Изобретение относится к машиностроению, в частности к конструкции устройств для упрочнения поверхностей деталей металлургических машин методом высокоскоростного циркуляционного трения.
Целью изобретения является улучшение качества обработанного поверхностного слоя за счет повышения его глубины и равномерного его распределения по всей поверхности детали с уменьшением шероховатости получаемой поверхности, снижение низкочастотных вибраций устройства и повышение эксплуатационной надежности его за счет стабильности режимов циркуляционного трения.
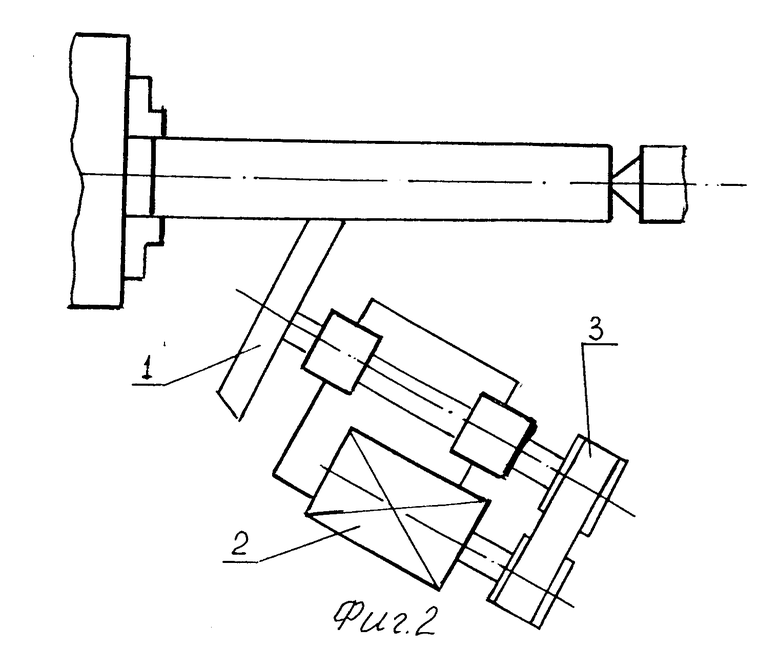
На фиг.1 представлено взаимное расположение диска и детали; на фиг.2 - схема устройства для поверхностного упрочнения деталей.
Устройство для поверхностной обработки материалов содержит диск 1 трения диаметром 300 мм (R = 150 мм) и толщиной 25 мм. Вращение диску передается от электродвигателя 2 мощностью N = 10 - 15 кВт и номинальным числом оборотов n = 3000 об/мин через клиноременную передачу 3 с передаточным числом 1/3 - 1/4 (повышающая передача). Устройство смонтировано на собственной раме, закрепленной на поперечном суппорте токарного станка вместо салазок с возможностью поворота его на любой угол в зависимости от размеров диска (R и h). В данном случае R = 150 мм, h = 25 мм.
α = arctg  = 4,76o
= 4,76o
Угол α пересечения осей вращения детали и диска трения равен половине угла при вершине усеченного конуса рабочей поверхности диска α = 0,5 β .
Устройство работает следующим образом. Деталь устанавливают на токарно-винторезном станке, закрепляют ее в трехкулачковом патроне, подпирают вращающимся центром задней бабки и при необходимости предварительно протачивают. С помощью продольного и поперечного суппортов подводят диск трения к детали до их касания. Отводят продольный суппорт в сторону задней бабки за габарит детали. Поперечным суппортом подают диск в сторону детали на глубину 0,1-0,2 мм. Включают главный привод станка, привод вращения диска трения, подачу продольного суппорта и осуществляют обработку детали на заданном участке, после чего отключают продольную подачу, отводят поперечный суппорт от детали до прекращения соприкосновения и включают приводы.
Разворот осей вращения детали и диска трения (их пересечение) и использование диска в форме усеченного конуса позволит устранить возможность самопроизвольного заглубления диска в деталь и возникновения процессов резания. Это ведет к тому, что толщина упрочненного слоя будет максимальной (до 2,2 и более мм) и равномерной по всей поверхности упрочняемой детали. Обработанная поверхность будет иметь минимальную шероховатость, что позволит избежать последующей механической обработки. Кроме того, отсутствие самопроизвольного заглубления диска трения в деталь устраняет возможность появления низкочастотных колебаний диска и устройства в целом, что дополнительно увеличивает глубину упрочненного слоя и снижает вероятность поломок деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2015 |
|
RU2619549C1 |
| Способ поверхностного упрочнения материалов | 1990 |
|
SU1771441A3 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Способ поверхностного упрочнения деталей и устройство для его реализации | 1983 |
|
SU1230807A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
| ОСЦИЛЛИРУЮЩИЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2282529C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2100179C1 |
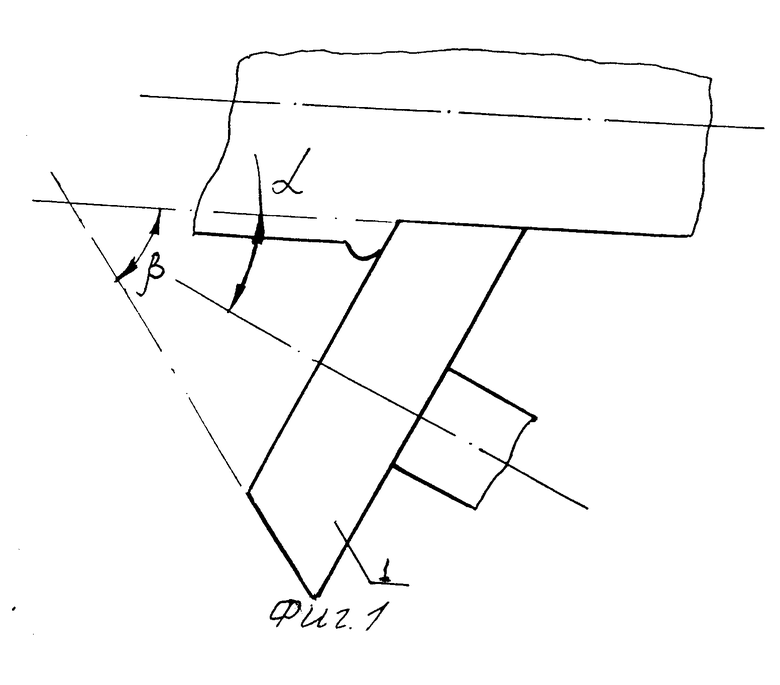
Сущность изобретения: устройство для поверхностного упрочнения деталей содержит диск трения и привод его вращения. Диск трения выполнен в форме усеченного конуса с возможностью его поворота вокруг вертикальной оси, при этом ось диска трения пересекает в горизонтальной плоскости направление подачи диска под углом, определяемым по формуле: α = arctg h/D, где α - угол между осью диска и направлением подачи: h - высота диска: D - диаметр основания диска. 2 ил.
УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ, содержащее оснащенный приводом вращения диск трения, установленный на суппорте токарного станка, отличающееся тем, что, с целью улучшения качества обработанного поверхностного слоя за счет повышения его глубины и равномерности и увеличения эксплуатационной надежности устройства путем обеспечения стабильности режимов циркуляционного трения, диск трения выполнен в виде усеченного конуса и смонтирован с возможностью поворота вокруг оси, перпендикулярной плоскости суппорта, и под углом к оси центров станка, определяемым из следующего соотношения:
α = arctg h/D,
где α - угол между осью диска и осью центров станка, град;
h - высота диска, мм;
D - диаметр большего основания диска, мм.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ поверхностного упрочнения деталей и устройство для его реализации | 1983 |
|
SU1230807A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
