Изобретение относится к струйной очистке изделий от загрязнений, в частности к струйной промывке деталей, размещаемых на подвесках, и применимо в гальваническом и химическом производствах для промывки деталей после их обработки в основных ваннах.
Широко известны способы струйной промывки изделий, включающие формирование направленных струй моющей жидкости и их подачу на поверхность деталей [1, 2].
Недостатками известных способов являются сравнительно невысокое качество промывки, обусловленное сравнительно низкой кинетической энергией струй, и сравнительно большие расход промывной воды и габариты элементов формирования струй, обусловленные необходимостью подачи воды на всю поверхность обрабатываемых деталей, находящихся в статике.
Наиболее близким к заявляемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ струйной промывки деталей на подвесках, включающий формирование с помощью сопловых насадков направленных струй моющей жидкости в виде параллельных горизонтальных рядов со смещением осей струй каждого последующего ряда относительно осей струй предыдущего ряда на величину, равную половине диаметра выходного отверстия соплового насадка, и их подачу на поверхность перемещаемых относительно струй в вертикальной плоскости деталей [3].
Недостатком способа, выбранного в качестве прототипа, является повышенный расход моющей жидкости, обусловленный величиной смещения осей струй горизонтальных рядов сопловых насадков.
Другим недостатком известного способа является неоптимальное количество формируемых сопловыми насадками горизонтальных рядов струй моющей жидкости, что в свою очередь приводит к необходимости либо искусственного увеличения количества горизонтальных рядов сопловых насадков, либо изменения параметров отверстий сопловых насадков и, как следствие, снижению качества промывки как из-за сокращения рабочего пространства ванны (например), так и из-за снижения величины гидродинамического давления струй моющей жидкости.
Целью предлагаемого изобретения является уменьшение расхода моющей жидкости и повышение качества промывки.
Поставленная цель достигается тем, что в известном способе струйной промывки деталей на подвесках, включающем формирование с помощью сопловых насадков направленных струй моющей жидкости в виде параллельных горизонтальных рядов со смещением осей струй каждого последующего ряда и их подачу на поверхность перемещаемых относительно струй в вертикальной плоскости деталей, с о г л а с - н о и з о б р е т е н и ю, количество рядов N сопловых насадков определяют в соответствии с соотношением
N =  , где D - диаметр входного соплового отверстия насадка,
, где D - диаметр входного соплового отверстия насадка,
d - диаметр выходного соплового отверстия насадка при величине смещения осей струй каждого последующего ряда относительно осей струй предыдущего ряда, равной d и N≥3.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что количество рядов N сопловых насадков определяют в соответствии с соотношением
N =  , где D - диаметр входного соплового отверстия насадка,
, где D - диаметр входного соплового отверстия насадка,
d - диаметр выходного соплового отверстия насадка при величине смещения осей струй каждого последующего ряда относительно осей струй предыдущего ряда равной d и N≥3.
Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
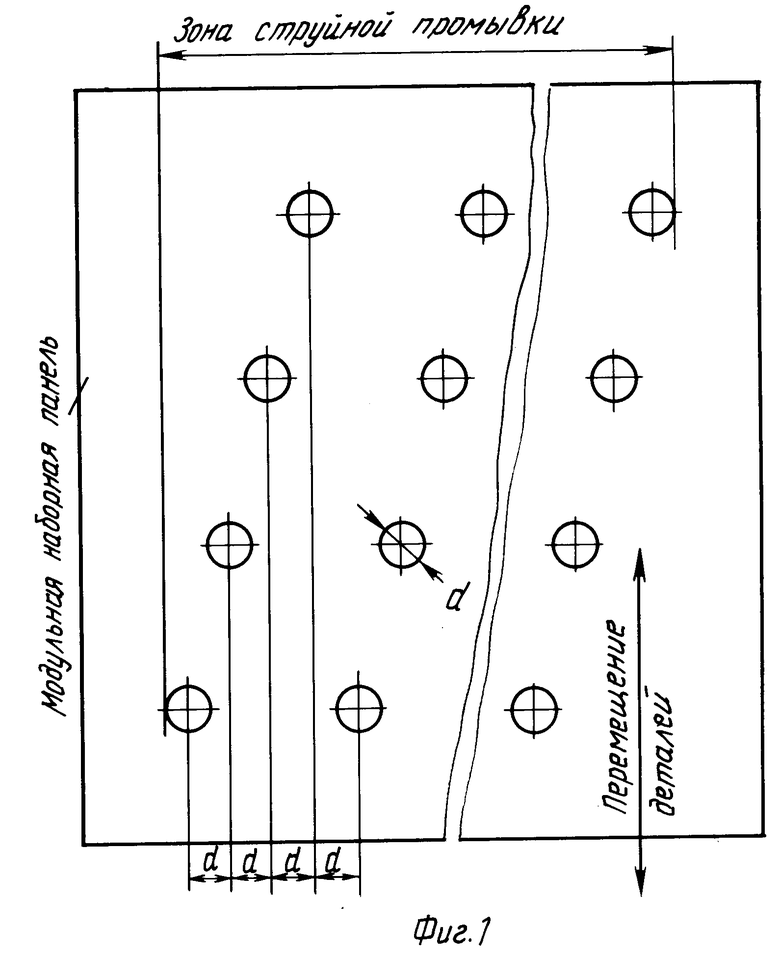
На фиг. 1 представлены сопловые насадки, объединенные в модульную наборную панель, при
N =  = 4.
= 4.
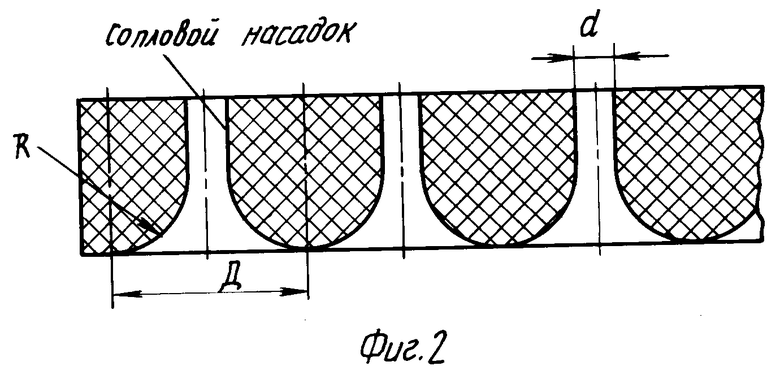
На фиг. 2 представлен вертикальный разрез модульной наборной панели по центрам сопловых отверстий коноидальной формы одного горизонтального ряда насадков (фрагмент).
Предлагаемый способ струйной промывки деталей на подвесках реализован следующим способом.
Промывку ведут в гальванической ванне, в верхней части которой (с двух противоположных ее длинных сторон) располагают сопловые насадки, объединенные в модульные наборные панели, каждой из которых производят формирование направленных струй моющей жидкости в виде параллельных, смещенных друг относительно друга, горизонтальных рядов, количество которых N определено из соотношения
N = D/d (фиг. 1, 2), причем величину смещения осей струй каждого последующего ряда по отношению к осям струй предыдущего ряда выбирают равной d.
Подлежащую струйной промывке деталь перемещают относительно горизонтальных струй рядов сопловых насадков в вертикальной плоскости, чем достигается максимальная величина силы удара струй.
Максимальную кинетическую энергию струй обеспечивают коноидальным профилем сопловых отверстий (фиг. 2).
Минимальный расход моющей жидкости обеспечивается выбранной структурой расположения отверстий (суть струй) сопловых насадков в модульной наборной панели.
Оптимизация габаритов (по высоте) сопловых насадков в виде модульных наборных панелей обеспечивается, в частности, при изменении значения N (N≥3), обусловленного необходимостью сохранения площади поперечного сечения струй на как можно большем расстоянии от соплового насадка.
Проверка предложенного способа расчетным и экспериментальным путем в производственных условиях дала положительный результат.
Струйной промывке подвергалась деталь, располагаемая на расстоянии 250 мм от сопловых насадков.
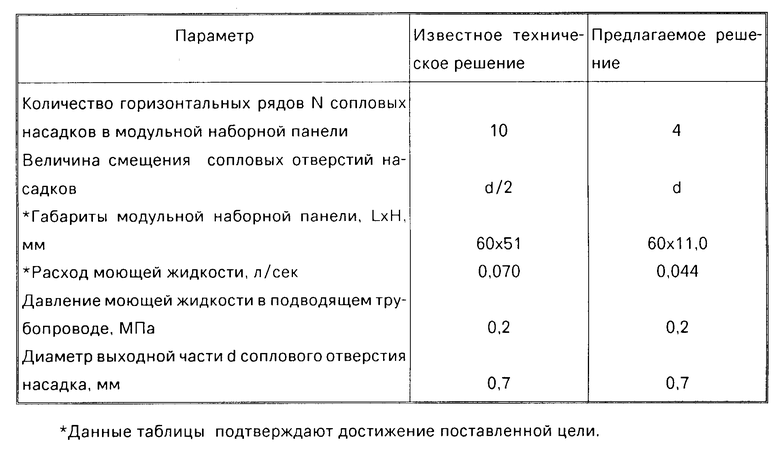
Результаты расчетных и экспериментальных исследований приведены в таблице.
Таким образом, заявленный способ по сравнению с известным, выбранным в качестве прототипа, позволяет:
сократить не менее чем в 1,5 раза расход моющей жидкости;
повысить качество промывки за счет сокращения не менее чем в 2,5 раза количества горизонтальных рядов сопловых насадков и соответствующего увеличения рабочего пространства при обеспечении максимального гидродинамического давления струй моющей жидкости на поверхность промываемых деталей.
Реализация предлагаемого способа не встречает принципиальных затруднений.
Модульные наборные панели могут быть получены литьевым методом из термопластичного материала, например, марки АБС.
Сущность: направленные струи формируют каждым из насадков в виде параллельных, смещенных друг относительно друга, горизонтальных рядов, количество которых N определяют из соотношения N = (D/d), где D - диаметр входных отверстий соплового насадка (струй на их входах); d - диаметр выходных отверстий соплового насадка (струй на их выходах), причем величину смещения осей струй каждого последующего ряда по отношению к осям струй предыдущего ряда выбирают равной d, а N ≥ 3 . 2 ил.
СПОСОБ СТРУЙНОЙ ПРОМЫВКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ, включающий формирование с помощью сопловых насадков направленных струй моющей жидкости в виде параллельных горизонтальных рядов со смещением осей струй каждого последующего ряда относительно осей струй предыдущего ряда и их подачу на поверхность перемещаемых относительно струй в вертикальной плоскости деталей, отличающийся тем, что, с целью уменьшения расхода моющей жидкости и повышения качества промывки, количество N рядов сопловых насадков определяют в соответствии с соотношением
N = D/d,
где D - диаметр входного соплового отверстия насадка;
d - диаметр выходного соплового отверстия насадка при величине смещения осей струй каждого последующего ряда относительно осей струй предыдущего ряда, равной d, а N ≥ 3.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Коллектор моечной установки | 1983 |
|
SU1125073A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
