Изобретение относится к изготовлению изделий методами намотки лентами и предназначено для использования в народном хозяйстве, где находят применение подобные длинномерные ленточные материалы.
Раскладчик намотки (1) содержит раскладочный, перевалочный, приемный ролики и ролик обратной связи, причем на основной поворотной самоустанавливающейся втулке смонтированы приемный ролик и установленный по касательной к оси поворота этой втулки ролик обратной связи, а перевалочный и раскладочный ролики расположены на самоустанавливающейся дополнительной втулке, которая смонтирована на основной втулке. Основная поворотная самоустанавливающаяся втулка крепится в корпусе головки.
При намотке изделий некруглого профиля типа коробчатой конструкции (или типа доски) при вращении оправки (или раскладчиков) только в одну сторону (односторонняя намотка) на ребрах изделий по ходу намотки по мере набирания слоев получается местное утолщение пакета, так называемая "бульба", которую равняют путем механической обработки, перерезая намотанные слои, что приводит к снижению качества получаемых изделий. Для того, чтобы исключить эффект появления на ребрах "бульбы" необходимо намотку слоев изделий рассматриваемых типов вести разнонаправленно, т.е. каждый последующий слой получать при противоположном вращении оправки (раскладчика).
Для четкого фиксирования головок при намотке изделий типа доски, создания необходимых рычагов для условий самоустанова такая головка раскладчика монтируется так, чтобы ее основная ось самоустанова находилась в зависимости от направления вращения значительно ниже или выше плоскостей продольно-поперечных подач, проходящих через ось оправки.
Целью изобретения является повышение производительности и расширение технологических возможностей при разнонаправленной намотке изделий некруглого профиля.
Это достигается тем, что в раскладчике намотки корпус самоустанавливающейся раскладочной головки с дополнительным роликом, касательным основной оси самоустанова, выполнен в виде отдельного узла, снабженного механизмом линейного перемещения, перпендикулярного основной оси самоустанова, на два фиксированных смежных положения относительно оправки, причем механизм перемещения снабжен регулятором настройки фиксированных положений корпуса головки, а весь лентотракт раскладчика при этом имеет привод поворота на угол не более ±60о вокруг оси, проходящей через точку пересечения осей самоустанова и перпендикулярной плоскости продольно-поперечных подач.
Раскладчик отличается также еще тем, что дополнительный ролик, касательный основной оси самоустанова, располагается на максимально возможном расстоянии от ролика обратной связи.
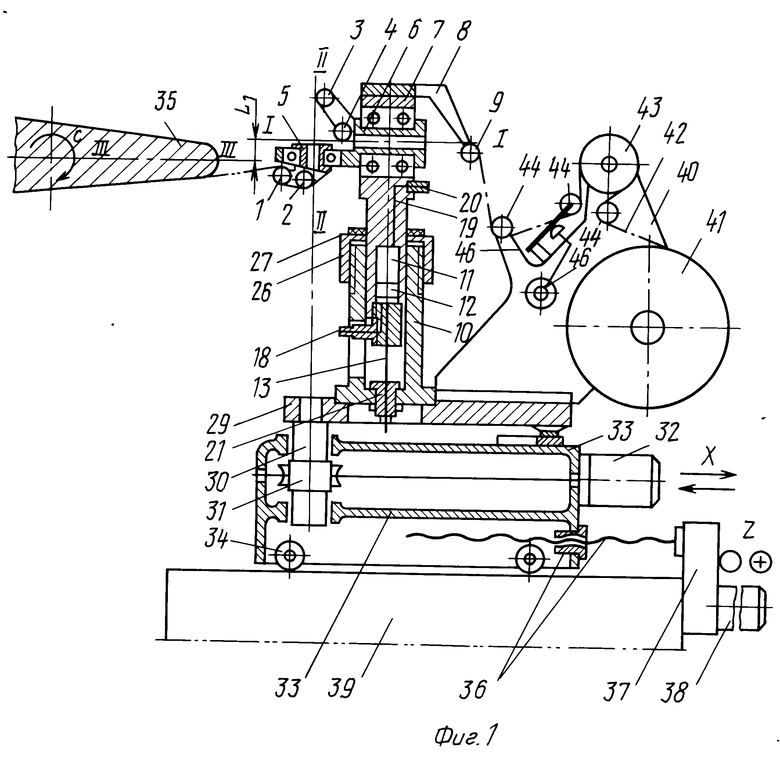
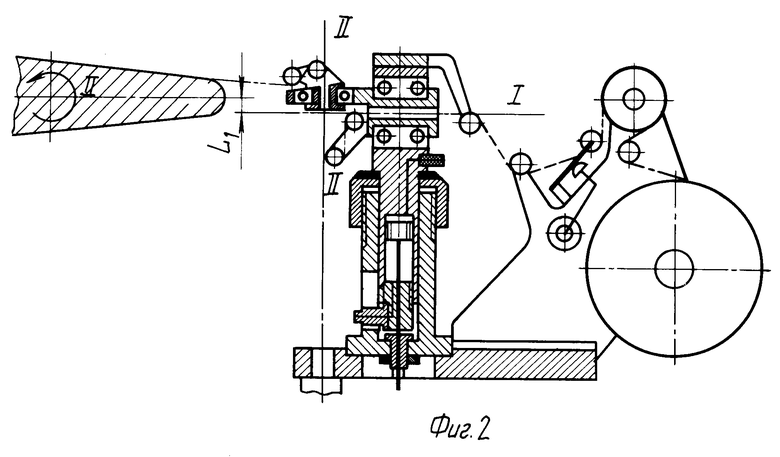
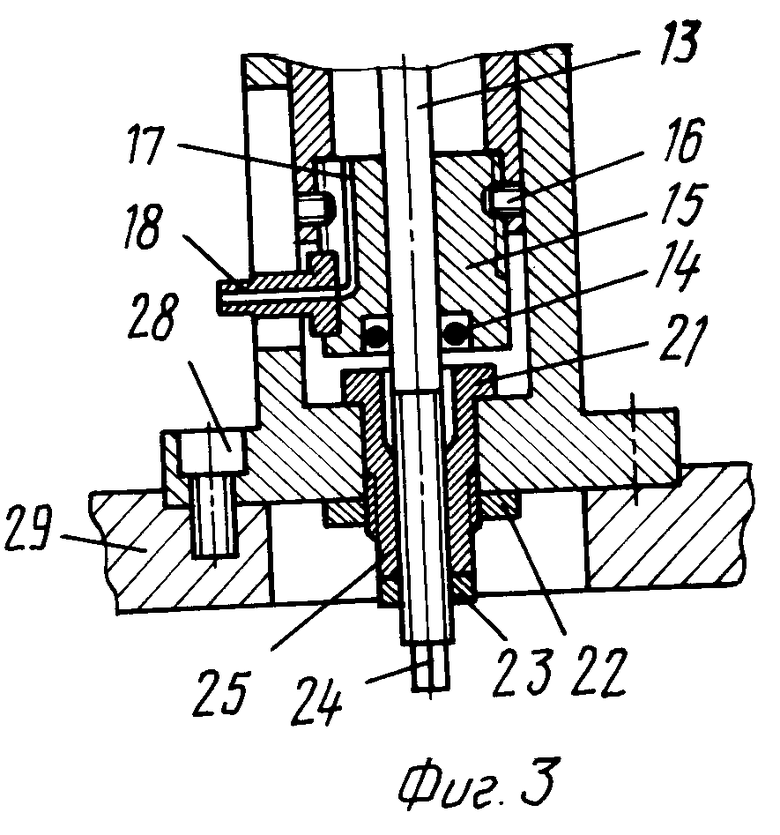
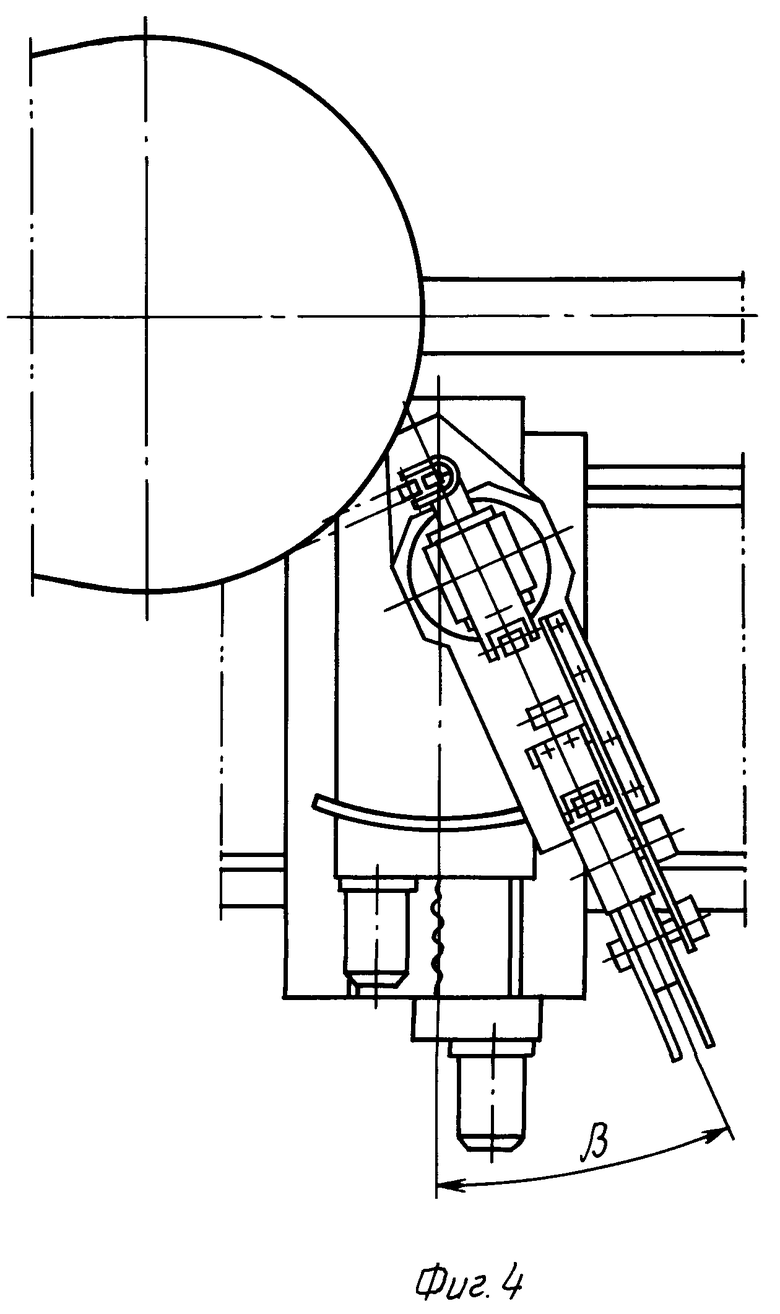
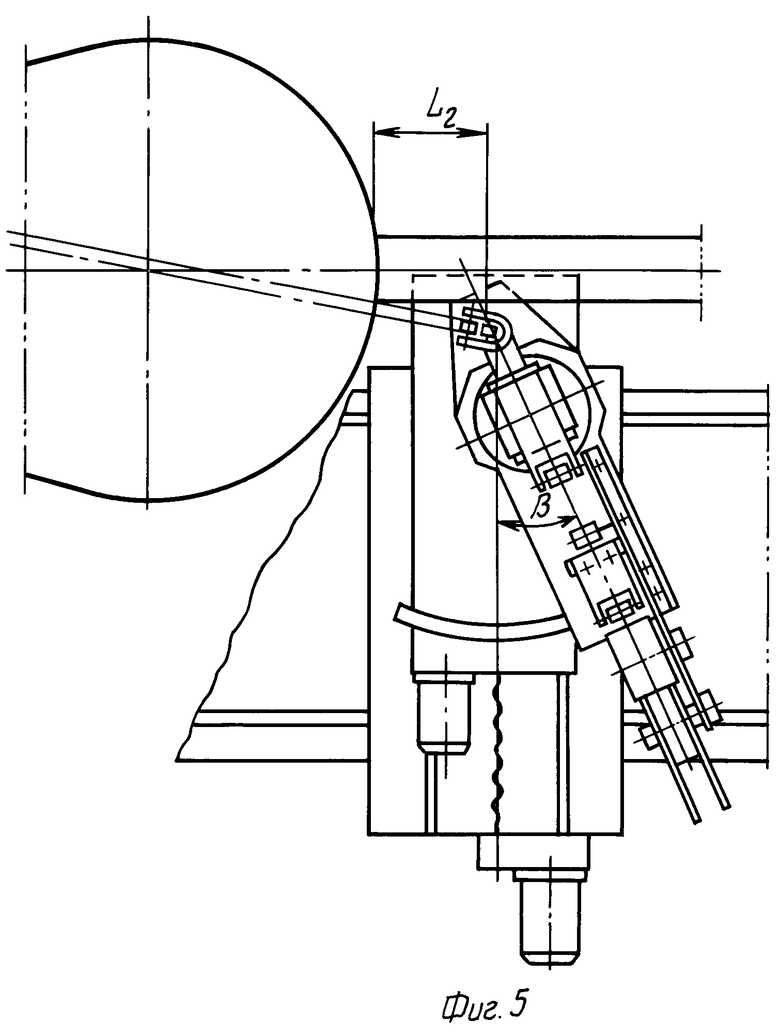
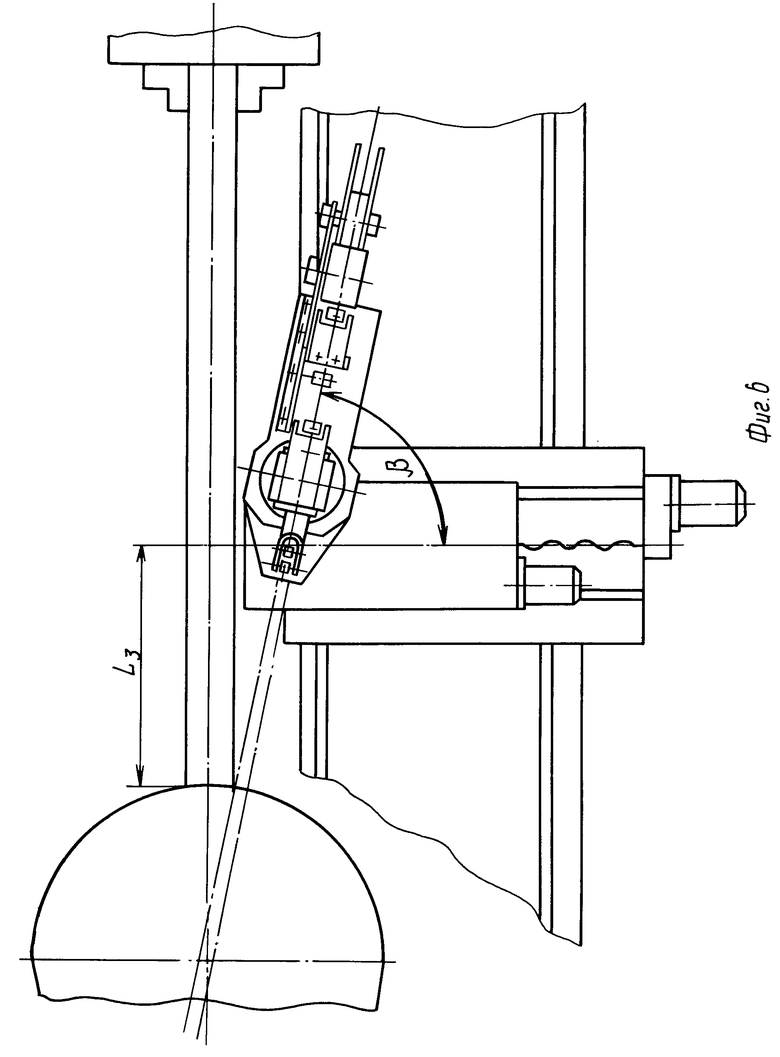
На фиг. 1 показано сечение раскладчика в позиции намотки при вращении оправки по часовой стрелке; на фиг. 2 - сечение раскладчика в позиции намотки при вращении оправки против часовой стрелки; на фиг. 3 - сечение нижней части механизма линейного перемещения раскладочной головки; на фиг. 4 - положение раскладчика в позиции замотки днища оправки; на фиг. 5 - положение раскладчика в позиции замотки "воротничка" днища оправки; на фиг. 6 - положение раскладчика в позиции замотки "воротничка" днища оправки в конструкции аналогов.
Раскладчик намотки состоит (фиг. 1, 2, 3) из раскладочной головки, содержащей раскладочный 1, перевалочный 2, приемный 3 ролики и ролик обратной связи 4, при этом раскладочный 1 и перевалочный 2 ролики находятся на дополнительной самоустанавливающейся втулке, а приемный ролик 3 и ролик обратной связи 4 - на основной самоустанавливающейся втулке 6, смонтированной в корпусе 7 головки. На корпусе 7 с помощью кронштейна 8 смонтирован на максимально возможном расстоянии от ролика обратной связи 4 касательно основной оси I-I самоустанова дополнительный ролик 9. Корпус 7 установлен в стойке 10.
На фиг. 1, 2, 3 показан вариант механизма линейного перемещения головки перпендикулярно основной оси самоустанова. Корпус 7 с одного конца выполнен в виде корпуса цилиндра 11 с осью, перпендикулярной I-I основной оси самоустанова головки.
В корпусе 7 установлен поршень 12 со штоком 13, проходящим (фиг. 3) через отверстие с уплотнительным кольцом 14 крышки 15 и с закреплением в стойке 10.
Крышка 15 установлена на резьбе и застопорена винтами 16 в корпусе цилиндра 11. В крышке 15 для подвода воздуха в полость цилиндра 11 через канал 17 закреплен штуцер 18, установленный через паз стойки 10, который одновременно служит и фиксатором от разворота корпуса 7 относительно оси цилиндра 11.
Для подвода воздуха в другую полость цилиндра в корпусе 7 выполнен канал 19 и закреплен штуцер 20.
Шток 13 закреплен в стойке 10 с помощью резьбовой втулки 21, которая установлена в стойке 10 и закреплена гайкой 22, в которую завернут резьбовым концом и закреплен контргайкой 23 шток 13.
Для удобства работы с торца шток 13 имеет квадрат 24, а резьбовая втулка 21 шестигранник 25.
На резьбовом конце стойки 10 установлена гайка 26 с аммортизатором 27. Стойка 10 закреплена винтами 28 в плите 29 привода поворота вокруг оси II-II, представляющего собой вал 30, червячную пару 31 и двигатель 32, смонтированные в салазках 33 поперечного перемещения (X) на направляющих качения 34 относительно наматываемой оправки 35 (движение C).
На салазках 33 установлена гайка винтовой пары 36, винт этой пары установлен в приводе 37 поперечного перемещения с двигателем 38, расположенным на каретке 39 продольного перемещения (Z).
На плите установлен основной лентотракт 40, в корпусе которого смонтирована бобина 41 с наматываемым материалом 42, натяжитель 43, промежуточные ролики 44, упругая пластина 45 датчика натяжения 46.
Раскладчик намотки работает следующим образом.
Наматываемый материал 42 с бобины 41 через ролики 44, натяжитель 43 подается на дополнительный ролик 9, ролик обратной связи 4, приемный ролик 3, перевалочный 2 и раскладочный ролик 1 и затем закрепляется на наматываемой оправке 35.
Для намотки слоя при вращении оправки по часовой стрелке (фиг. 1) в пневмоцилиндр 11 через штуцер 20 и канал 19 корпуса 7 подается давление пневмосети, при этом корпус 7 с установленной на нем раскладочной головкой перемещается до упора крышки 15 в поршень 12 и занимает верхнее фиксированное положение, при котором основная ось I-I самоустанова расположена выше оси III-III оправки 35 на величину L1, которая рассчитана заранее и зависит от формы изделия и угла намотки. При этом создаются условия для намотки при вращении оправки по часовой стрелке, т.е. направление усилия натяжения установлено так, что оно легко поворачивает головку относительно осей самоустанова, не позволяя при этом головке "опрокидываться" по оси I-I, т.е. усилие направлено всегда вниз от оси I-I (фиг. 1).
Это положение насстраивается перед началом намотки путем перемещения поршня 12, вдоль оси цилиндра 11 завинчиванием (фиг. 3) или вывинчиванием из резьбовой втулки 21 с помощью квадрата 24 штока 13 с последующим фиксированием контргайкой 23.
Резьбовая втулка 21 при этом не имеет возможности вращаться, так как она закреплена гайкой 22 в стойке 10, при необходимости ее поддерживают с помощью шестигранника 25.
После выхода намоточной головки в верхнее фиксированное положение включается вращение оправки (C) по часовой стрелке и начинается намотка. В процессе намотки под действием натяжения наматываемого материала 42 втулка 6 самоустанова (I-I), а втулка 5 самоустанавливается вокруг дополнительной оси II-II.
Наматываемый материал 42 сматывается с бобины 41, проходит через натяжитель 43, получая требуемое натяжение, и через промежуточные ролики 44 подается на раскладочную головку и на наматываемую оправку 35. Проходя через ролик 44, установленный на упругой пластине 45, наматываемый материал 42 своим натяжением отгибает упругую пластину 45 и тем самым воздействует на датчик натяжения 46, сигналы от которого регистрируются приборами пульта управления станка (не показан).
При намотке раскладчик вместе с плитой 29 (фиг. 1, 4, 5) получает поворот от привода 30 (фиг. 1), состоящего из вала 30 двигателя 32 и червячной пары 31, на угол (B) не более ± 60о вокруг оси, лежащей в плоскости самоустанова дополнительной оси II-II и параллельной оси линейного перемещения головки от цилиндра 11, а также получает линейное поперечное перемещение (X) вместе с салазками 33 от привода 37 с двигателем 38 через винтовую пару 36 и предельное перемещение (X) вместе с кареткой 39.
Все движения взаимно согласованы устройством ЧПУ станка.
После намотки слоя или (в зависимости от технологических требований) нескольких слоев в одну сторону (для того, чтобы исключить появление "бульбы" в зонах ребер), от команды УЧПУ станка давление пневмосети подается через штуцер 18 и канал 17 в другую полость цилиндра 11, вследствие чего корпус 7 с раскладочной головкой перемещается до упора своим выступом в аммортизатор 27 гайки 28 и занимает фиксированное смежное предыдущему положение (фиг. 2), при котором основная ось I-I самоустанова расположится ниже оси III-III оправки 35 также на величину L1, при этом производится смена вращения оправки и (при сохранении направлений других движений) производится реверсивная намотка следующих указанных в технологическом процессе слоев, затем корпус 7 переводят в первоначальное смежное положение и намотка таким образом продолжается до получения готового изделия.
Предлагаемое решение позволит повысить качество оболочек некруглого профиля, так как исчезнут "бульбы" и не потребуется перерезать намотанные слои. По сравнению с прототипом и аналогами, особенно при компановке невращаемого раскладчика (вращаемой оправки), производительность повышается за счет того, что переход раскладчика из одной позиции в другую при изменении направления намотки слоев осуществляется механизированно, т.е. требуется меньшее время перехода из одной позиции в другую. Повышение производительности осуществляется и за счет того, что при замотке днищ в предложенном решении, особенно на участке "воротничка" (минимального диаметра), раскладчик заходит L2 за днище при одном и том же рисунке намотки и одной и той же оправке на 2/3 пути "выбега за днище" меньше чем L3 в аналогах (фиг. 5 и 6).
Раскладчик предложенной конструкции позволяет работать с лентой или прядью шириной более 20 мм. Экономический эффект от внедрения не вызывает сомнений, но конкретная сумма эффекта зависит от конкретных изделий, при этом чем сложнее изделие, тем выше эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАМОТКОЙ СЛОИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И НАМОТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054358C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Станок для намотки шаровых изделий | 1980 |
|
SU996308A1 |
| Раскладочная головка намоточного станка | 1986 |
|
SU1401801A1 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |
| Станок для намотки изделий из композиционных материалов | 1986 |
|
SU1372847A1 |
| НАМОТОЧНЫЙ СТАНОК | 1971 |
|
SU302303A1 |
| Станок для изготовления изделий методом намотки | 1976 |
|
SU645844A1 |
| Намоточное устройство | 1987 |
|
SU1453795A1 |
Использование: в изготовлении изделий методами намотки лентами, где находят применение длинномерные ленточные материалы. Сущность: в раскладке намотки корпус самоустанавливающейся головки с дополнительным роликом выполнен в виде отдельного узла с механизмом линейного перемещения, который снабжен регулятором настройки фиксированных положений корпуса головки. Лентотракт раскладчика имеет привод поворота на угол не более ± 60° вокруг оси. Дополнительный ролик располагается на максимально возможном расстоянии от ролика обратной связи. 6 ил.
РАСКЛАДЧИК НАМОТКИ, содержащий самоустанавливающуюся раскладочную головку с раскладочным, перевалочным, приемным роликами и роликом обратной связи, смонтированным на торце поворотной втулки головки, технологические элементы лентотракта, включающие натяжитель, бобину с наматываемым материалом, промежуточные ролики и привод продольно-поперечных подач, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей при разнонаправленной намотке изделий некруглого профиля, раскладочная головка снабжена касательным к основной оси самоустанова дополнительным роликом, установленным на корпусе головки перед втулкой, и механизмом линейного перемещения головки в два фиксированных смежных положения относительно оправки перпендикулярно основной оси самоустанова, причем механизм перемещения снабжен регулятором настройки фиксированных положений головки, а лентотракт раскладчика для полного диапазона углов намотки снабжен приводом поворота на угол не более ± 60o вокруг оси, перпендикулярной плоскости продольно-поперечных подач.
| Намоточное устройство | 1972 |
|
SU475279A1 |
