Изобретение относится к области металлургии применительно к мелкоразмерным деталям космической техники, в частности к вакуумной термической обработке и пайке деталей из вакуумно-плотной алюмооксидной керамики и прецизионных сплавов с согласованными КЛТР (коэффициентами линейного термического расширения) и может найти применение также в электротехнике, приборостроении.
Известен способ вакуумной пайки и термической отработки деталей из ковара 29НК и керамики ВК 94-1 (22ХС) с металлизацией или без нее, предусматривающий нагрев, выдержку и охлаждение с регламентированными скоростями после проведения пайки [1].
Однако данный способ недостаточно эффективен для соединения деталей с резкими переходами сечений, хотя предусматривает незначительные энергетические затраты на осуществление.
Известен способ обработки деталей катодных узлов электрических ракетных двигателей малой тяги (ЭРД МТ), включающий подготовку металлических деталей образивно-струйной обработкой, химико-термическую обработку и вакуумную пайку при 1000...1500oС [2].
Однако данный способ не исключает негерметичности соединений в двухступенчатых переходах от керамики к металлам.
Наиболее близким заявленному является способ вакуумной термической обработки и вакуумной пайки прецизионных деталей ЭРД ТМ и технологических источников плазмы, включающий ступенчатое охлаждение от температур пайки и замедленное охлаждение с печью в интервалах температур от 600...650oС до 80... 100oС с последующей выгрузкой на воздух [3].
Существенным недостатком известной технологии является повышенная склонность к трещинообразованию деталей сложной конфигурации, тонкостенных соединений из металлов и керамики, изготавливаемых вакуумной пайкой, в условиях знакопеременных нагрузок.
При создании изобретения решались задачи повышения ресурса, работоспособности и надежности, повышения выхода годных паяных деталей, работающих в составе ЭРД МТ.
Поставленная задача решена за счет того, что в известном способе, включающем механическую обработку металлических деталей, вакуумный нагрев и охлаждение с регламентированными скоростями при пайке, согласно изобретению вышлифованные алмазными кругами керамические заготовки и механически обработанные в окончательный размер детали из прецизионных сплавов ковара, титана и высоколегированных сталей вначале отжигают в вакууме по режимам паечного нагрева при температуре 950...1180oС в течение 5...20 мин с охлаждением со скоростью 30...300oС/мин до 600...800oС, а затем собранную керамику паяют в вакууме 10-2...10-3 Па со ступенчатым охлаждением в течение 3...5 мин при температуре 750...800oС и далее с печью до температуры 80...100oС за 120... 360 мин.
При этом алмазную обработку керамики по наружной поверхности под пайку проводят с чистотой Ra 1,25...4,5 мкм, не обрабатывая внутреннюю поверхность керамики. Металлизированные керамические детали зачищают по металлизированной поверхности со снятием барьерного слоя химникеля. Отжиг керамических деталей проводят в присутствии геттеров с размещением на приспособлениях из термостойких керамик. Металлические детали перед вакуумным отжигом и пайкой подвергают оперативно-структурной обработке по поверхностям пайки. Нагрев при вакуумном отжиге и при пайке проводят с одинаковой скоростью 15... 120oС/мин до 840. ..900oС с выдержкой на этой ступени 5...10 мин. Выдержку при отжиге после механической обработки проводят в течение 5...20 мин, а при паечном нагреве 0,3...1,0 мин. Тонкостенные неметаллизированные керамические детали отжигают и паяют с выдержкой при ступенчатом нагреве в течение 10... 20 мин и такой же выдержке, как при температуре отжига перед пайкой.
Алмазное шлифование керамики с формированием заданного класса шероховатости с образованием плавных радиусных переходов сечений на наружной поверхности в соответствии с требованиями конструкторской документации позволяет получать после вакуумной пайки соединения с минимальными тепловыми напряжениями, при этом снижается трещинообразование в околошовных зонах, повышается работоспособность и надежность изделий при знакопеременных нагрузках.
Снятие барьерного слоя химникеля перед вакуумной пайкой улучшает смачиваемость припоем керамической заготовки и повышает прочность соединения, растет надежность катодного блока в сборе. Проведение отжига в присутствии геттерных поглотителей также улучшает заполнение припоем тонких зазоров между металлом и керамикой, повышается прочность паяного шва, снижается степень непропаев, повышается качество пайки. Решению этой же задачи служит абразивно-струйная обработка поверхностей перед вакуумной пайкой.
Уменьшение деформации и, как следствие, повышение равномерности и однородности паяного шва достигается проведением вакуумного отжига и пайки с идентичными скоростями охлаждения 15...120oС/мин до 840...900oС при выдержке на ступени 5...10 мин. В результате растет выход годных паяных деталей. Выбранные интервалы температур и выдержек при отжиге после механической обработки, составляющие 5...20 мин при отжиге и 0,3...1,0 мин при пайке, а для тонкостенных деталей из керамики ВК 94-1 в течение 10...20 минут при ступенчатом нагреве позволяют снизить напряжения в паяном шве и переходных зонах, повышается надежность и ресурс работы деталей в условиях частых теплосмен в составе ЭРД МТ.
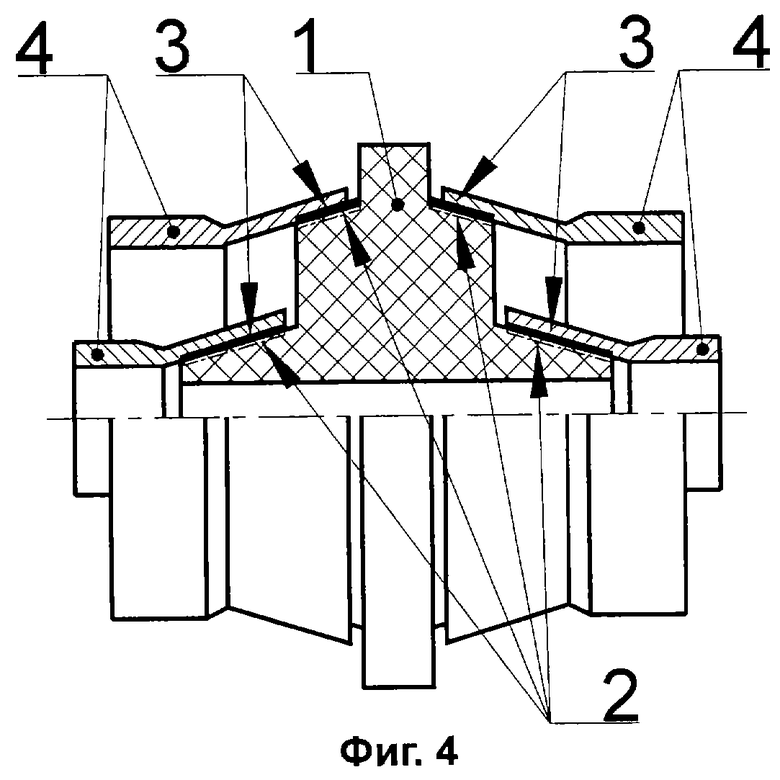
В процессе разработки технологии проведены опыты и исследования с определением макро-, микроструктуры, прочностных характеристик соединений при обработке при параметрах в пределах заявляемых и за их пределами. Схемы паяных соединений, внешние виды и микроструктура приведены на фиг.1 для пайки неметаллизированной, механически обработанной керамики с титановым корпусом после предварительного отжига при 1000oС и вакуумной пайки медненым титаном. На фиг.2 приведена фотография взаимного расположения деталей узла после рентгенографирования в зонах вакуумной пайки металлизированной керамики с коваром 29НК с предварительным отжигом по заявленному способу (фотоснимок с рентгеновской пленки узла). На фиг.3 показан паяный узел пускового электрода ЭРД МТ, где 1 - керамика ВК 94-1; 2 - корпус из титана ВТ1-0, а на фиг.4 показан вакуумный ввод, где 1 - керамика ВК 94-1 (22ХС), 2 - металлизированный слой, 3 - припой, 4 - наконечники из ковара 29НК.
Примеры осуществления способа для названных сочетаний керамики вакуумплотной алюмооксидной ВК 94-1 (22ХС) приведены ниже, а также в табл.1 и табл.2.
Пример 1. Паяный узел пускового электрода ЭРД МТ изготавливали и обрабатывали по предложенному способу. Керамические тонкостенные заготовки из алюмооксидной керамики ВК94-1 подвергали шлифованию алмазными кругами в соответствии с заданной геометрией (фиг. 3) и отжигали в вакууме в печи СГВ-2.4/15И2 при температуре 1100oС в течение 20 минут с охлаждеием 150oС/мин до 620oС. Последующую вакуумную пайку с титановым корпусом проводили в вакууме 10-2 Па при этой же температуре 1100oС со ступенчатым охлаждением до 100oС за 240 минут.
Обработка позволила исключить образование трещин, повысилось качество и прочность паяного шва, в таблице 1 приведены результаты измерений при обработке по предложенному и известному способам.
Улучшилась прочность паяных узлов при проведении виброиспытаний на различных режимах и нагрузках, исключено преждевременное разрушение в зонах резких переходов сечений. Получены стабильные терморадиационные характеристики поверхностей металлических деталей.
При классе чистоты алмазного шлифования Ra=2,0 мкм наблюдалось снижение остаточных напряжений и залечивание рисок на поверхности керамических деталей в процессе вакуумного отжига, что оказало положительное влияние на усталостную прочность околошовной зоны. Кроме того, провоцирующий вакуумный нагрев со скоростью 60...120oС/мин позволил своевременно отбраковать керамические детали по поверхностным дефектам, исключив вероятность попадания на пайку и отбраковку дорогостоящих изделий на последующих операциях.
Пример 2. Токоподводы и газоподводы рабочего тела ЭРД МТ, паянные из ковара (сплав 29НК) и металлизированных конических деталей из керамики ВК 94-1, изготавливали и обрабатывали по предложенному способу.
После вышлифовывания опорных буртиков металлизированные керамические детали отжигали в вакууме при 1180oС в течение 5 минут при скорости нагрева 60oС/мин до 900oС, охлаждение вели до 800oС со скоростью 300oС/мин, далее с печью произвольно.
Перед вакуумной пайкой проводили абразивно-струйную обработку конусов под пайку, затем паяли детали на приспособлениях из керамики БГП-10 припоем ВПР-4 со ступенчатой выдержкой при 800oС в течение 3-х минут при охлаждении от температур пайки. В таблице 2 приведены сравнительные свойства узлов при обработке по предложенному и известному способам.
В результате вакуумного отжига и последующей пайки по предложенной технологии были получены токоподводы со стопроцентной герметичностью, практически не наблюдалось образования трещин, ресурс работы изделия с паяными деталями из ковара и керамики превысил 6000 часов.
Пример 3. Вакуумные вводы из сплава 29НК и керамических металлизированных изоляторов из керамики ВК 94-1, диаметром 8...12 мм изготавливали и обрабатывали по предложенному способу (фиг.4). Конические детали из прутков ковара диаметром до 22 мм перед вакуумной пайкой подвергали абразивно-струйной обработке, а керамику предварительно отжигали и подвергали тонкой зачистке по металлизированному слою. Вакуумный отжиг керамики проводили при 1080oС в течение 15 минут с нагревом со скоростью 80oС/мин до 860oС, с выдержкой 8 минут на этой ступени и далее до температуры отжига произвольно. Охлаждение вели со скоростью 180oС/мин до 620oС, далее в вакууме 10-3 Па до 100oС произвольно с печью. Вакуумную пайку на приспособлениях из керамики проводили по идентичному режиму с охлаждением всей садки паяемых деталей до выгрузки за 4 часа с выдержкой на ступени 800oС в течение 5 минут.
Обработка позволила достичь повышенной прочности и стабильной герметичности конусных наконечников с керамикой при прочности на 20...30% выше, чем в известном способе. Практически исключено образование трещин по керамике в местах резких переходов сечений даже в случаях наличия литейных дефектов типа пор и утяжин на керамике.
Узлы с деталями, изготовленными предложенным способом, имели высокую надежность, а ресурс работы превысил 7000 час.
ЛИТЕРАТУРА
1. Авт. свид. 1222450, БИ 13, 1986.
2. Патент РФ 2119 550, БИ 27, 1998.
3. Тарасов А.Н. Сварочное производство. 1999. 11, стр.42...45 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ МАГНИТНЫХ СИСТЕМ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 1999 |
|
RU2181777C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПРИПАЯННОЙ РЕЖУЩЕЙ ПЛАСТИНКОЙ | 2005 |
|
RU2279338C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДЖИГНЫХ ЭЛЕКТРОДОВ ИЗ СПЛАВА 29 НК | 1992 |
|
RU2047665C1 |
| Способ пайки керамики с металлами и неметаллами | 1984 |
|
SU1260124A1 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПАЯНЫХ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ ЖЕЛЕЗОКОБАЛЬТОВЫХ СПЛАВОВ | 2006 |
|
RU2314353C1 |
| Способ вакуумноплотной пайки керамики с металлами и неметаллами | 2019 |
|
RU2722294C1 |
| СПОСОБ ПАЙКИ КЕРАМИКИ С МЕТАЛЛАМИ И НЕМЕТАЛЛАМИ | 2006 |
|
RU2336980C2 |
| Способ пайки ковара с керамикой | 1984 |
|
SU1222450A1 |
| ЭЛЕКТРИЧЕСКИЙ РЕАКТИВНЫЙ ДВИГАТЕЛЬ МАЛОЙ ТЯГИ И СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ БИМЕТАЛЛИЧЕСКИХ МАГНИТОПРОВОДОВ | 2006 |
|
RU2347106C2 |
Способ может быть использован при изготовлении мелкоразмерных деталей космической техники. Вышлифованные алмазными кругами керамические заготовки и механически обработанные в окончательный размер детали из прецизионных сплавов ковара, титана и высоколегированных сталей отжигают в вакууме по режимам паечного нагрева при 950-1180oС в течение 5-20 мин с охлаждением со скоростью 30-300oС/мин до 600-800oС. Собранную керамику паяют в вакууме 10-2-10-3 Па со ступенчатым охлаждением в течение 3-5 мин при 750-800oС и далее с печью до 80-100oС за 120-360 мин. Способ позволяет повысить ресурс работоспособности и надежности паяных деталей, повысить выход годных деталей, работающих в составе электроракетных двигателей малой тяги. 7 з.п.ф-лы, 2 табл., 4 ил.
| Сварочное производство | |||
| Металлический водоудерживающий щит висячей системы | 1922 |
|
SU1999A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Способ пайки ковара с керамикой | 1984 |
|
SU1222450A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ КАТОДНЫХ УЗЛОВ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ | 1997 |
|
RU2119550C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНУСНОГО ОХВАТЫВАЮЩЕГО СОЕДИНЕНИЯ АЛЮМООКСИДНОЙ КЕРАМИКИ С МЕТАЛЛОМ | 1992 |
|
RU2029753C1 |
