Изобретение относится к энергетике, в частности к способу получения охватывающего конусного спая алюмооксидной керамики с металлом, которое может найти применение при производстве проходных металлокерамических изоляторов.
Известен способ соединения керамических материалов и металлов (1), в котором используется прокладка из активного металла, основу которого составляет Tl, Zr или их соединение, а кроме того, между прокладкой из активного металла и керамикой вставляют припой Ag-Cu. Общим с предложенным изобретением признаком является использование активного припоя.
Однако по известному способу между керамикой и прокладкой из активного металла находится Ag-Cu припой, который препятствует диффузии атомов Ti или Zr к поверхности керамики, что ведет к существенному увеличению времени пайки и, следовательно, не позволяет производить пайку в окислительной атмосфере из-за быстрого окисления содержащего титан припоя.
Известен способ соединения оксидной керамики с медью или ее сплавами (2), по которому в окислительной среде осуществляется контакт и разогрев под давлением в течение 5-60 мин до температуры 1000-1200оС оксидной керамики и меди или ее сплавов. После их слипания производится быстрое охлаждение со скоростью 200-1000оС/с. Общими с предложенным изобретением признаками являются пайка в окислительной атмосфере и большая скорость охлаждения.
Однако известный способ не обеспечивает больших скоростей нагрева соединяемых материалов, следовательно, общее время соединения снижается незначительно. По известному способу соединение осуществляется под давлением без расплавления соединяемых материалов. Но при сварке давлением сложно получить охватывающее конусное соединение.
Наиболее близким техническим решением является способ получения проходных изоляторов (3), представляющих собой охватывающее конусное соединение алюмооксидной керамики с металлом электронно-лучевой активной пайкой, включающей операции нанесения медно-титанового припоя 1 на соединяемую часть керамики, пайка электронным лучом в вакууме с подпрессовкой вдоль продольной оси изолятора давлением 0,1 МПа со скоростью нагрева и охлаждения, не превышающей 60-90оС/мин. Общими с предложенным изобретением признаками являются использование активного припоя, предварительное нанесение Ti-Cu-припоя на соединяемую часть керамики, получение схватывающего конусного металлокерамического соединения (МКУ), подпрессовка до и в процессе пайки.
Однако известный способ имеет следующие недостатки. Так как в качестве нагревателя при пайке используется электронный луч, то возникает необходимость вакуумирования, что ведет к снижению производительности процесса соединения. Так как по известному способу электронный луч коаксиально охватывает как металлические трубку и колпачок, так и керамическую часть проходного изолятора, то возникает ограничение по скорости нагрева и охлаждения, а именно, при скорости нагрева и охлаждения выше 90оС/мин возможно образование трещин на поверхности керамической детали. Так как нагрев МКУ до плавления припоя по известному способу осуществляется повышением энергии электронов электронного пучка, причем электронный пучок воздействует на поверхность керамики не импульсами, а непрерывно, то, вследствие низкой теплопроводности алюмооксидной керамики при высоких скоростях нагрева не происходит релаксации температур по толщине керамики, что тоже приводит к разрушению керамической детали.
Цель изобретения состоит в повышении производительности процесса активной пайки алюмооксидной керамики с металлом за счет снижения времени соединения.
Поставленная цель достигается тем, что в способе активной пайки алюмооксидной керамики с металлом, включающем предварительное нанесение на соединяемую часть керамики медно-титанового припоя и подпрессовку МКУ до и в процессе соединения вдоль продольной оси изолятора, согласно изобретению пайку осуществляют в воздушной среде расфокусированным импульсным лазерным излучением, которое падает на соединяемые части металлических трубки и колпачка, при этом МКУ вращается относительно лазерного луча. Поставленная цель достигается также тем, что скорость нагрева и охлаждения составляет 50-150оС/с.
Сравнение заявляемых технических решений с прототипом позволило установить соответствие их критерию "новизна". Известны технические решения (2), по которым соединение осуществляется в воздушной среде с последующим охлаждением со скоростью 200-1000оС/с. Однако остается значительным время нагрева и, так как соединение ведется под давлением, сложно осуществить конусное охватывающее соединение (под давлением обычно соединяют плоские детали). Таким образом, анализ известных решений (аналогов) в исследуемой области позволяет сделать вывод об отсутствии в них некоторых признаков, сходных с существенными отличительными признаками в заявляемом способе активной пайки алюмооксидной керамики с металлом, а совпавшие признаки заявляемого технического решения проявляют свойства, не совпадающие со свойствами известных решений, что позволяет признать заявляемое решение соответствующим критерию "существенные отличия".
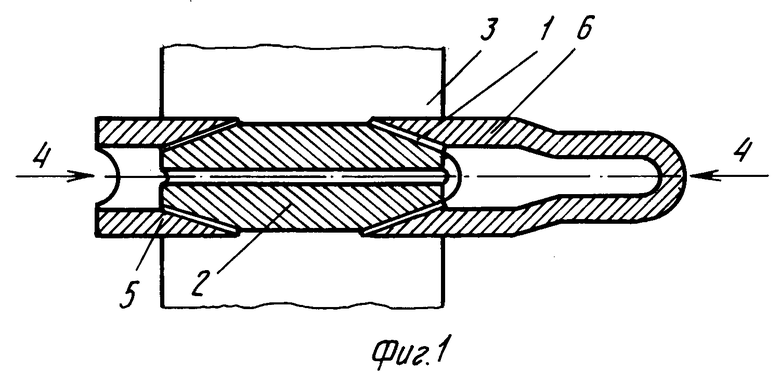
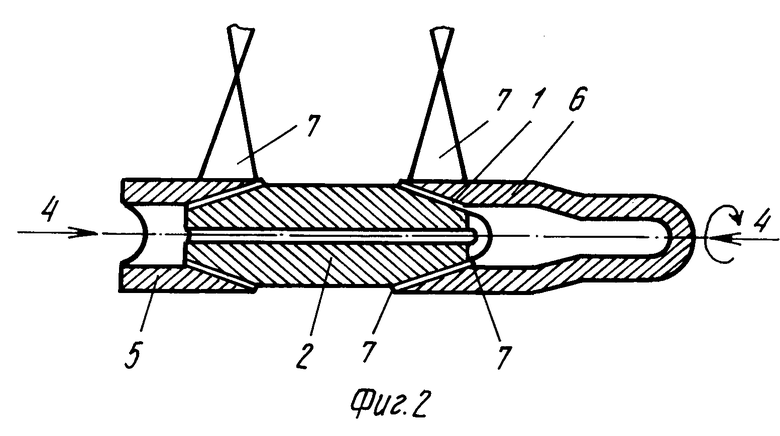
На фиг. 1 представлена схема получения проходного изолятора в виде охватывающего конусного соединения алюмооксидной керамики с металлом электронно-лучевой активной пайкой; на фиг. 2 - то же, с металлом лазерной активной пайкой. Приняты обозначения: i - медно-титановый припой, 2 - керамическая деталь, 3 - коаксиальный электронный луч, 4 - направление усилия подпрессовки, 5 - металлическая трубка, 6 - металлический колпачок, 7 - лазерный луч.
Лазерный активной пайкой получены проходные изоляторы типа ИПН-200-2,6 (ТУ 16-523.178-79), представляющие собой конусные охватывающие соединения (фиг. 2). Проходной изолятор состоит из керамической детали 2, соединенной медно-титановым припоем 1 с металлическими трубкой 5 и колпачком 6. В качестве металлической арматуры использованы железоникелькобальтовый и железоникелевый сплавы, в частности сплав 29 НК (ковар), имеющие близкие с алюмооксидной керамикой коэффициенты теплового расширения, а в качестве керамической детали - один из трех марок алюмооксидной керамики УФ 46 (ультрафорфор), ВК 94-1 (22 ХО), МК (микролит), содержащие в своем составе соответственно 75, 94 и 99% оксида алюминия.
Соединяемые металлические и керамические детали имели следующие размеры: наружный диаметр керамической арматуры 5,4 мм, внутренний 2,6 мм, длину 20 мм; наружный диаметр металлической арматуры 5,5 мм, внутренний 4 мм. В месте соединения металлические и керамические детали имели форму конуса с углом к продольной оси проходного изолятора 4о.
Перед пайкой на соединяемые части керамики механическим втиранием наносили слой титана марки ВТ-1 толщиной 5-15 мкм, затем электрохимическим способом наносили слой меди толщиной 60-80 мкм.
Непосредственно перед соединением металлические и керамические детали обезжиривали в ацетоне производили сборку МКУ и осуществляли подпрессовку под давлением 5-10 МПа.
Лазерная пайка осуществлялась с помощью лазерной технологической установки "Квант-15", имеющей следующие характеристики: длина волны лазерного излучения 1,06 мкм, длительность лазерных импульсов 4 мс, энергия лазерных импульсов до 10 Дж, частота следования импульсов до 35 Гц.
Проведение оптимизационных экспериментов с последующим испытанием полученных изоляторов позволило установить следующие режимы пайки (фиг.2): в воздушной среде расфокусированный лазерный луч 7 с частотой следования 10-15 Гц падает на соединяемую часть металлической детали 5 в пятно диаметром 4-5 мм и нагревают МКУ в месте соединения до расплавления припоя повышением энергии лазерных импульсов до 5-7 Дж со скоростью нагрева МКУ 50-150оС/с. Охлаждение МКУ производится снижением энергии лазерных импульсов со скоростью охлаждения МКУ 50-150оС/с. В процессе пайки изолятор вращается относительно лазерного луча со скоростью 20 об/мин и вдоль ее продольной оси на нее действует подпрессовывающее усилие 0,1-0,5 МПа. Так как пайка осуществляется импульсным лазерным излучением длительностью 4 мс, то при частоте следования импульсов 10-15 Гц промежутка времени 63-96 мс между последующими импульсами достаточно для релаксации (выравнивания) температуры вглубь припоя и керамики, тем самым предотвращается разрушение керамической детали.
Соединение керамической детали 1 с металлической деталью 6 осуществляется так же, как с деталью 5 (при пайке металлической детали 5 к керамической деталь 6 и припой, связывающий ее с керамикой, нагревается до температуры не выше 300оС, в то время как титан начинает окисляться при температуре 500оС, что позволяет вести последовательную пайку металлических деталей). При массовом производстве проходных изоляторов возможна одновременная пайка к керамической детали 1 металлических деталей 5 и 6 давлением лазерного луча 7 на две части.
Испытания проходных изоляторов, полученных лазерной активной пайкой, показали, что они не уступают по своим характеристикам проходным изоляторам, полученным электронно-лучевой активной пайкой. Максимальную прочность на разрыв 70-80 МПа имеют МКУ, полученные по указанным выше режимам. При скоростях нагрева и охлаждения выше 150оС/с возникают трещины в керамической детали. При скоростях нагрева и охлаждения ниже 50оС/с, вследствии увеличения времени пайки происходит интенсивное окисление припоя и поверхности металлической арматуры. Исследование проходных изоляторов, скорость нагрева и охлаждения которых составляла 50-150оС/с, показало, что в процессе соединения происходит частичное окисление припоя по участкам (фиг.2), выступающим из-под металлической арматуры. Окисленная часть припоя занимает 50-100 мкм, не превышая 2% от всей ширины охватывающего спая, равного 6 мм, что позволяет сделать вывод о возможности лазерной активной пайки в воздушной среде.
Ограничение средних скоростей нагрева (так как соединение проводится импульсным излучением, корректнее говорить о средней скорости нагрева) объясняется, с одной стороны, низкой термостойкостью керамики, а с другой - условиями соединения в воздушной (окислительной) среде. При скоростях нагрева и охлаждения выше 150оС/с происходит разрушение металлокерамического соединения из-за появления трещин на керамической части, а при скоростях нагрева и охлаждения меньше 50оС/с соединение не образуется из-за окисления припоя.
П р и м е р 1.
Изготавливают конусное охватывающее соединение керамики УФ 46 или В 94-1 или микролит со сплавом 28 НК или фени, для чего на соединяемые части керамики наносят последовательно титан и медь. Производят сборку и подпрессовку давлением 5 МПа. Пайку проводят в воздушной среде расфокусированным импульсным лазерным излучением длительностью 4 ˙ 10-3 с частотой следования 10 Гц, падающим на металлическую часть соединения. Нагрев (охлаждение) проводят повышением (снижением) энергии импульсов со средней скоростью нагрева и охлаждения 50оС/с. При пайке металлокерамический узел вращается со скоростью 15 об/мин.
П р и м е р 2. Изготавливают конусное охватывающее соединение керамики УФ46 или ВК-94-1 или микролит со сплавом 29 НК или фени, для чего на соединяемые части керамики наносят последовательно титан и медь. Производят сборку и подпрессовку давлением 5 МПа. Пайку проводят в воздушной среде расфокусированным лазерным излучением длительностью 4 ˙ 10-3 с частотой следования 10 Гц, падающим на металлическую часть соединения. Нагрев (охлаждение) проводят повышением (снижением) энергии импульсов со средней скоростью нагрева и охлаждения 150оС/с. В процессе пайки соединение вращается со скоростью 20 об/мин.
Проведенный микроанализ переходной зоны МКУ на растровом микроскопе показал, что при лазерной пайке происходит перемешивание медно-титанового припоя. Максимальная концентрация титана зафиксирована на границах керамика-припой и керамика-металлическая арматура. Благодаря непосредственному нанесению на поверхность керамики слоя титана во время пайки происходит диффузия активированного припоя по границам зерен керамики.
В то время как стоимость лазерной установки не превышает стоимости используемых для аналогичных целей электронно-лучевых установок, применение лазерного излучения позволяет получить конусное охватывающее соединение на одном проходном изоляторе за время 30-60 с, а при электронно-лучевой пайке с учетом вакуумирования системы необходимо не менее 1-2 ч.
Так как предложенный способ не требует выполнения технически сложных операций, возможна автоматизация процесса пайки и реализация ее в условиях любого производства с привлечением минимального числа обслуживающего персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ УЗЛОВ | 1995 |
|
RU2099312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО СОЕДИНЕНИЯ АЛЮМООКСИДНОЙ КЕРАМИКИ С МЕТАЛЛОМ | 2012 |
|
RU2515722C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
| Способ изготовления металлокерамических узлов | 1989 |
|
SU1708800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМООКСИДНОЙ КЕРАМИКИ И ПРЕЦИЗИОННЫХ СПЛАВОВ ЭЛЕКТРОРАКЕТНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 2001 |
|
RU2220832C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ВАКУУМНОГО ЭЛЕКТРИЧЕСКОГО ВВОДНОГО УЗЛА В ОБОЛОЧКЕ ПРИБОРА | 2021 |
|
RU2759276C1 |
| КОНСТРУКЦИЯ ПРОВОЛОЧНОГО ПРИПОЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ГЕРМЕТИЧНЫЙ СОЕДИНИТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487788C2 |
| Паста для металлизации алюмооксидной керамики | 1980 |
|
SU881081A1 |
Использование: изобретение относится к энергетике, в частности, к способу получения охватывающего конусного спая алюмооксидной керамики с металлом, и может найти применение при производстве металлокерамических изоляторов. Сущность изобретения: при получении конусных охватывающих соединений на керамическую часть наносят титан и медь, производят сборку узла, осуществляют подпрессовку и пайку. Пайку конусного узла проводят в воздушной среде со скоростью нагрева и охлаждения 50 - 150°С с расфокусированным импульсным лазерным излучением, падающим на металлическую часть вращающегося металлокерамического узла. 2 ил.
СПОСОБ ПОЛУЧЕНИЯ КОНУСНОГО ОХВАТЫВАЮЩЕГО СОЕДИНЕНИЯ АЛЮМООКСИДНОЙ КЕРАМИКИ С МЕТАЛЛОМ путем активной пайки, включающий предварительное нанесение на соединяемую часть керамики титана и меди, сборку, подпрессовку соединяемых деталей и пайку, отличающийся тем, что пайку ведут в воздушной среде расфокусированным импульсным лазерным излучением, падающим на металлическую часть вращающегося металлокерамического узла, со скоростью нагрева и охлаждения 50 - 150 град./с.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Костюков Н.С | |||
| и др | |||
| Герметичные изоляторы для атомной энергетики | |||
| Благовещенск: ДВО АН СССР, 1990, с.240-261. | |||
