Изобретение относится к деревообработке, в частности к сверлильно-пазовальным станкам, и может быть использовано для выборки гнезд под плоский шип с закругленными краями в брусковых деталях.
Известен вертикальный сверлильно-пазовальный станок, содержащий сверлильную головку с электроприводом, механизм подачи сверлильной головки, каретку для передвижения заготовки с прижимным устройством.
Данный станок рассчитан только на одну заготовку и имеет ручной привод сверлильной головки.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является горизонтальный двухсторонний сверлильно-пазовальный станок, содержащий сверлильные головки, расположенные по разные стороны шпинделя, электропривод их вращения и кривошипно-шатунный механизм перемещения относительно обрабатываемых заготовок, закрепленных прижимными устройствами на каретках, соединенных с механизмами их двухстороннего перемещения по направляющим относительно оси сверлильных головок.
Недостатком данного технического решения является то, что на каждую заготовку требуется предусматривать специальную каретку с индивидуальным механизмом перемещения. Кроме того, за одну операцию в заготовке образуется один паз, а для перемещения сверлильных головок требуется отдельный электропривод. В данном станке не предусмотрена автоматизация управления устройствами для прижима заготовок.
Задача предлагаемого изобретения - упрощение конструкции, т.е. снижение количества дефицитных электродвигателей, уменьшение требуемых кареток, возможность образования в заготовках одновременно нескольких пазов под шипы, а также автоматизация процесса их обработки.
Сущность изобретения заключается в том, что в сверлильно-пазовальном станке, включающем сверлильные головки с электроприводами их вращения и кривошипно-шатунным механизмом перемещения относительно обрабатываемых заготовок, закрепленных прижимными устройствами на каретке, соединенной с механизмом ее двухстороннего перемещения по направляющим относительно оси сверлильных головок, сверлильные головки расположены вертикально, соединены попарно, головки каждой пары кинематически связаны между собой и соединены шарнирно с ползунами, закрепленными с возможностью перемещения на горизонтальных направляющих. При этом каждая пара головок жестко соединена с тягой, которая шарнирно с втулкой, закрепленной с возможностью перемещения на горизонтально расположенном поводке, образуя горизонтально расположенными направляющими и поводком совместно с тягами, соединенными со сверлильными головками, подвижный параллелограмм, который шарнирно соединен с кривошипно-шатунным механизмом перемещения данных головок.
Кроме того, каждое прижимное устройство заготовки выполнено в виде двух планок, одна из которых закреплена горизонтально на одной из сторон каретки неподвижно, а вторая соединена с кареткой с возможностью перемещения параллельно первой посредством пружин и роликовых толкателей, контактирующих с копирами, расположенными параллельно направляющим каретки.
Вместе с тем механизм двухстороннего перемещения каретки выполнен в виде кривошипно-шатунного механизма.
При этом кривошипно-шатунные механизмы перемещения сверлильных головок и каретки кинематически связаны с общим электроприводом.
Образованный передвижной параллелограмм позволяет одновременно перемещать все сверлильные головки относительно заготовок, т.е. совершать маятниковые колебания, позволяющие образовать пазы в заготовках под плоские шипы с закругленными краями за один цикл перемещения каретки, взаимосвязанной с копирами, управляющими прижимными устройствами заготовок.
На чертеже показана кинематическая схема сверлильно-пазовального станка.
Сверлильно-пазовальный станок содержит каркас 1, к которому крепятся расположенные горизонтально направляющие 2, на которых расположены закрепленные с возможностью перемещения ползуны 3. Сверлильные головки 4, расположенные вертикально, соединены попарно перемычками 5 и соединены шарнирно с ползунами 3 при помощи осей 6 и втулок с подшипниками 7. Сверлильные головки 4 каждой пары кинематически связаны между собой и имеют общий привод при помощи клиноременных передач 8, 9 и электродвигателя 10.
Нижние перемычки 5, связывающие головки 4, жестко соединены с тягами 11, которые своими нижними концами соединены шарнирно с втулками 12, закрепленными при помощи фиксаторов на горизонтально расположенном поводке 14. При этом направляющие 2, тяги 11 и поводок 14 образуют подвижный шарнирный параллелограмм.
На вертикальных направляющих 15, прикрепленных к каркасу 1, расположена каретка 16 с возможностью перемещения при помощи кривошипно-шатунного механизма 17, кинематически связанного с электродвигателем 18 при помощи редуктора 19 и клиноременных передач 20 и 21. Поводок 14 кинематически также связан с электродвигателем 18 при помощи кривошипно-шатунного механизма 22, шарнирно соединенного с ним, и клиноременных передач 23 и 21.
На каретке 16 с двух сторон расположены прижимные устройства обрабатываемых заготовок, каждое из которых выполнено в виде двух параллельных планок 24 и 25, расположенных горизонтально. Планки 24 закреплены к каретке неподвижно, а планки 25 соединены с возможностью горизонтального перемещения посредством пружин 26 и роликовых толкателей 27. При этом пружины 26 отжимают планки 25 от планок 24, а роликовые толкатели 27, соединенные с планками 25 и контактирующие с копирами 28, расположенными параллельно направляющих 15, толкают последние в обратном направлении, зажимая заготовки при перемещении каретки 16 и наезде роликовых толкателей 27 на клинья 29, расположенные на копирах 28.
Сверлильно-пазовальный станок работает следующим образом.
Перед началом работы каретка 16 находится в крайнем верхнем положении. При включении электродвигателей 10 начинают вращаться сверлильные головки 4, а при включении электродвигателя 18 они начинают совершать маятниковые колебательные движения на осях 6 при помощи кривошипно-шатунного механизма 22 и подвижного шарнирного параллелограмма, и одновременно каретка 16 медленно опускается под действием кривошипно-шатунного механизма 17. При этом роликовые толкатели 27 набегают на клинья 29 копира 28 и обрабатываемые заготовки, вставленные с двух сторон каретки 16, зажимаются подвижными планками 25. Затем режущие инструменты сверлильных головок 4, соприкасаясь с заготовками, образуют в них плоские пазы с закругленными краями. После образования пазов каретка 16 под действием кривошипно-шатунного механизма 17 поднимается, режущие инструменты головок 4 выходят из пазов, а роликовые толкатели 27 съезжают с клиньев 29 и планки 25 под действием пружин 26 отходят от планок 24, и после выключения электродвигателей 10 и 18 обработанные заготовки снимаются.
Глубина пазов регулируется кривошипно-шатунным механизмом 17, а длина паза - кривошипно-шатунным механизмом 22. Перестановка ползунов 3 на направляющих 2 и втулок 12 на поводке 14 позволяет изменять расстояние между пазами в обрабатываемой заготовке.
Станок обеспечивает качественную обработку поверхностей как глухих, так и сквозных пазов на обрабатываемых заготовках. При этом происходит обработка на одной заготовке двух или более гнезд под плоский шип, так как конструкция станка позволяет устанавливать несколько пар сверлильных головок. Станок работает в полуавтоматическом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки брусковыхдЕТАлЕй МЕбЕли | 1977 |
|
SU844286A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| Сверлильно-присадочный станок | 1982 |
|
SU1063593A1 |
| Сверлильно-фрезерный станок | 1983 |
|
SU1114552A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| Станок многошпиндельный сверлильно-пазовальный для выборки пазов и отверстий в ножках стула | 1982 |
|
SU1055646A1 |
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
Изобретение относится к деревообработке, к станкам для одновременной выборки двух или более гнезд под плоский шип с закругленными краями. Станок содержит вертикальные сверлильные головки 4, соединенные попарно перемычками 5. Головки 4 каждой пары кинематически связаны между собой и имеют общий электродвигатель 10, приводящий их во вращение. Каждая пара головок 4 соединена шарнирно с ползуном 3, закрепленным с возможностью перемещения на горизонтальных направляющих 2. Соединенные пары головок 4 взаимосвязаны с подвижным шарнирным параллелограммом, образованным тягами 11, поводком 14 и направляющими 2, который шарнирно соединен с кривошипно-шатунным механизмом 22, позволяющим данным головкам совершать маятниковые колебательные перемещения относительно обрабатываемых заготовок, закрепляемых на каретке 16, перемещаемой по вертикальным направляющим 15 при помощи также кривошипно-шатунного механизма 17. Оба кривошипно-шатунных механизма 17 и 22 кинематически связаны с общим электродвигателем 18. Прижимное устройство каждой заготовки выполнено в виде двух параллельных планок 24 и 25. Планка 24 прикреплена к одной стороне каретки 16 неподвижно, а планка 25 выполнена подвижной посредством пружин 26 и роликовых толкателей 27, контактирующих с копирами 28, расположенными парралельно вертикальным направляющим 15 каретки 16. 4 з.п. ф-лы, 1 ил.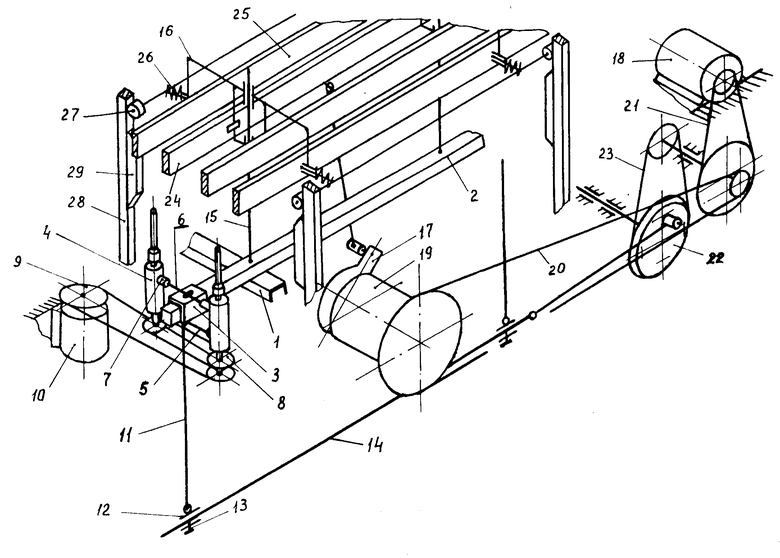
| Амалицкий В.В | |||
| и др | |||
| Справочник молодого станочника по деревообработке, М.: Высшая школа, 1978, с.164-165. |
