить призводительность электролизеров, значительно снизить расход технологической электроэнергии. Сущность: импульсы тока, пропускаемые через каждую ванну и через серию электролизеров в целом, имеют прямоугольную форму и направлены вверх относительно действующего значения силы тока серии, а период следования импульсов выбирается в пределах 100 - 300 с, амплитуда импульсов - в пределах 3 - 12% от постоянного значения силы тока, а длительность каждого импульса - в пределах 2 - 5 с. 2 табл.
СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ, включающий поддержание постоянного значения силы тока серии электролизеров и наложение на него импульсов тока, отличающийся тем, что импульсы тока накладывают прямоугольной формы, при этом период следования импульсов 100 - 300 с, амплитуда импульсов 3 - 12% от постоянного значения силы тока, а длительность каждого импульса 2 - 5 с.
| Магнитный конус | 1961 |
|
SU140762A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
