Изобретение относится к деревообрабатывающей промышленности, а именно к способу получения, в частности к способу изготовления, фанеры.
Уровень техники
Наиболее близким к заявляемому способу является способ получения фанеры путем склеивания листов шпона, собранных в пакет, в прессах с соответствующим форматом плит. При этом операция сборки пакетов заключается в подборе и укладке шпона в соответствии с заданной конструкцией и сортом фанеры ("Справочник по производству фанеры" под редакцией Качалина Н.В. М.: Лесная промышленность, 1984, с. 171).
При производстве бакелизированной фанеры лицевые слои шпона обрабатывают фенолоформальдегидными смолами или бакелитовым лаком.
Для предотвращения слипания пакетов между собой, а также прилипания к поверхностям плит горячего пресса необходимо или предварительно высушить обработанный лицевой шпон, или использовать прокладочный материал.
Заявленный способ решает сразу несколько проблем.
1. Отсутствует необходимость в сушке обработанных фенолоформальдегидной смолой или бакелитовым лаком лицевых слоев шпона.
2. Защита от прилипания обработанных фенолоформальдегидной смолой или бакелитовым лаком лицевых слоев шпона к поверхностям плит горячего пресса.
3. Отсутствует возможность повреждения поверхности плит горячего пресса, в отличие от традиционных дюралевых прокладок.
Для решения этих проблем, в заявленном способе в качестве прокладочного материала для собранных пакетов используют полиэтилентерефталатную пленку (далее ПЭТ) толщиной от 250 до 350 мкм, длиной 2610 мм, шириной 1350 мм.
Техническим результатом заявленного способа является отсутствие стадии сушки обработанных фенолоформальдегидными смолами лицевых слоев шпона, легкость в применении, увеличение защитных функций поверхности плит горячего пресса, за счет исключения возможности повреждения поверхности плит пресса.
Технический результат в заявленном способе достигается за счет использования прокладочного материала, а именно подкладочного материала, содержащего полиэтилентерефталатную пленку, или полиэтилентерефталатную пленку в качестве подкладочного материала. Причем такой подкладочный материал можно использовать многократно.
Сущность заявленного способа
Исходными материалами для производства фанеры в заявленном способе являются:
- шпон березовый с допусками по нормам ограничения пороков древесины и влажностью не более 6±2% согласно ГОСТ 99-96 «Шпон лущенный».
Для лицевых слоев фанеры используется березовый шпон сорта ВВ (II) и CP (III) согласно ГОСТ 11539-2014 «Фанера бакелизированная. Технические условия»; ТУ 5515-001-89412043-16 «Фанера бакелизированная. Технические условия».
- бакелитовый лак марки ЛВС-1 ГОСТ 901-78 «Лаки бакелитовые»;
- смола фенолоформальдегидная марки СФЖ-3093 ТУ 6-05751768-70-94.
Технологическая расстановка оборудования для процесса сборки пакетов фанеры приведена в фигуре №1.
Для производства фанеры используется следующее оборудование:
три клеенаносящих станка (поз. 1, 2, 3),
емкость с лаком ЛБС-1 или смолой марки СФЖ-3093 (поз. 4),
подъемные столы (поз. 5, 6),
три подъемных стола с роликовым конвейером (поз. 7, 8, 9),
дисковый стол (поз. 10),
подстопное место (поз. 11),
роликовые конвейеры (поз. 12, 13, 14).
В качестве прокладочного материала для производства фанеры используют полиэтилентерефталатную пленку (далее ПЭТ) толщиной от 250 до 350 мкм, длиной 2610 мм, шириной 1350 мм. ПЭТ присущи свойства, которые необходимы при производстве бакелизированной фанеры, т.е. выдерживает высокую температуру, высокое давление, является аморфным (отсутствует возможность прилипания и взаимодействия с поверхностью лицевого слоя, покрытого синтетическими смолами).
Для удобства и продления срока эксплуатации ПЭТ, в качестве основы прокладки используется фанера марки ФСФ формата 2610×1350×4 мм, сорта II/IV или III/IV, Ш2. К фанере со стороны сорта II или III по периметру крепится пленка ПЭТ при помощи степлера. Подготовленный прокладочный материал смазывается дистиллированными жирными кислотами (ДЖК) или техническим маслом любой марки.
Сборка пакетов производится непосредственно на предварительно подготовленных прокладках на стороне покрытой пленкой ПЭТ или просто на пленке ПЭТ, в качестве прокладочного материала, установленных на подстопное место (поз. 11).
Кубовую емкость со связующим веществом (синтетическими смолами - бакелитовым лаком ЛБС-1 или фенолоформальдегидной смолой марки СФЖ-3093) устанавливают на другое подстопное место (поз. 4) и подсоединяют к системе подачи на клеенаносящий станок (поз. 2). В зависимости от марки производимой бакелизированной фанеры в процессе может участвовать два или три клеенаносящих станка (поз. 1, 2, 3). При необходимости лак поступает на три клеенаносящих станка.
Клеенаносящий станок (поз. 1) предназначен для нанесения синтетических смол на шпон внутренних поперечных слоев фанеры.
Клеенаносящий станок (поз. 2) предназначен для нанесения синтетических смол на шпон внутренних продольных слоев фанеры. Для марки ФБС1-А-Т, ФБВ1-Т - для нанесения синтетических смол на шпон лицевых продольных слоев.
Клеенаносящий станок (поз. 3) предназначен для нанесения синтетических смол на шпон лицевых продольных слоев фанеры при производстве бакелизированной фанеры марок ФБС, ФБС1, ФБВ.
Нанесение синтетических смол производится путем пропуска листов шпона между вращающимися барабанами станка с предварительным набором смолы на передний по ходу край листа.
Подача смолы в клеенаносящий станок должна осуществляться периодически небольшими порциями с таким расчетом, чтобы ее уровень обеспечивал погружение нижнего барабана не менее чем на  диаметра.
диаметра.
Клеенаносящие станки должны обеспечивать равномерное нанесение смолы на обе поверхности каждого листа без пропусков и подтеков. Для соблюдения данного правила при нанесении синтетических смол на продольный шпон на клеенаносящих станках №2 и №3 предусмотрена система циркуляции.
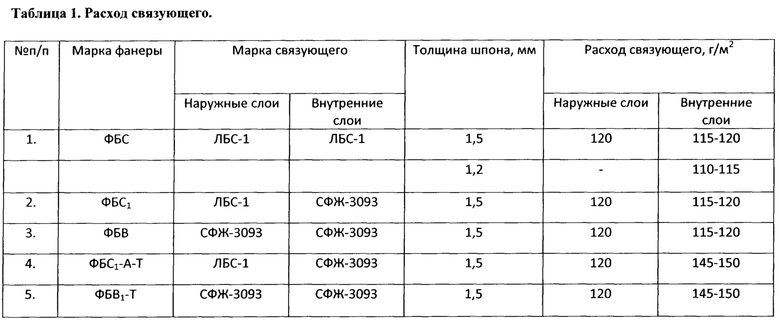
Технологические нормы расхода связующего (лака, смолы) на один квадратный метр покрываемой поверхности шпона приводится в табл. 1. В частности, расход связующего на наружные слои составляет 120 г/м2, расход связующего на внутренние слои в зависимости от марки фанеры составляет 115-150 г/м2.
Сборка пакетов
Шпон, поступающий на сборку, должен удовлетворять требованиям настоящей инструкции по влажности и по сортности (для лицевого слоя). Не допускается лицевой слой с присутствием скоб от степлера, малярного скотча, двойных вставок, в связи с прохождением лицевого слоя через клеенаносящий станок.
Сборка пакетов производится непосредственно на предварительно подготовленных прокладках на стороне, покрытой пленкой ПЭТ, или просто на пленке ПЭТ.
При помощи клеенаносящего станка №2 (фигура №1) наносят бакелитовый лак или фенолоформальдегидную смолу, в зависимости от марки выпускаемой фанеры, на лицевой слой, который представляет из себя шпон сорта ВВ (II) или CP (III) согласно ГОСТ 99-96, укладывается на прокладку. Затем при помощи клеенаносящего станка №1 (фигура №1) наносят бакелитовый лак или фенолоформальдегидную смолу на внутренний поперечный слой. Допускается использование на внутренние слои не полноформатного шпона с условием при сборке несовпадения краевых стыков в параллельных слоях. При производстве бакелизированной фанеры марок ФБС, ФБС1, ФБВ клеенаносящий станок №2 (фигура №1) используется для нанесения синтетических смол на внутренние продольные слои; клеенаносящий станок №3 (фигура №1) используется для нанесения синтетических смол на лицевые слои.
Готовый пакет закрывается намазанным лицевым слоем, затем кладется прокладка, покрытая пленкой ПЭТ, или просто пленка ПЭТ.
Во время сборки пакетов должны соблюдаться следующие правила:
1. Наружные слои фанеры должны быть изготовлены из целых или не более чем из двух кусков шпона по ширине или длине листа фанеры. Стыки шпона не должны совпадать в продольных слоях по толщине фанеры.
2. На поверхности фанеры не допускаются участки, не покрытые смолой.
3. Во внутренних слоях фанеры допускаются пороки древесины и дефекты обработки, не влияющие на ее качество и размеры. При составлении листов из не полноформатного шпона допускаются нахлестки шпона величиной не более 10 мм и зазоры между кромками шпона не более 5 мм.
4. Сборка пакетов производится с выравниванием двух взаимно перпендикулярных кромок в «прямой угол».
5. Для предотвращения возникновения внутренних напряжений, которые приводят к короблению фанеры, перекрытие - внутренний продольный слой, должно быть перевернуто при помощи кантователя.
6. При нечетном числе слоев шпона в пакете, все слои шпона должны иметь взаимно перпендикулярное направление волокон древесины.
7. Допускается схема сборки с четным количеством слоев. При четном числе слоев в пакете допускается два слоя шпона с параллельным направлением волокон древесины.
8. В случае выпадения починочной вставки с поверхности лицевого слоя необходимо данную вставку вставить на место и промазать ее лаком или смолой, в зависимости от заказа.
Холодная подпрессовка пакетов перед склеиванием
Подпрессовка представляет собой выдержку собранных пакетов шпона в прокладочном материале с пленкой ПЭТ, под давлением в холодном прессе перед их склеиванием.
Цель подпрессовки - получение сформированного пакета, в котором листы шпона склеиваются между собой, а также с пленкой ПЭТ, в результате чего пакеты приобретают необходимую жесткость и транспортабельность. Это способствует бездефектной загрузке пакетов в горячий пресс, исключает сдвиг листов шпона между собой. За счет этого достигается надежная фиксация прокладочного материала к рубашечным слоям в каждом пакете. Подпрессовка может осуществляться как в автоматическом, так и в ручном режиме.
Вентилевой гидравлического пресса при помощи транспортной тележки перемещает стопу пакетов шпона в холодный пресс. Данную стопу центруют в холодном прессе, затем включают программу прессования.
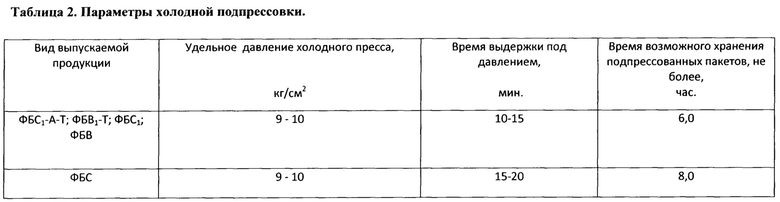
Режим прессования пакетов в холодном прессе приведен в таблице 2. Выдержку собранных пакетов шпона в прокладочном материале с пленкой ПЭТ осуществляют в холодном прессе при удельном давлении холодного пресса 9-10 кг/см2 в течение 10-20 мин, которое зависит от марки фанеры.
Склеивание пакетов шпона
Склеивание фанеры производят в многоэтажных гидравлических горячих прессах.
Подпрессованные пакеты транспортируют в прокладках по роликовому конвейеру на подъемный стол. Стол поднимается и автоматически, при помощи фотоэлементов, поддерживается на заданной высоте так, чтобы верхний пакет был на уровне загрузочных роликов.
- для горячего пресса «Кремона» - выставляется температура, гидравлическое давление и время прессования пакетов по толщинам;
- для горячего пресса «Китагава» - выбирается модель прессования.
Подпрессованные пакеты с прокладочным материалом (содержащим пленку ПЭТ) с верхней и нижней стороны загружают по ленточному конвейеру в загрузочную этажерку. Этажерка, приводимая в действие от гидроцилиндров, движется вертикально между рамами.
После загрузки и центровки пакетов производится смыкание плит пресса и осуществляется подъем давления. После достижения нормативного давления начинается отсчет времени выдержки пакетов при рабочей температуре.
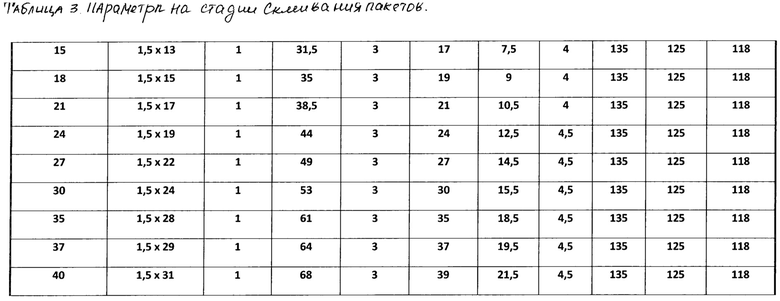
Продолжительность прессования фанеры приведена в таблице 3.
В зависимости от марки выпускаемой продукции и толщины пакета склеивание пакетов шпона осуществляют при удельном давлении 20-21 кг/см2; температуре 118-135°C, в течение 17-68 мин (где время прогрева прокладки составляет 3 мин).
После окончания процесса прессования бакелизированная фанера в прокладочном материале выгружается в разгрузочную этажерку. Затем под контролем вентилевого готовая продукция в прокладочном материале выгружается на подъемный стол.
Разбор пачек
Пачка склеенных листов бакелизированной фанеры в прокладочном материале отправляется при помощи погрузчика в место для выстаивания в течение 30-40 минут.
После выстаивания, пачка готовой продукции выставляется на подстопное место и разбирается следующим образом: готовая продукция в одну стопу, прокладочный материал в другую стопу. При разборе, чтобы убрать нижний прокладочный материал, фанеру переворачивают на 180°. Прокладочный материал, прежде чем уложить в стопу, обрабатывают отработанным маслом или жиром.
Обрезка и обработка
Склеенные листы бакелизированной фанеры обрезаются с четырех сторон на форматно-раскроечной линии, при этом надо учесть правильность расположения «прямого угла».
Размеры листов бакелизированной фанеры должны соответствовать значениям, указанным в таблице 4.
Листы фанеры, на которых в результате полистной сортировки обнаружены дефекты, подлежат доработке.
Кромки листов фанеры после сортировки покрываются лаком. Размеры листов варьируются по длине и ширине от 1220 мм ÷ 2500 мм (1,22÷2,5 м).
Заявляемый способ прошел многократные испытания в реальных условиях эксплуатации. В результате сравнения с традиционным способом производства бакелизированной фанеры с использованием дюралюминиевых прокладок или с сушкой обработанных лицевых слоев шпона, данный способ, с использованием прокладочного материала с полиэтилентерефталатной пленкой (далее ПЭТ) или с использованием полиэтилентерефталатной пленкой в качестве прокладочного материала, является более легким в применении, исключает технологический процесс сушки обработанного лицевого шпона, пленка ПЭТ не прилипает ни к готовой продукции, ни к поверхности горячего гидравлического пресса, т.е. является аморфной.


| название | год | авторы | номер документа |
|---|---|---|---|
| ЩИТ ТЕРМОАКТИВНОЙ ОПАЛУБКИ | 1989 |
|
RU2017910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФАНЕРЫ «SVEZA FLEX» | 2021 |
|
RU2763098C1 |
| КОМПОЗИЦИОННЫЙ ДРЕВЕСНОСЛОИСТЫЙ МАТЕРИАЛ | 1994 |
|
RU2049673C1 |
| Заполняющая паста для укрытия дефектов шпона и способ производства фанеры с использованием заполняющей пасты | 2019 |
|
RU2708582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНЕРЫ | 1995 |
|
RU2080247C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580680C2 |
| Клей | 1991 |
|
SU1838355A3 |
| СПОСОБ ПОЛУЧЕНИЯ БАКЕЛИТОВЫХ ЛАКОВ | 2013 |
|
RU2538958C1 |
| ФАНЕРА | 1997 |
|
RU2136488C1 |
| Способ изготовления защищенной фанеры | 1986 |
|
SU1402427A1 |

Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению фанеры. На лицевой слой шпона наносят связующее вещество с двух сторон при помощи клеенаносящих станков и укладывают на прокладочный материал, содержащий полиэтилентерефталатную пленку или на полиэтилентерефталатную пленку. Затем наносят связующее вещество на внутренние продольные и поперечные слои шпона. Собирают пакет, который закрывается лицевым слоем с нанесенным связующим веществом, и сверху на лицевой слой укладывают прокладочный материал. Выдержку собранного пакета в прокладочном материале осуществляют в холодном прессе при удельном давлении 9-10 кг/см2 в течение 10-20 мин. Затем подпрессованный пакет транспортируют в прокладочном материале в гидравлический горячий пресс, где в течение 17-68 мин осуществляют склеивание пакета при удельном давлении 20-21 кг/см2 и температуре 118-135°C. Выполняют выстаивание склеенных листов бакелизированной фанеры в прокладочном материале, после чего прокладочный материал отделяют от готовых листов фанеры, осуществляют обрезку листов фанеры и обработку кромок. Упрощается процесс изготовления фанеры. 4 табл., 1 ил.
Способ получения фанеры, включающий последовательные стадии сборки пакетов, состоящих из слоев шпона, холодной подпрессовки собранных пакетов перед склеиванием, склеивание подпрессованных пакетов в горячем прессе, выстаивание, разбор пачек готовых листов бакелизированной фанеры, обрезку и обработку листов бакелизированной фанеры, где на стадии сборки пакетов на лицевой слой наносят связующее вещество с двух сторон при помощи клеенаносящих станков и укладывают на прокладочный материал, содержащий полиэтилентерефталатную пленку или на полиэтилентерефталатную пленку в виде прокладочного материала, затем наносят связующее вещество на внутренние продольные и поперечные слои шпона, собирая пакет, который закрывается лицевым слоем с нанесенным связующим веществом, и сверху на лицевой слой укладывают прокладочный материал, далее собранный пакет отправляют на стадию холодной подпрессовки перед склеиванием, где выдержку собранного пакета в прокладочном материале осуществляют в холодном прессе при удельном давлении холодного пресса 9-10 кг/см2 в течение 10-20 мин, затем подпрессованный пакет транспортируют в прокладочном материале на стадию склеивания в гидравлический горячий пресс, где в течение 17-68 мин осуществляют склеивание пакета при удельном давлении 20-21 кг/см2 и температуре 118-135°C, затем склеенные листы бакелизированной фанеры в прокладочном материале отправляют для выстаивания, после чего на стадии разбора пачек готовых листов фанеры прокладочный материал отделяют от готовых листов фанеры, которые отправляют на заключительную стадию обрезки и обработки, где осуществляют обрезку листов фанеры и обработку кромок.
| Веселов А.А | |||
| и др | |||
| под ред | |||
| Качалина Н.В., Справочник по производству фанеры, Лесная промышленность, М., 1984, с | |||
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
| Способ отделки древесных щитов | 1979 |
|
SU1028384A1 |
| Состав для покрытия фанеры | 1986 |
|
SU1416501A1 |
| US 4507162 A1, 26.03.1985 | |||
| US 4569715 A1, 11.02.1986. | |||

