Изобретение относится к технике очистки изделий от загрязнений, в частности к промывке деталей с глухими отверстиями, пазами и углублениями, размещаемыми на подвесах, и применимо для промывки деталей на подвесах в гальваническом и химическом производствах, например на автоматизированных линиях гальванопокрытий, когда промывка деталей производится струями сопловых насадков, расположенных в верхней части вдоль длинных боковых сторон ванны струйной промывки, в процессе загрузки-выгрузки деталей транспортирующим их средством.
Известен сопловой насадок, содержащий отверстие коноидальной формы [1].
Недостатком известного устройства является наличие "мертвых" зон, при размещении их в один ряд - вдоль, например, длинных боковых сторон ванны, или искусственное увеличение габаритов собранных из них панелей при размещении их в несколько рядов, обусловленном, в частности, толщиной боковых стенок насадков.
Другим недостатком известного устройства является сложность изготовления из него панели (струйного патрубка), обеспечивающей исключение "мертвых" зон струйной обработки для достижения соответствующего качества последней.
Наиболее близким к заявляемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является сопловой насадок, содержащий модульную наборную панель с параллельными рядами сопловых отверстий, профиль каждого из которых выполнен коноидальным, а оси отверстий каждого последующего ряда смещены относительно осей отверстий ряда на расстояние, равное половине диаметра выходной части соплового отверстия [2].
Недостатком устройства, выбранного в качестве прототипа, является не оптимальная структура размещения сопловых отверстий по высоте модульной наборной панели, что может приводить к искусственному увеличению габаритов (по высоте) сопловых насадков и, как следствие, сокращению (по высоте) рабочего пространства емкости, в которой размещены сопловые насадки, например по ее противоположным боковым сторонам, а следовательно, и искусственному сокращению габаритов (по высоте) обрабатываемых деталей. В частности, это характерно для ванн струйной промывки гальванических линий, когда промывка производится сопловыми насадками в процессе выгрузки деталей из ванны.
Другим недостатком этого устройства является сравнительно высокий расход моющей жидкости, обусловленный величиной смещения осей отверстий каждого последующего ряда по отношению к осям отверстий предыдущего ряда.
Целью предлагаемого изобретения является уменьшение габаритов насадка и расхода моющей жидкости.
Поставленная цель достигается тем, что в сопловом насадке, выполненном в виде модульной наборной панели с параллельными рядами сопловых отверстий, профиль каждого из которых выполнен коноидальным, а оси отверстий каждого последующего ряда смещены по отношению к осям отверстий предыдущего ряда, согласно изобретению, количество рядов (N) сопловых отверстий выбрано в соответствии с
N =  , где D - диаметр входной части соплового отверстия;
, где D - диаметр входной части соплового отверстия;
d - диаметр выходной части соплового отверстия, при смещении осей отверстий каждого последующего ряда относительно осей отверстий предыдущего ряда, равном диаметру выходной части соплового отверстия, причем N = 3.
Модульные наборные панели выполнены из неметаллического материала, например, на основе полиамида, стеклонаполненного поликарбоната или других термопластичных материалов.
Сопоставительный анализ с прототипом показывает, что заявляемый сопловой насадок отличается количеством параллельных рядов (N) сопловых отверстий, определяемым из соотношения
N =  , где D - диаметр входной части соплового отверстия;
, где D - диаметр входной части соплового отверстия;
d - диаметр выходной части соплового отверстия, а также расстоянием смещения осей отверстий каждого последующего ряда по отношению к осям отверстий предыдущего ряда, величиной N и выполнением модульных наборных панелей.
Таким образом, заявляемое техническое решение соответствует критерию "новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
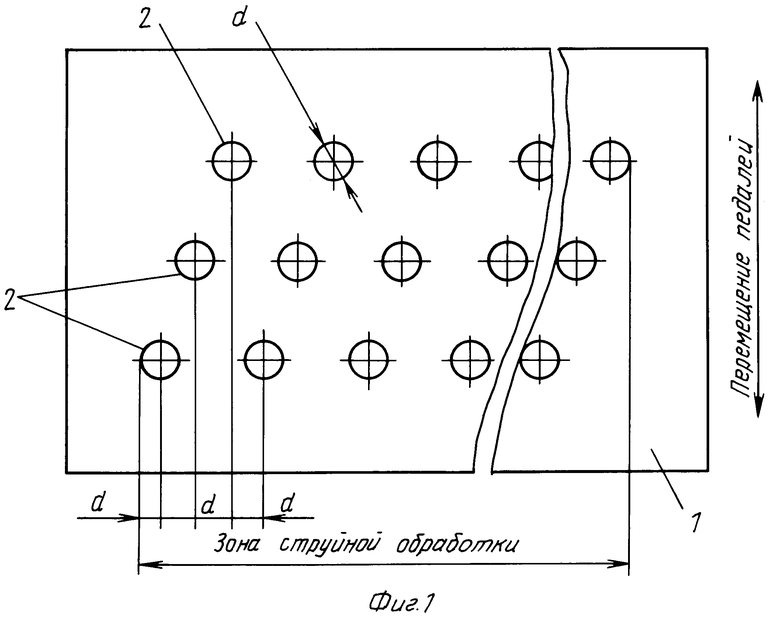
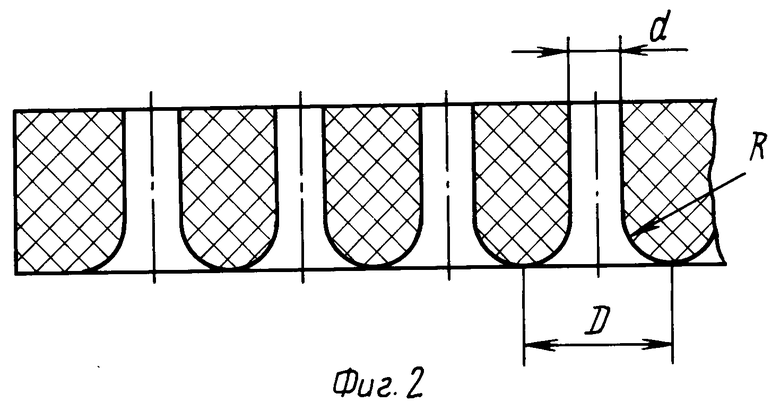
На фиг. 1 представлена модульная наборная панель с выходными частями сопловых отверстий; на фиг. 2 - вертикальный разрез модульной наборной панели (фрагмент) по центрам сопловых отверстий коноидального профиля одного их ряда.
Сопловой насадок, выполненный в виде модульной наборной панели 1, содержит три параллельных ряда сопловых отверстий 2, профиль каждого из которых выполнен коноидальным, а оси отверстий каждого последующего ряда смещены по отношению к осям предыдущего ряда на величину, равную диаметру d выходной части соплового отверстия.
При этом модульная наборная панель 1 получена литьевым методом с сформированными в них параллельными рядами сопловых отверстий 2, отверстиями (на фиг. 1, 2 не показаны) для крепления панели 1 и изготовлены из полиамида.
Именно такое расположение сопловых отверстий 2 коноидальной формы и количество их параллельных рядов N, определяемое как частное от деления D/d, равное, в данном случае трем, позволяют обеспечить минимально необходимый для качественной промывки поверхности деталей, перемещаемых относительно панелей 1 в вертикальной плоскости, расход моющей жидкости при минимально возможных габаритах (по высоте) панелей 1.
При этом обеспечивается промывка всей поверхности детали, например с глухими отверстиями, пазами и углублениями, струями моющей жидкости с максимальной кинетической энергией во всей зоне струйной обработки (фиг. 1) без образования "мертвых" зон, учитывая к тому же естественное увеличение площади поперечного сечения струи на расстоянии от насадка и площадь зоны действия нормальных напряжений.
Реализация предлагаемого устройства не встречает принципиальных затруднений.
Модульные наборные панели могут быть выполнены из полиамида или стеклонаполненного поликарбоната путем их литья под давлением в пресс-формах на термопластавтоматах.
Использование: для струйной промывки деталей в гальваническом и химическом производствах. Сущность: сопловой насадок выполнен в виде модульной наборной панели с параллельными рядами сопловых отверстий, оси отверстий каждого последующего ряда смещены относительно осей отверстий предыдущего ряда. Количество рядов выбирают в соответствии с соотношением N = (D/d), где D - диаметр входного соплового отверстия, d - диаметр выходного соплового отверстия, при этом величина смещения осей отверстий каждого последующего ряда относительно отверстий предыдущего ряда равна диаметру выходной части соплового отверстия, а N=3. 1 з.п. ф-лы, 2 ил.
N = D/d,
где D - диаметр входного соплового отверстия;
d - диаметр выходного соплового отверстия,
при этом величина смещения осей отверстий каждого последующего ряда относительно осей отверстий предыдущего ряда равна диаметру выходной части соплового отверстия, a N=3.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Коллектор моечной установки | 1983 |
|
SU1125073A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
