Изобретение относится к способу и устройству для формования изделий из полусухих дисперсных смесей, например, для формования строительного кирпича из грунта и цемента.
Известен способ двустороннего прессования кирпича с помощью устройства, содержащего смонтированный на станине стол с пресс-формами и червячным приводом поворота, верхние пуансоны с упорными стержнями и нижние пуансоны, неподвижные параллельные спиральные направляющие (верхние и нижние) и эксцентрики [1].
Недостатком этого устройства является его сложность и ненадежность при эксплуатации, обусловленная быстрым износом эксцентриков, нестабильностью засыпки пресс-форм смесью, неудобством съема сформованного кирпича, высокими динамическими нагрузками.
Кроме того, верхний пуансон с упорным стержнем, двигаясь вниз по направляющим, должен опускаться только под собственным весом и, встречая противодействие нижнего пуансона, поднимающегося принудительно с помощью нижних направляющих, не может обеспечить стабильный подход под верхний эксцентрик. Это приводит к нестабильному режиму прессования и создает аварии.
Наиболее близким к изобретению по технической сущности является способ и устройство для прессования изделий из бетонных смесей, содержащее бункер-питатель, поворотный стол с пресс-формами, направляющую перемещения штампов, выполненную в виде копира, на которую опираются ролики штампа, и контрштамп, выполненный в виде приводного сектора, в котором установлены радиально прессующие ролики, перекатывающиеся по поверхности прессуемого изделия без скольжения [2].
Недостатком данного технического решения является невысокое качество кирпича из-за наличия трещин и неравноплотности в результате недостаточной жесткости узла контрштампа.
Задача изобретения заключается в упрощении процесса прессования и повышении качества кирпича, а также упрощении устройства для формования кирпича и снижении динамических нагрузок.
Поставленная задача достигается за счет того, что в способе формования строительного кирпича, включающем одновременное компрессионное действие штампом снизу и контрштампом сверху на формуемое изделие в пресс-форме, протягиваемой посредством непрерывно вращающегося стола через контрштамп и штамп, контактирующий с рельсовым копиром, обеспечивающим заданную диаграмму прессования и выталкивания изделия из пресс-формы, формируемому изделию сообщают сверху сдвиговое противодействие путем скольжения изделия по плоскости контрштампа при удельном давлении в пределах 5-20 МПа в течение 3-8 с. А пресс для формования строительного кирпича, включающий бункер-питатель, смонтированный на станине стол с пресс-формами, привод непрерывного вращения стола, верхний контрштамп и нижние штампы в виде плунжеров, снабженных на свободных концах роликами, опирающимися на направляющую перемещения штампов, выполненную в виде кругового рельса-копира с профилированными участками для опускания нижних штампов в процессе засыпки пресс-формы и подъема последних в процессе прессования и выталкивания изделия из пресс-формы, верхний контрштамп выполнен в виде плиты, установленной неподвижно относительно стола, с возможностью воздействия на формуемое изделие сдвиговым противодействием, осуществляемым скольжением формуемого изделия по плоскости контрштампа. При этом ролик штампа может быть выполнен составным из нескольких параллельных дисков, каждый из которых свободно установлен на общей оси, что повышает долговечность роликов.
Рельс-копир выполнен из составных отрезков, которые регулируются по высоте с помощью калиброванных прокладок. Угол наклона рельса-копира в позиции прессования составляет 4-12о, а отношение длины наклонного участка к длине ровного участка рельса-копира составляет 3-8:1.
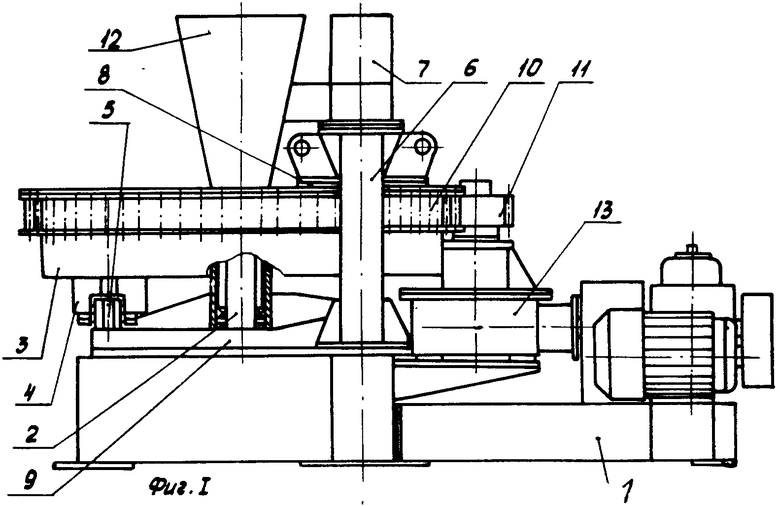
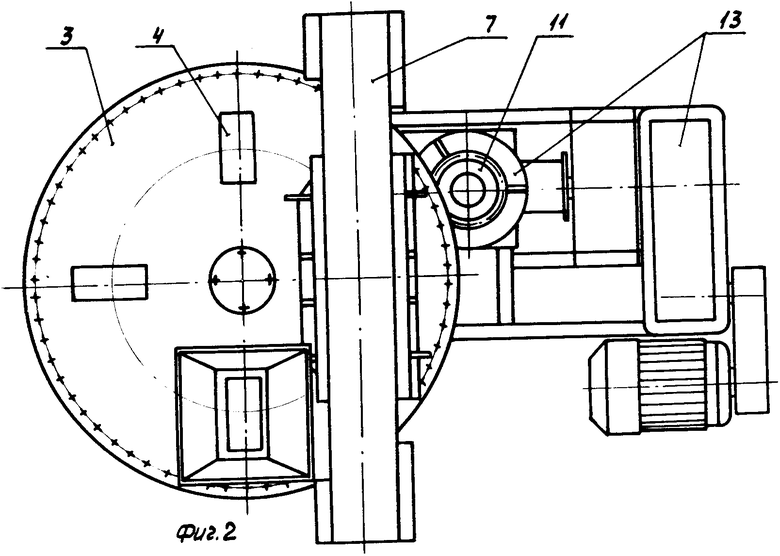
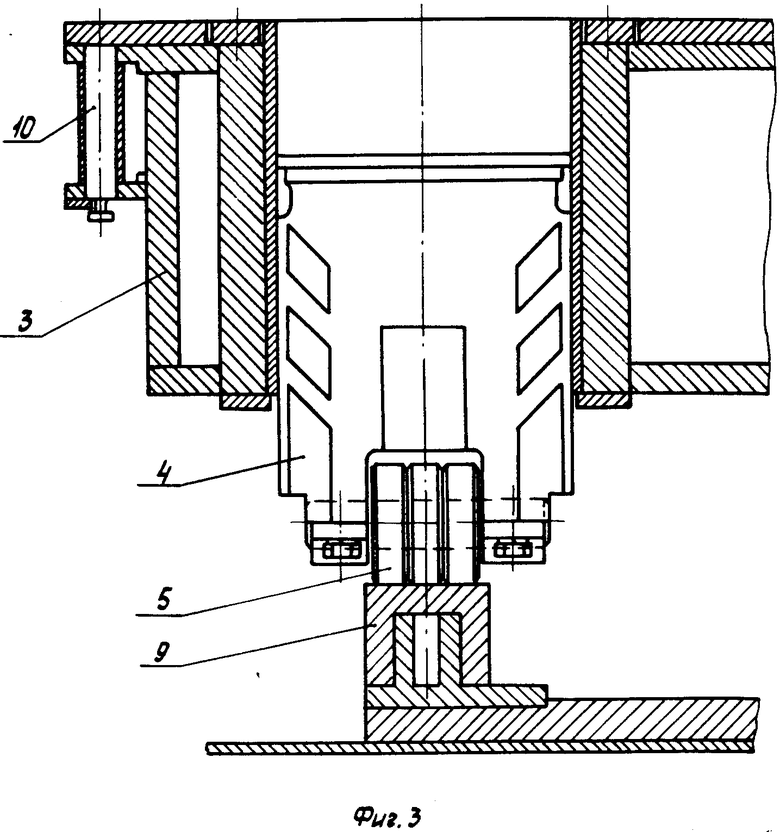
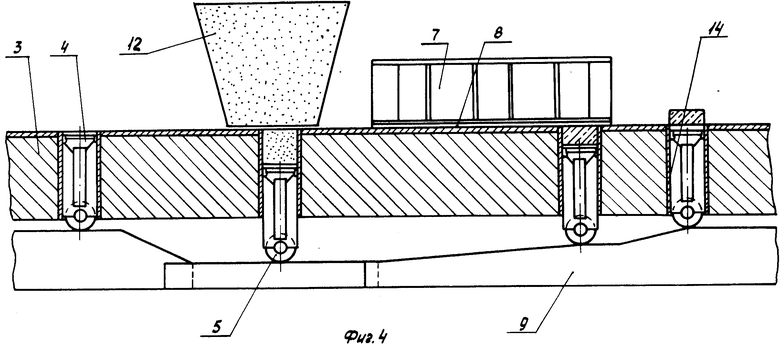
На фиг. 1 схематично изображен предлагаемый пресс для осуществления способа, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - стол с пресс-формой и штампом, рельсовым копиром и цевочные элементы; на фиг. 4 - развертка рельсового копира, положения штампов на этапах формования.
Пресс для формования кирпича содержит станину 1, смонтированный на оси 2 стол 3, штампы 4, ролик 5, стойки 6, траверсу 7, контрштамп 8, рельсовый путь 9, венцовую шестерню (или цевочные элементы) 10, подвенцовую шестерню 11, бункер 12, привод 13, пресс-форму 14.
Устройство работает следующим образом.
Дисперсная сырьевая смесь подается в бункер 12, при вращении стола 3 с помощью венцовой 10 и подвенцовой 11 шестерен одна из пресс-форм 14 проходит под бункером 12 и заполняется смесью. Находящийся в нижнем положении штамп 4 с роликом 5 движется по рельсовому пути 9, который имеет участок, наклоненный относительно горизонта на 4-12о, и поднимает штамп 4 кверху, вызывая уплотнение смеси.
Контрштамп 8 предотвращает выход смеси и создает сдвиговые усилия, способствующие уплотнению прессовки (кирпича) Далее штамп 4 с роликом 5 проходит короткий горизонтальный участок рельсового пути 9, что обеспечивает калибровку кирпича и окончательный выход защемленного воздуха. Формование кирпича в пресс-форме 14 закончено. При дальнейшем вращении стола 3 штамп 4 с роликом 5 наезжает на крутой участок рельсового пути 9, в результате чего сформованный кирпич выталкивается на поверхность стола 3, снимается и укладывается в штабель. Вращение стола 3 с пресс-формами 14, штампами 4, с роликами 5 через неподвижный контрштамп 8 и рельсовый путь-копир 9 обеспечивается одним приводом 13 с помощью шестеренчатой пары 10 и 11.
Расположение в столе нескольких пресс-форм (оптимально четыре) и непрерывное чередование операций формования кирпича, засыпки пресс-форм смесью, прессования, выталкивания кирпича, съема со стола, очистки поверхности штампа, обеспечивает высокую производительность устройства. Длительность прессования в течение 5-7 с в сочетании с удельным давлением в пределах 5,0-20,0 МПа позволяет получить хорошее и равномерное уплотнение кирпича.
Высокие нагрузки на штамп, ролик и рельсовый путь, доходящие до 60 тс, компенсируются массивностью конструктивных элементов и применением легированного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ СИЛИКАТНОГО КИРПИЧА-СЫРЦА | 2008 |
|
RU2381896C2 |
| Устройство для формования пустотелых изделий | 1981 |
|
SU1043006A1 |
| Устройство для производства узор-чАТыХ плиТ | 1978 |
|
SU846274A1 |
| Устройство для прессования строительных изделий из бетонных смесей | 1988 |
|
SU1646869A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2021110C1 |
| Устройство для наполнения пресс-форм сыпучим материалом | 1985 |
|
SU1286424A1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021896C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| ЭКСЦЕНТРИКОВЫЙ ПРЕСС ДЛЯ ДВУСТОРОННЕГО ГОРИЗОНТАЛЬНОГО ПРЕССОВАНИЯ КИРПИЧА | 1935 |
|
SU56059A1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
Использование: для формования строительного кирпича из грунта и цемента. Сущность изобретения: способ формования строительного кирпича включает одновременно компресионное действие штампом снизу и контрштампом сверху на формуемое изделие в пресс-форме, протягиваемой посредством непрерывно вращающегося стола через контрштамп и штамп, контактирующий с рельсовым копиром, обеспечивающим заданную диаграмму прессования и выталкивания изделия из пресс-формы. При этом формуемому изделию сообщают сверху сдвиговое противодействие путем скольжения изделия по плоскости контрштампа при удельном давлении 5 - 20 МПа в течение 3 - 8 с. Пресс для формования строительного кирпича включает бункер-питатель, смонтированный на станине стол с пресс-формами, привод непрерывного вращения стола, верхний контрштамп и нижние штампы в виде плунжеров, снабженных на свободных концах роликами, опирающимися на направляющую перемещения штампов, выполненную в виде кругового рельса-копира с профилированными участками для опускания нижних штампов в процессе засыпки пресс-формы и подъема последних в процессе прессования и выталкивания изделий из пресс-формы. При этом верхний контрштамп выполнен в виде плиты, установленной неподвижно относительно стола с возможностью воздействия на формуемое изделие сдвиговым противодействием, осуществляемым скольжением формуемого изделия по плоскости контрштампа. Кроме того, ролик штампа может быть выполнен составным из нескольких параллельных дисков, каждый из которых свободно установлен на общей оси, а угол наклона рельса-копира в позиции прессования может составлять 4 - 12° при отношении длины наклонного участка к длине равного участка рельса-копира 3 - 8:1. 2 з.п. ф-лы, 4 ил.
СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНОГО КИРПИЧА И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Устройство для прессования строительных изделий из бетонных смесей | 1988 |
|
SU1646869A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
