(54) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| УСТАНОВКА И СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА ЗАГРАЖДЕНИЙ | 2007 |
|
RU2355501C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ФИКСАТОРОВ К АРМАТУРНЫМ КАРКАСАМ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU379302A1 |
| Устройство для изготовления из проволоки фигурных пружинных деталей | 1989 |
|
SU1688964A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
I
Изобретение относится к обработке металлов давлением и может быть использовано в промышленности сборного железобетона и строительства для изготовления пружинных фиксаторов к арматурным каркасам железобетонных изделий.
Известно устройство для гибки монтажных петель, содержащее установленный с возможностью возвратно-поступательного перемещения пуансон, взаимодействующий с роликами вертикальной и горизонтальной гибки, каретку, палец и сбрасыватель 1.
Однако данное устройство имеет недостаточное количество плоскостей гиба, что обуславливает невозможность изготовления фиксаторов гГрматуры, имеющих перегибы в трех плоскостях. Кроме того, устройство характеризуется низкой производительностью и сложностью перестройки на изготовление изделий различных типоразмеров.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является станок для изготовления фиксаторов к арматурным каркасам железобе- тонных изделий, содержаидий смонтированный на станине пуансон с гибочными роликами, перемещаемый в направляющих с поМОЩЬЮ кривошипно-шатунного привода, оправку, шток с толкателем и барабанный питатель проволоки 2.
К недостаткам данного станка относятся ненадежность работы, вызываемая заклиниванием проволоки в пазу пуансона и между гибочными роликами (штифтами); необходимость зарядки барабанного питателя мерными заготовками проволоки, что снижает производительность станка; сброс готовых фиксаторов в ящик, что приводит к образованию «путанки, а это требует зна10чительных трудозатрат для отделения фиксаторов друг от друга. Кроме того, в станке очень затруднена- перестройка на изготовление фиксаторов различных типоразмеров или другой конфигурации.
Целью изобретения является повышение
15 производительности и надежности работы.
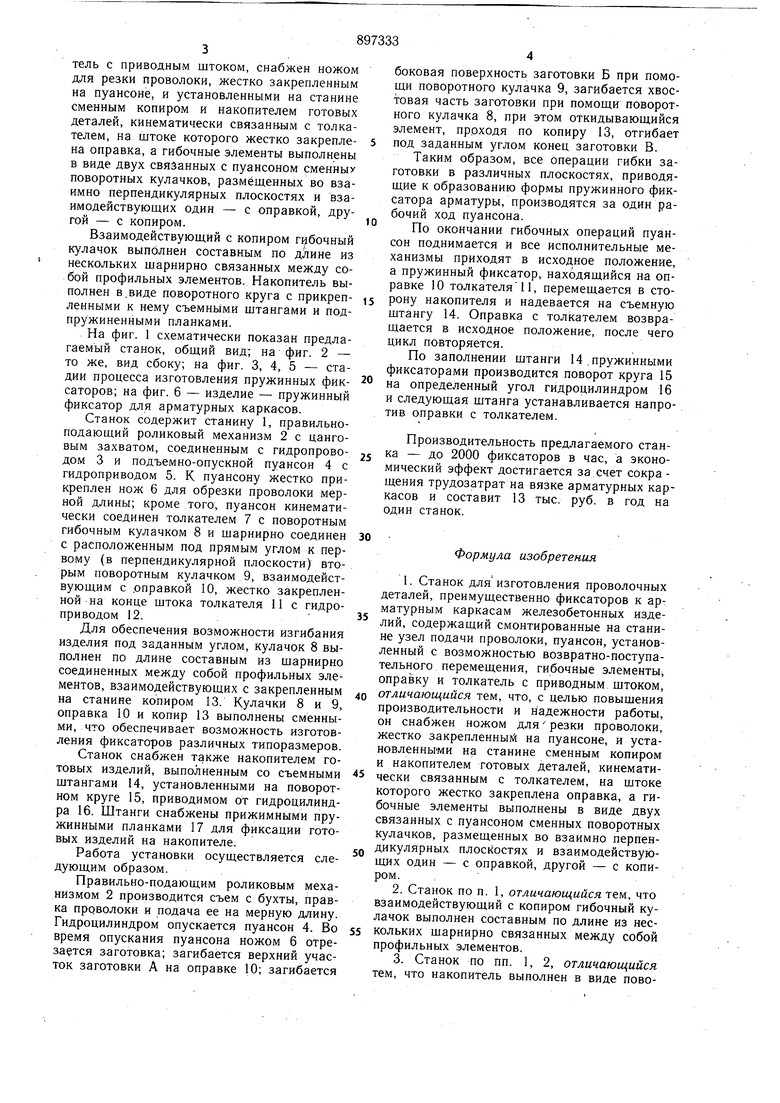
Для достижения указанной цели станок для изготовления проволочных деталей, преимущественно фиксаторов к арматурным каркасам железобетонных изделий, содержащий
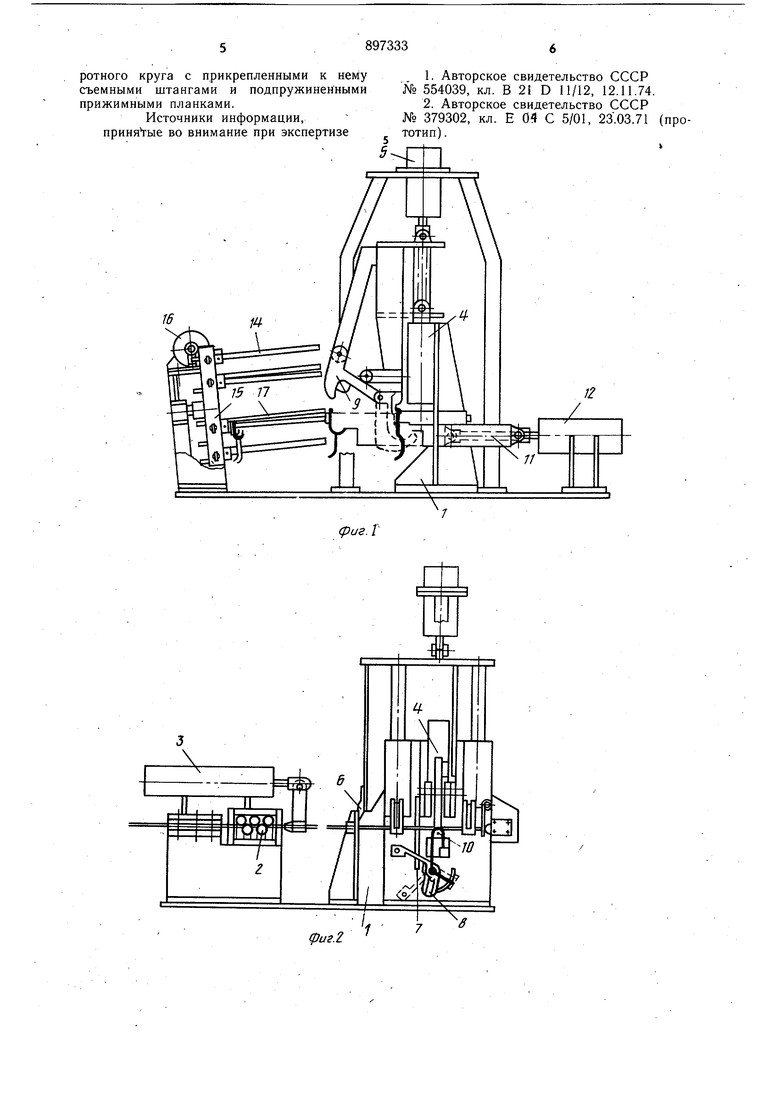
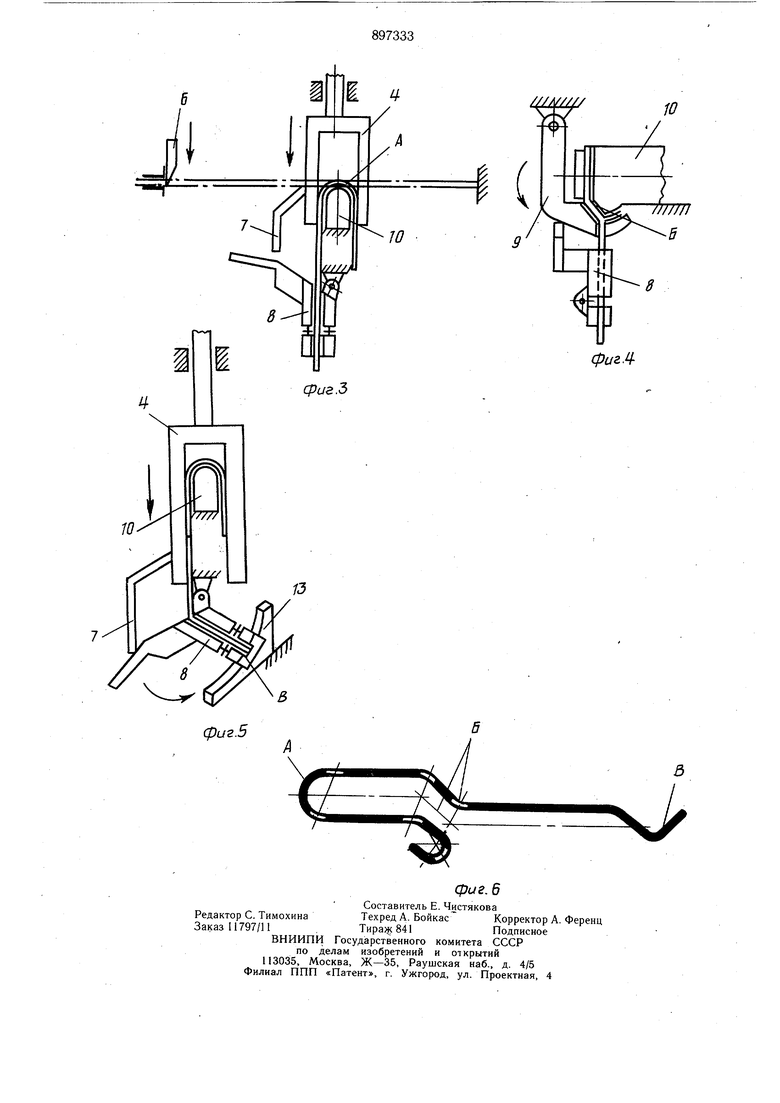
20 смонтированные на станине узел подачи проволоки, пуансон, установленный с возможностью возвратно-поступательного перемещения, гибочные элементы, оправку и толкатель с приводным штоком, снабжен ножом для резки проволоки, жестко закрепленным на пуансоне, и установленными на станине сменным копиром и накопителем готовых деталей, кинематически связанным с толкателем, на штоке которого жестко закреплена оправка, а гибочные элементы выполнены в виде двух связанных с пуансоном сменных поворотных кулачков, размещенных во взаимно перпендикулярных плоскостях и взаимодействующих один - с оправкой, другой - с копиром. Взаимодействующий с копиром гибочный кулачок выполнен составным по длине из нескольких щарнирно связанных между собой профильных элементов. Накопитель выполнен в.виде поворотного круга с прикрепленными к нему съемнЫми штангами и подпружиненными планками. На фиг. 1 схематически показан предлагаемый станок, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3, 4, 5 - стаДНИ процесса изготовления пружинных фиксаторов; на фиг. 6 - изделие - пружинный фиксатор для арматурных каркасов. Станок содержит станину 1, правильноподающий роликовый механизм 2 с цанговым захватом, соединенным с гидропроводом 3 и подъемно-опускной пуансон 4 с гидроприводом 5. К пуансону жестко прикреплен нож 6 для обрезки проволоки мерной длины; кроме того, пуансон кинематически соединен толкателем 7 с поворотным гибочным кулачком 8 и шарнирно соединен с расположенным под прямым углом к первому (в перпендикулярной плоскости) вторым поворотным кулачком 9, взаимодействующим с .оправкой 10, жестко закрепленной на конце штока толкателя 11 с гидроприводом 12. Для обеспечения возможности изгибания изделия под заданным углом, кулачок 8 выполнен по длине составным из щарнирно соединенных между собой профильных элементов, взаимодействующих с закрепленным на станине копиром 13. Кулачки 8 и 9, оправка 10 и копир 13 выполнены сменными, что обеспечивает возможность изготовления фиксаторов различных типоразмеров. Станок снабжен также накопителем готовых изделий, выполненным со съемными щтангами 14, установленными на поворотном круге 15, приводимом от гидроцилиндра 16. Штанги снабжены прижимными пружинными планками 17 для фиксации готовых изделий на накопителе. Работа установки осуществляется следующим образом. Правильно-подающим роликовым механизмом 2 производится съем с бухты, правка проволоки и подача ее на мерную длину. Гидроцилиндром опускается пуансон 4. Во время опускания пуансона ножом 6 отрезается заготовка; загибается верхний участок заготовки А на оправке 10; загибается боковая поверхность заготовки Б при помощи поворотного кулачка 9, загибается хвостговая часть заготовки при помощи поворотного кулачка 8, при этом откидывающийся элемент, проходя по копиру 13, отгибает под заданным углом конец заготовки В. Таким образом, все операции гибки заготовки в различных плоскостях, приводящие к образованию формы пружинного фиксатора арматуры, производятся за один рабочий ход пуансона. По окончании гибочных операций пуансон поднимается и все исполнительные механизмы приходят в исходное положение, а пружинный фиксатор, находящийся на оправке 10 толкателя11, перемещается в сторону накопителя и надевается на съемную штангу 14. Оправка с толкателем возвращается в исходное положение, после чего цикл повторяется. По заполнении щтанги 14 .пружинными фиксаторами производится поворот круга 15 цд определенный угол гидроцилиндром 16 и следующая щтанга устанавливается напротив оправки с толкателем. Производительность предлагаемого станка - до 2000 фиксаторов в час, а экономический эффект достигается за счет сокра щения трудозатрат на вязке арматурных каркасов и составит 13 тыс. руб. в год на один станок. Формула изобретения 1. Станок дляизготовления проволочных деталей, преимущественно фиксаторов к арматурным каркасам железобетонных изделий, содержащий смонтированные на станине узел подачи проволоки, пуансон, установленный с возможностью возвратно-поступательного перемещения, гибочные элементы, оправку и толкатель с приводным штоком, отличающийся тем, что, с целью повышения производительности и надежности работы, он снабжен ножом для резки проволоки, жестко закрепленньий на пуансоне, и установленными на станине сменным копиром и накопителем готовых деталей, кинематически связанным с толкателем, на щтоке которого жестко закреплена оправка, а гибочные элементы выполнены в виде двух связанных с пуансоном сменных поворотных кулачков, размещенных во взаимно перпендикулярных плоскостях и взаимодействующих один - с оправкой, другой - с копиром. 2.Станок по п. 1, отличающийся тем, что взаимодействующий с копиром гибочный кулачок выполнен составным по длине из нескольких шарнирно связанных между собой профильных элементов. 3.Станок по пп. 1, 2, отличающийся тем, что накопитель выполнен в виде поворотного круга с прикрепленными к нему съемными штангами и подпружиненными прнжимными планками. Источники информации, принятые во внимание при экспертизе № № тот 1.Авторское свидетельство СССР 554039, кл. В 21 D 11/12, 12.11.74. 2.Авторское свидетельство СССР 379302, кл. Е 04 С 5/01, 23.03.71 (проип).
