Изобретение направлено на способ и аппарат для получения углеводородных производных из углеводорода и кислородсодержащего газа в присутствии соответствующего катализатора и, в частности, на способ достижения повышенной производительности при сокращении или исключении опасности взрыва или пожара в известной или новой парофазной реакторной системе, в которой нефтехимический продукт получают из углеводорода и кислорода.
Некоторые углеводородные производные получают в промышленности путем неполного окисления соответствующего углеводорода в паровой фазе над соответствующим катализатором и в присутствии кислородсодержащего газа. Например, циклические ангидриды получают в промышленности путем парофазного каталитического частичного окисления ароматических углеводородов, например о-ксилола или бензола, или углеводородов линейного строения, например н-бутана или бутена, в присутствии кислородсодержащего газа над ванадийсодержащим катализатором. Аналогично, нитрилы, алкиленоксиды, альдегиды и галогенированные углеводороды получают неполным окислением соответствующих алканов и алкенов в присутствии выбранных катализаторов. В качестве кислородсодержащего газа обычно используют воздух из-за его низкой стоимости и легкой доступности. Реакцию можно осуществлять в любом подходящем реакторе, например в реакторе с неподвижным слоем катализатора, псевдоожиженным слоем катализатора, движущимся слоем катализатора, орошаемым слоем катализатора или перемещаемым слоем катализатора, и она позволяет получить углеводородное производное и, обычно, монооксид углерода (CO), диоксид углерода (CO2), воду и меньшие количества других частично окисленных побочных продуктов. Последовательность реакционного оборудования обычно состоит из реактора,в котором получают углеводородное производное, газоочистители, в которых углеводородное производное отмывается от отходящих газов реактора, посредством воды или другого растворителя для углеводородов, и средства для дальнейшей обработки отмытых отходящих газов.
Ранее обычным было применять вышеописанный способ на основе одного прохода, причем превращение углеводорода в желаемый нефтехимический продукт было увеличено до предела. Это приводило к низкой общей эффективности, поскольку селективность превращения в нефтехимический продукт была ниже максимальной. Следовательно, отходящие газы газоочистителя содержали значительные количества CO и CO2, кроме непрореагировавшего углеводорода. Эти продукты обычно сжигали, так что единственным полученным от них результатом была стоимость тепла. В более поздних способах часть отходящего газа газоочистителя рециркулировала, превращение углеводородного сырья понижалось, а селективность превращения углеводорода в желаемый нефтехимический продукт возрастала. Остаток отходящего газа удаляли из системы для предотвращения накопления CO,CO2 и азота (вводимого в систему, когда в качестве источника кислорода используется воздух). Эти усовершенствования приводили к пониженной конверсии "за проход", но общая эффективность способа возрастала.
Описывается способ получения малеинового ангидрида, в котором сырье для реактора включает в себя углеводороды С4, воздух, CO и CO2. В этом способе малеиновый ангидрид выделяют из потока отходящего газа реактора, а часть остающегося потока рециркулирует. Бутан выделяется из нерециркулирующего газового потока путем адсорбции с изменением температуры в реактор и рециркулирует.
Описан также способ с рециркуляцией для парофазного получения малеинового ангидрида путем взаимодействия углеводорода С4 линейного строения с кислородом в присутствии CO2. В этом способе газовая смесь может содержать вплоть до 30 об.% диоксида углерода, в качестве инертного разбавителя, и содержит по крайней мере 25 об.% углеводорода С4.
Рециркуляция части отходящего газа из реакторов неполного газофазного окисления углеводорода повышает капитальные затраты, по сравнению с однопроходными способами, поскольку размеры реактора и сопутствующего оборудования должны быть увеличены для манипулирования возросшими объемами CO,CO2 и азота, получающимися в результате стадии рециркуляции. Проблема усиливается, когда в качестве разбавителей используют газы с низкой теплоемкостью, например азот, поскольку для обеспечения адекватного отвода тепла для предотвращения перегрева реактора требуются большие газовые потоки.
Другая проблема, связанная с газофазным получением нефтехимического продукта путем окисления углеводородов кислородсодержащим газом состоит в том, что, поскольку реакцию осуществляют при повышенных температурах, всегда существует опасность пожара или взрыва в реакторе или оборудовании, или трубопроводах, связанных с реактором. Соответственно, концентрации реагентов в системе поддерживают такими, что смесь находится вне пределов воспламеняемости. Хотя азот служит для сокращения пределов воспламеняемости смеси, когда в качестве источника кислорода для реакции используют воздух, пределы воспламеняемости для смесей углеводород-воздух все же являются очень широкими. Следовательно, обычно эксплуатировали реакторы газофазного окисления углеводородов при низких содержаниях углеводорода, таким образом, чтобы реакционная смесь оставалась вне пределов воспламеняемости.
Известен также способ получения малеинового ангидрида путем взаимодействия н-бутана и воздуха в присутствии катализатора, включающего оксиды ванадия и фосфора.
Способ этого патента включает стадии выделения малеинового ангидрида из отходящих газов реактора газообразного окисления, непосредственной рециркуляции части, не содержащего малеиновый ангидрид отходящего газа в реактор, отделения относительно чистого н-бутана от остающегося отходящего газа и рециркуляции относительно чистого н-бутана в сырьевую систему.
Описан еще способ газофазного получения малеинового ангидрида, в котором в качестве окисляющего газа используют кислород, а инертный газ, например азот, аргон, гелий или низший углеводород вводят в реактор с н-бутаном и кислородом, причем инертный газ служит разбавителем для уменьшения концентрации кислорода и бутана в реакторе ниже концентрации, при которой они образуют воспламеняющуюся смесь. В описанном способе часть отходящего газа, содержащая, кроме бутана, монооксид углерода, диоксид углерода и инертный газ, рециркулирует. Один из недостатков подобного способа состоит в том, что рециркулирующий монооксид углерода увеличивает пожаро- и взрывоопасность, поскольку монооксид углерода сам по себе легко воспламеняется.
Наиболее близкий к предлагаемому способу описывает рециркуляционный способ для парофазного получения малеинового ангидрида путем взаимодействия углеводорода С4 линейного строения с кислородом в присутствии CO2. По этому способу газовая смесь может содержать вплоть до 30 об.% диоксида углерода в качестве инертного разбавителя и содержит по крайней мере 25 об.% углеводорода С4. При этом самое большее 2 об.% и, более предпочтительно, 1 об.% монооксида углерода, присутствует на стадии окисления. Наличие больших количеств углеводорода С4 может сделать газовую смесь в системе воспламеняемой.
Патент США N 4.987.239 описывает способ получения ангидридов путем взаимодействия углеводородов с кислородсодержащим газом в присутствии соответствующего катализатора. В таком способе отдельный сепаратор обеспечивает рециркуляцию значительной части непрореагировавшего углеводорода и регулируемого количества газообразного, подавляющего пламя средства.
Из-за все возрастающего значения, придаваемого безопасности, и энергетических затрат, в промышленности продолжают предпринимать попытки создания химических процессов, включающих кислород и воспламеняемые соединения, менее опасных и более экономичных в эксплуатации. Настоящее изобретение представляет способ, обеспечивающий эти преимущества.
Предложенный способ получения замещенных углеводородов состоит в газофазном окислении С6-С10-ароматического углеводорода, или низшего С2-С6-алкана и/или соответствующего алкена кислородсодержащим газом в присутствии катализатора окисления углеводорода и разбавителя - инертного газа - при повышенной температуре в реакторе с получением газообразного продукта, из которого выделяют целевой продукт и отходящие газы, содержащие непрореагировавшее сырье, оксиды углерода, кислород и инертный газ, с рециклом части отходящих газов в линию подачи свежих исходных продуктов, отличительная особенность которого состоит в том, что газообразный продукт подвергают контакту с растворителем в газоочистителе, при этом практически весь продукт растворяется в растворителе и выводится из газоочистителя, а промытый отходящий газ поступает в конвертор, содержащий катализатор, способный окислить моноксид углерода в условиях, при которых мало или почти не окисляется непрореагировавший углеводород, содержащийся в газовом продукте, такой как смешанный оксидный медно-марганцевый или платино-никелевый катализатор, при необходимости, нанесенный на подложку, например оксид кремния или оксид алюминия, с получением газового потока, обедненного моноксидом углерода, выделением из последнего части диоксида углерода в сепараторе и рециркуляцией оставшегося обедненного монооксидом углерода газового потока по линии рецикла.
Диоксид углерода обычно присутствует в реакционной зоне в качестве разбавителя, предпочтительно, в качестве основного разбавителя. Конкретное получаемое углеводородное производное зависит от того, какие алканы и/или алкены взаимодействуют, от конкретного используемого катализатора и в некоторых случаях от присутствия других реагентов. Поток продукта из реактора окисления углеводородов обычно также содержит монооксид и диоксид углерода, непрореагировавший углеводород (углеводороды), кислород, инертные газы, если они есть, вводимые в реактор, и возможно небольшие количества других побочных продуктов реакции. Поток газообразного продукта, покидающий реактор окисления, вводят затем в средство для выделения желаемого производного, которое, например, может представлять собой конденсатор или газоочиститель, в котором поток приводят в контакт с жидким растворителем, удаляющим из газового потока, по-существу, весь нефтехимический продукт. Производное выделяют из средства для выделения в виде жидкости твердого вещества. До стадии выделения нефтехимического продукта или вслед за ней весь или часть потока газообразного продукта обрабатывают в конверторе монооксида углерода для превращения некоторого количества или всего монооксида углерода в потоке в диоксид углерода. В предпочтительном исполнении выбирают катализатор, который окисляет монооксид углерода без окисления присутствующего в потоке непрореагировавшего углеводорода до какой-либо значительной степени. Часть диоксида углерода в дальнейшем выделяют из потока, а оставшийся поток рециркулирует в реактор окисления углеводорода.
В предпочтительном исполнении способа изобретения кислородсодержащий газ представляет собой, по существу, чистый кислород, а основным разбавителем в системе является диоксид углерода. В другом предпочтительном исполнении концентрация диоксида углерода, находящегося во всех частях реакционной системы, достаточно высока, чтобы один диоксид углерода предотвращал образование воспламеняемой смеси в системе. Предпочтительно из газового потока диоксид углерода можно выделять путем адсорбции; с изменением давления при этом диоксид углерода составляет по крайней мере 60% от газообразных компонентов, поступающих в процесс.
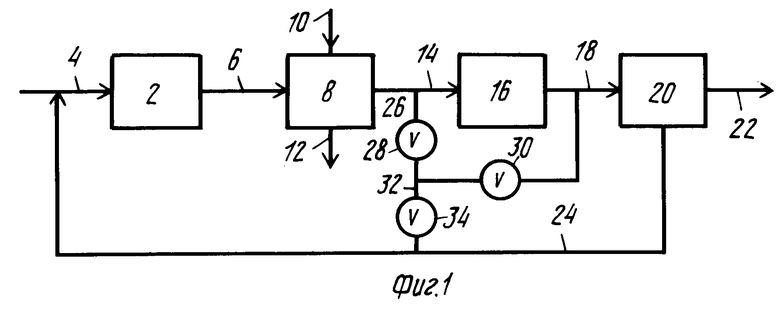
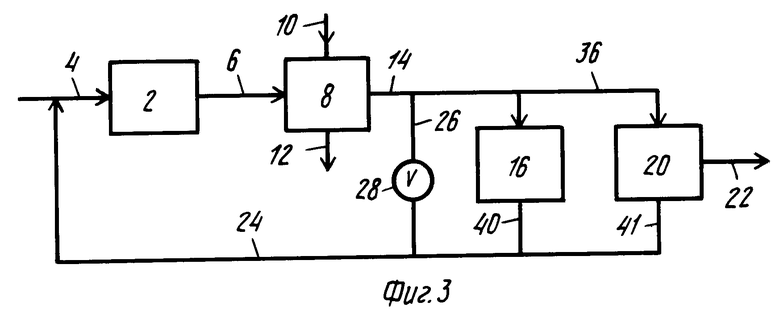
Предлагаемый способ теперь будет описан с помощью примеров со ссылкой на сопутствующие фигуры, в которых: фиг.1 иллюстрирует в виде блок-схемы системы для получения нефтехимического продукта, в соответствии с одним исполнением настоящего изобретения; фиг.2 - в виде блок-схемы системы для получения нефтехимического продукта, в соответствии со вторым исполнением изобретения; фиг.3 - в виде блок-схемы, модифицированное исполнение системы, изображенной на фиг.1.
Способ изобретения можно использовать для производства любого нефтехимического продукта, который получают путем газофазной реакции углеводорода с кислородом при повышенных температурах. Типичными процессами нефтехимического производства, в которых можно применить изобретение являются:
1. Получение циклических ангидридов путем взаимодействия ароматических соединений или углеводородов линейного строения С4 с кислородом в присутствии катализатора на основе оксида ванадия. Примеры включают получение малеинового ангидрида путем взаимодействия бензола или насыщенного или ненасыщенного углеводорода С4 с кислородом, и получение фталевого ангидрида путем взаимодействия о-ксилола или нафталина с кислородом. В настоящее время углеводороды линейного строения С4 предпочитают бензолу для получения малеинового ангидрида, ввиду высокой стоимости бензола. Для получения малеинового ангидрида наиболее предпочтительным углеводородом является н-бутан, вследствие того, что он дешевле ненасыщенных углеводородов С4, причем последние являются более ценными из-за своей пригодности в качестве мономеров. н-Бутан технического сорта часто содержит другие углеводороды, например изо-бутан, но эти примеси не являются нежелательными, так как они не мешают получению малеинового ангидрида из н-бутана.
2. Получение ненасыщенных нитрилов путем взаимодействия низших алканов или алкенов с кислородом и аммиаком в присутствии оксидного катализатора, содержащего висмут и молибден, или оксидного катализатора, содержащего железо и сурьму, нанесенного на подложку из оксида кремния или оксида алюминия. Примеры процесса этого типа включают взаимодействие пропана или пропилена с кислородом и аммиаком с получением акрилонитрила или взаимодействие изо-бутана или изо-бутилена с кислородом и аммиаком с получением метакрилонитрила.
3. Получение альдегидов путем взаимодействия низших алканов или алкенов с кислородом в присутствии различных катализаторов на основе галогенидов металлов или оксидов металлов. Примеры включают получение ацетальдегида путем взаимодействия этилена с кислородом в присутствии хлорида меди и хлорида палладия, и получение акролеина путем взаимодействия пропилена с кислородом над молибден-висмут-железным катализатором.
Из вышеприведенных примеров очевидно, что способ изобретения можно использовать для получения различных нефтехимических продуктов внутри вышеупомянутых классов путем взаимодействия соответствующих углеводородов с кислородом. Конкретная реакция неполного окисления, осуществляемая в способе изобретения, не является определяющей для изобретения. В общих чертах, способ изобретения может включать любую реакцию окисления углеводорода, осуществляемую в паровой фазе при повышенных температурах, с получением любого из вышеперечисленных нефтехимических продуктов, и которая включает взаимодействие углеводорода и кислорода (и, где это целесообразно, других реагентов, например аммиака, хлористого водорода или хлора), в присутствии катализатора с получением нефтехимического продукта, в качестве основного продукта, и диоксида углерода и монооксида углерода, в качестве побочных продуктов.
Конкретный углеводород или углеводороды, используемые в качестве реагентов на стадии окисления углеводорода способа изобретения, будет определяться конкретным получаемым нефтехимическим продуктом. В общих чертах, сырьевой углеводород может быть ароматическим, алифатическим или циклоалифатическим, он может быть насыщенным или этиленовоненасыщенным, линейного строения или разветвленный. Подходящие ароматические углеводороды включают углеводороды, имеющие вплоть до двенадцати или более атомов углерода, а подходящие алифатические и циклоалифатические углеводороды включают углеводороды, имеющие два до двенадцати или более атомов углерода. Предпочтительными ароматическими углеводородами являются углеводороды, имеющие 6-10 атомов углерода, например бензол, о-ксилол и нафталин, а предпочтительными алифатическими углеводородами являются насыщенные или этиловоненасыщенные углеводороды линейного строения, имеющие 2-6 атомов углерода, например этан, этилен, пропан, пропилен, н-бутан, изо-бутан, н-бутилен, изо-бутилен, бутадиен и пентаны, пентены, гексаны и гексены.
Источниками кислорода, используемыми в способе, могут быть чистый кислород или кислородсодержащие газы, например воздух, воздух, обогащенный кислородом, или другие смеси кислород-инертный газ.
Под воздухом, обогащенным кислородом, подразумевают воздух, содержащий больше кислорода, чем обычно присутствует в воздухе. Смеси кислород-инертный газ включают смеси кислород-азот, смеси кислород-аргон, смеси кислород-диоксид углерода и т.д. Чистый кислород предпочтителен, поскольку его использование позволяет избежать введения избыточных инертных газов, например азота и аргона, в систему и, в дальнейшем, необходимости удаления избыточных количеств этих инертных газов из газообразного потока продукта для предотвращения их накопления в системе.
Изобретение можно лучше понять на основании сопутствующих рисунков, для обозначения одинакового или аналогичного оборудования на различных рисунках использованы одинаковые числа. Вспомогательное оборудование, включая клапаны, компрессоры и теплообменники, не являющиеся необходимыми для понимания изобретения, были исключены из рисунков, чтобы упростить обсуждение изобретения.
Что касается фиг.1, аппаратура этого исполнения включает реактор неполного окисления углеводородов 2, имеющий средство ввода 4 сырья и выход 6 продукта. Выход 6 продукта связан с установкой выделения продукта, например, газоочистителем 8, который принимает поглотительную жидкость через вход 10 и выгружает жидкий продукт через выход 12. Газоочиститель 8 также оборудован выходом промытого газа 14, который соединяется с конвертором монооксида углерода 16. Конвертор 16 выгружает окисленный газ через линию 18, связанную с сепаратором диоксида углерода 20. Сепаратор 20 снабжен линией выгрузки дымовых газов 22, а также связан через линию рециркуляции 24 со средством ввода сырья 4. Система, изображенная на фиг.1, снабжена также обводной линией 26, контролируемой клапанами 28 и 30, и обводной линией 32, контролируемой клапаном 34.
На фиг. 2 изображена разновидность системы, изображенной на фиг.1. Эта система, по существу, такая же, как и система на фиг.1, однако, в системе на фиг. 2 сепаратор 20 диоксида углерода фиг.1 заменен продувочной линией 36, которая контролируется клапаном 38.
На фиг.3 изображена другая разновидность системы на фиг.1.
В исполнении на фиг.3 конвертор 16 монооксида углерода и сепаратор 20 диоксида углерода располагают параллельно, и каждая из этих установок может принимать в качестве сырья часть отходящего газа из газоочистителя 8. Конвертор 16 принимает отходящий газ газоочистителя через линию 14 и выгружает окисленный газ для рециркуляции в реактор 2 через линии 40 и 24; а сепаратор 20 принимает отходящий газ газоочистителя через линии 14 и 36 и выгружает дымовой поток для выхода через линию 22 и поток для рециркуляции в реактор 2 через линии 44 и 24. Система на фиг.3 также снабжена обводной линией 26, контролируемой клапаном 28. Поток через конвертор 16, сепаратор 20, и обводную линию 26 можно регулировать до любых желаемых скоростей.
Реактор 2 может представлять собой любой подходящий реактор, но обычно он является конструкцией с неподвижным, движущимся, псевдоожиженным, орошаемым или перемещаемым слоем катализатора. Изобретение является особенно эффективным, когда нефтехимические продукты получают в реакторах с неподвижным слоем катализатора, вследствие знаичтельно большего теплообразования в этом типе реактора. Реактор 2 может быть снабжен средством теплообмена для удаления тепла, образующегося в реакции, которая является экзотермической. Отдельные детали конструкции соответствующих реакторов хорошо известны и не составляют части настоящего изобретения. Установка 8 выделения нефтехимического продукта обычно представляет собой стандартный газоочиститель, т. е. абсорбер, обычно насадочной конструкции, и здесь изображена в виде снабженной средством распыления, воды, или водной, или неводной жидкости, на газ продукта, поступающий в эту установку из реактора 2. Конвертор 16, как и реактор 2, может быть любой подходящей конструкции. В предпочтительных исполнениях изобретения конвертор 16 представляет собой реактор с неподвижным слоем катализатора. Хотя на фиг.1-3 конвертор 16 расположен по потоку газоочистителя нефтехимического продукта, его можно расположить против потока газоочистителя нефтехимического продукта, или, при желании, его можно даже включить в реактор 2.
Назначение сепаратора 20 диоксида углерода состоит в удалении диоксида углерода и других инертных газов из системы, и эта установка может представлять собой любое устройство, которое позволит достичь этого результата. Сепаратор 20 обычно представляет собой адсорбер или абсорбер. В предпочтительных исполнениях изобретения сепаратор 20 представляет собой установку для адсорбции с изменением давления (PSA) или установку для адсорбции с изменением температуры (TSA).
В способе изобретения сырье, включающее соответствующий углеводород, кислородсодержащий газ, другие реагенты, где это целесообразно, и рециркулирующий газовый поток поступает в реактор 2 через средство ввода 4, которое может включать единственную линию ввода, через которую в реактор 2 вводится смесь газообразных реагентов и разбавителей, или оно может включать несколько отдельных линий ввода для раздельного ввода реагентов в реактор. Конкретное устройство ввода в большинстве случаев будет зависеть от типа реактора, используемого для применения изобретения. В реакторных системах с неподвижным слоем катализатора компоненты сырья обычно смешивают до того, как они поступают в реактор, и таким образом вводят в реактор через единственную линию, тогда как в реакторных системах с псевдоожиженным слоем катализатора компоненты обычно раздельно вводят в реактор.
Можно определить, что для того, чтобы реализовать основное преимущество изобретения, т.е. окисление монооксида углерода в диоксид углерода, диоксид углерода должен рециркулировать в системе в качестве разбавителя. В предпочтительном исполнении диоксид углерода присутствует в системе в качестве основного инертного разбавителя, т.е. диоксид углерода присутствует в системе при концентрациях, более высоких, чем любой другой инертный газообразный компонент. Таким образом, другие инертные газообразные компоненты, например азот, аргон, водяной пар и нереакционноспособные соединения, включая нереакционноспособные углеводороды, могут присутствовать в системе, но концентрация каждого из этих других инертных компонентов в системе, в расчете на объем, меньше, чем концентрация диоксида углерода в системе. Инертный газообразный компонент представляет собой компонент, который не вступает в реакцию при условиях, имеющихся в системе. Концентрацию диоксида углерода в системе, предпочтительно, поддерживают достаточно высокой, чтобы он один предохранил газы в любой части системы от образования воспламеняющейся смеси. В предпочтительном исполнении, диоксид углерода составляет по крайней мере 50 об.%, а в наиболее предпочтительном исполнении диоксид углерода составляет по крайней мере 70 об.%, от общего количества газов в системе.
Для того, чтобы начать эксплуатацию способа изобретения, диоксид углерода или любой другой инертный газ можно ввести в систему с сырьем, чтобы гарантировать, что газовая смесь находится и остается вне пределов воспламеняемости. Часто в начале эксплуатации удобно использовать инертный газ, помимо диоксида углерода. Например, если в качестве источника кислорода во время начального периода используют воздух, азотный компонент воздуха может служить разбавителем до тех пор, пока концентрация диоксида углерода не достигнет желаемого уровня. Затем, в предпочтительном исполнении, воздух может быть постепенно заменен, по существу, чистым кислородом или обогащенным кислородом воздухом. Диоксид углерода можно легко поддерживать в желаемых пределах, регулируя количество рециркулирующего диоксида углерода.
Сырьевые газы, поступающие в реактор 2, контактируют с катализатором и реагируют, образуя газы продукта. В способе изобретения можно использовать любой из хорошо известных катализаторов для неполного окисления углеводородов в желаемые нефтехимические продукты при конкретных условиях. Подходящие катализаторы включают катализаторы на основе оксида ванадия для получения циклических ангидридов; многокомпонентные молибдатные катализаторы или катализаторы, содержащие сурьму, для получения нитрилов; молибдат висмута для первой стадии и смешанный молибден-вольфрам-ванадиевый катализатор для второй стадии двухстадийного процесса, для получения ненасыщенных карбановых кислот из алкенов; и оксид серебра или смешанные расплавленные нитраты для получения алкиленоксидов. Эти катализаторы и их использование стандартны и хорошо известны специалистам в области получения нефтехимических продуктов. Конкретные катализаторы неполного окисления углеводородов, используемые в способе изобретения, не составляют части изобретения.
Условия неполного окисления углеводородов хорошо известны и также не составляют части изобретения. Как правило, реакцию окисления осуществляют при температуре 120-600оС, и обычно 150-500оС, и при давлениях, как правило, в пределах 0,14-35,15 ати, обычно в пределах 0,21-24,64 ати. Реагенты обычно проходят через реактор со скоростью в пределах от 0,15-1,5 м/с. Объемное отношение кислорода к углеводороду в сырье целесообразно в пределах от 0,3:1 до ≈ 50:1.
Поток газа продукта, отходящий из реактора 2, содержит желаемый нефтехимический продукт в качестве основного продукта, а диоксид углерода и монооксид углерода - в качестве побочных продуктов. В соответствии с вышеуказанным, поток продукта обычно также содержит непрореагировавшие углеводород и кислород и может содержать небольшие количества других побочных продуктов, примесных газов и нереакционноспособных углеводородов. Поток газа продукта (см.фиг.1-3) покидает реактор через линию 6 и поступает в газоочиститель 8 продукта. Назначение установки 8 состоит в выделении выбранного углеводородного производного из отходящего газа реактора превращения углеводородов. В газоочистителе 8 газы продукта приводят в непосредственный контакт с растворителем для нефтехимического продукта. Растворитель растворяет, по существу, весь нефтехимический продукт из потока газа продукта, и этот раствор покидает газоочиститель 8 через линию 12. В дальнейшем его обычно обрабатывают, чтобы выделить нефтехимический продукт. Промытый газовый поток покидает газоочиститель 8 через линию 14 и поступает в конвертор монооксида углерода 16.
Назначение конвертора монооксида углерода 16 состоит в превращении монооксида углерода, полученного в реакции окисления углеводорода, в диоксид углерода, для предотвращения накопления монооксида углерода в системе. Конвертор 16 содержит катализатор, промотирующий окисление монооксида углерода в диоксид углерода. В способе изобретения можно использовать любой катализатор, который будет промотировать окисление монооксида углерода в диоксид углерода. Предпочтительными катализаторами являются те, которые окисляют монооксид углерода в диоксид углерода при таких условиях, что окисляется мало или совсем не окисляется углеводород, присутствующий в газовом потоке, поступающем в конвертор монооксида углерода. Среди катализаторов подходящими для использования в конверторе 16 являются смешанные медно-марганцевые оксиды и катализаторы на основе благородных металлов, например платино-никелевый катализатор.
Эти композиции можно использовать в том виде, как они есть, или нанесенными на соответствующую подложку, например оксид кремния или оксид алюминия. Как будет ясно из следующего обсуждения, непрореагировавший углеводород и диоксид углерода, покидающие конвертор 16, рециркулируют в реактор 2 так, что способ можно оптимизировать. Соответственно, если монооксид углерода (который также рециркулирует с непрореагировавшим углеводородом) не удаляют, как, например, превращением в диоксид углерода, концентрация монооксида углерода в системе будет возрастать и в конечном счете достигает уровня, при котором существует воспламеняющаяся смесь. Для того, чтобы избежать этой проблемы, достаточно удалять количество монооксида углерода, эквивалентное количеству, получаемому в реакторе 2 за каждый проход. Таким образом, конвертор 16 может представлять собой относительно небольшой реактор.
Как правило, от 1 до 20 мол.% углеводорода (например, 5-20%), поступающего в реактор 2, превращается в диоксид углерода, и 1-20 мол.% углеводорода (например, 5-20%) превращается в монооксид углерода. Поскольку количество монооксида углерода, превращаемого в диоксид углерода в конверторе 16, часто по существу равно количеству монооксида, получаемого в реакторе 2, суммарное количество диоксида углерода, получаемого в реакционном способе, составляет ≈2-40 мол.%, в расчете на количество углеводорода, поступающего в реактор 2. Таким образом, можно определить, что преимущество изобретения состоит в том, что во многих случаях концентрация диоксида углерода может быть быстро доведена до желаемого рабочего уровня во время начала эксплуатации.
В некоторых случаях может не быть необходимости пропускать весь промытый газ через конвертор 16, чтобы получить желаемую степень превращения монооксида углерода. В таких случаях часть промытого отходящего газа в линии 14 можно пустить в обвод вокруг конвертора 16 через линию 26, открывая клапаны 28 и 30 и закрывая клапан 34 на линии 32. В других случаях может быть желательно допустить, чтобы некоторое количество промытого газа в линии 14 обошло конвертор 16 и сепаратор 20. В этом случае открывают клапаны 28 и 34 и закрывают клапан 30. Таким образом, систему можно эксплуатировать так, чтобы весь или часть промытого газа в линии 14 проходила через реактор 16.
После стадии окисления монооксида углерода, газовый поток покидает конвертор 16 через линию 18 и поступает в сепаратор 20. Сепаратор 20 служит назначению удаления диоксида углерода и других инертных газов, находящихся в избытке по отношению к количествам, желательным для рециркуляции. Например, когда в качестве источника кислорода используют воздух, диоксид углерода, в избытке по отношению к количеству, желательному для рециркуляции, азот и аргон удаляют из системы в сепараторе 20. Для предотвращения накопления азота и аргона в системе, когда в качестве источника кислорода используют воздух, как правило, необходимо удалять из системы, по существу, весь азот и аргон, поступающие в реактор 2 вместе со свежим сырьем. Это можно легко осуществить, эксплуатируя сепаратор 20 таким образом, чтобы азот и аргон проходили через сепаратор, а углеводород и некоторое количество или весь диоксид углерода абсорбировались или адсорбировались. Азот, аргон и избыток диоксида углерода удаляют из сепаратора 20 через линию 22, а остающийся диоксид углерода, непрореагировавший углеводород и небольшое количество монооксида углерода рециркулирует в реактор 2 через линию 24. Линия 24 может быть связана с линией 4, как показано на фиг.1-3, или она может быть связана непосредственно с реактором 2.
В соответствии с вышеуказанным, сепаратор 20 может представлять собой любое средство для выделения непрореагировавшего углеводорода и диоксида углерода из отходящего газа из конвертора 16, но в предпочтительном исполнении эта установка является адсорбером с изменением давления. Адсорбция с изменением давления представляет собой хорошо известный способ для выделения компонентов из смеси газов посредством различия между ними в степени адсорбции на измельченном адсорбенте, удерживаемом в стационарном слое. Как правило, два или более таких слоев используют в циклическом процессе, включающем в себя адсорбцию при относительно высоком давлении и десорбцию при относительно низком давлении или вакууме. Желаемый компонент или компоненты можно получить на любой из этих стадий. Цикл может содержать другие стадии, кроме основных стадий адсорбции и регенерации, и обычно он содержит два или более слоев адсорбента, совершающих свой оборот через 180о в противофазе для того, чтобы гарантировать псевдопостоянный поток желаемого продукта. Поскольку стандартным является проводить стадию адсорбции цикла PSA под давлением, она может протекать при атмосферном давлении с десорбцией под вакуумом.
В предпочтительном исполнении изобретения, по существу, чистый кислород используют в качестве окислителя, а диоксид углерода используют в качестве основного разбавляющего газа. В этом случае в системы вводят очень мало или не вводят азот, и газовый поток, поступающий в сепаратор 20 состоит, по существу, из непрореагировавшего углеводорода, диоксида углерода и монооксида углерода. Тогда сепаратор 20 служит для удаления лишь небольшого количества диоксида углерода из системы, а оставшаяся часть газового потока, поступающего в сепаратор 20, состоящего из диоксида углерода, непрореагировавшего углеводорода и монооксида углерода, рециркулирует в реактор 2. В некоторых случаях не может быть необходимости пропускать весь диоксид углерода через сепаратор 20.
В таких случаях часть отходящего газа из конвертора 16 можно выгрузить непосредственно в линию рециркуляции 24, открывая клапаны 30 и 34, и закрывая клапан 28. При желании систему можно эксплуатировать при открытых клапанах 28, 30 и 34 (см. фиг.1).
При эксплуатации способа изобретения, в соответствии с фиг.2, часть отходящего газового потока из конвертора 16 удаляют из системы через линию 36, открывая клапан 38, а остаток отходящего газа рециркулирует в реактор 2 через линию 24. Поскольку удаляемый газ имеет такой же состав, что и рециркулируемый газ, способ этого исполнения наиболее удобен, когда окислителем является, по существу, чистый кислород. В этом случае в газе, рециркулируемом в реактор 2, не будут присутствовать значительные количества азота. Как это обстояло с исполнением фиг.1, часть промытого газа, покидающая газоочиститель 8, может быть пущена в обвод конвертора 16 путем открытия клапана 28.
При использовании способа изобретения в системе фиг.3 часть отходящего газа из газоочистителя 8 проходит через конвертор 16 для окисления желаемого количества монооксида углерода в диоксид углерода, а часть отходящего газа газоочистителя направляют в сепаратор 20 для удаления желаемого количества диоксида углерода и других инертных газов, если какие-либо присутствуют, из системы через линию 22. Отходящий газ из конвертора 16 (в линии 40) и поток, выбранный для рециркуляции из сепаратора 20 (в линии 44), смешивают и возвращают в реактор 2 через линию 24. В некоторых ситуациях может не быть необходимости пропускать весь отходящий газ газоочистителя через конвертор 16 и сепаратор 20. В таких случаях часть отходящего потока непосредственно рециркулируется в реактор 2 через линии 26 и 24 путем открытия клапана 28.
Будет оценено, что внутри объема изобретения находится использование стандартного оборудования, чтобы измерять и автоматически регулировать поток газов в системе таким образом, что система может быть полностью автоматизирована для того, чтобы эффективным образом непрерывно работать.
При применении изобретения достигаются несколько преимуществ. Например, использование конвертора монооксида углерода позволяет способу работать, не выбрасывая монооксид углерода в атмосферу; удаляет избыток монооксида углерода из реакционной системы, снижая тем самым опасность пожара или взрыва в оборудовании, используемом в способе; и сокращает время, требуемое для увеличения концентрации диоксида углерода в системе до желаемого рабочего уровня. Использование диоксида углерода в качестве инертного разбавителя повышает производительность реакционной системы, поскольку относительно высокая теплоемкость диоксида углерода позволяет, чтобы реакция протекала с меньшим присутствием инертного газа. Соответственно, реагенты можно вводить в реактор при более высокой скорости потока. Другие преимущества способа изобретения составляют его простота, легкость эксплуатации и низкие капитальные и эксплуатационные вложения. Кроме того, способ может работать при относительно низкой конверсии за проход сырьевого углеводорода в желаемый продукт для достижения значительно улучшенной селективности.
Изобретение дополнительно иллюстрируется следующими примерами, в которых процентные содержания, соотношения и части, включая части на миллион (ppm) приведены в расчете на объем, если не указано особо.
П р и м е р 1. Газовую смесь, состоящую из компонентов, перечисленных в табл. 1, в качестве сырья, подавали в полудюймовый реактор из углеродистой стали, содержащий 2 г смешанного катализатора - оксид меди-оксид марганца, продаваемого Carus Chemical Company под торговой маркой Carulite 200. Слой катализатора занимал в реакторе объем, равный 2,2 см3. Газовую смесь нагревали до температуры 200оС и подавали в реактор при удельной скорости потока, равной 67,6 мин-1. Результаты этого эксперимента представлены в табл.1.
Табл. 1 показывает, что 99,16 об.% монооксида углеводорода, подаваемого в реактор, превращалось в диоксид углерода, в то время, как степень превращения углеводорода минимальна.
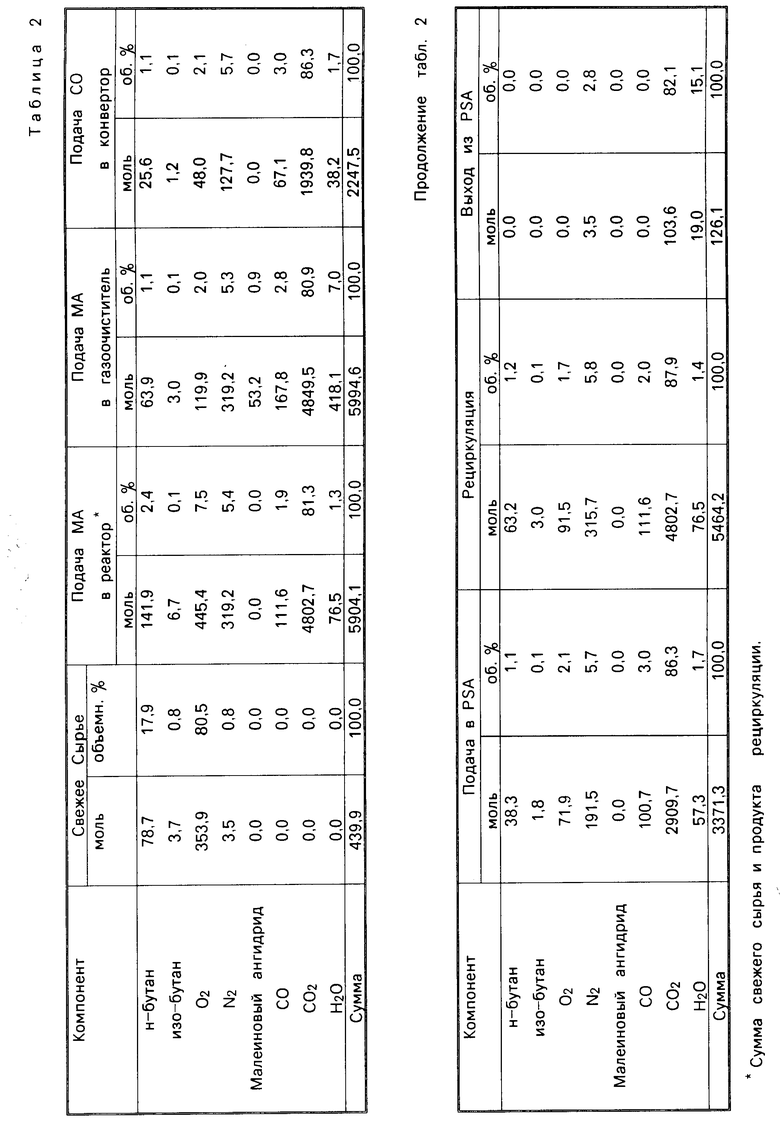
П р и м е р 2. Эксперимент по парофазному получению малеинового ангидрида воспроизводили в реакторе с неподвижным слоем катализатора, на основе результатов, полученных в эксперименте примера 1. Реакторная система аналогична системе на фиг.3. Воспроизводимая подача в углеводородный реактор состоит из компонента "Свежее Сырье" и компонента "Рециркулирующий Поток". Реакцию воспроизводили на основе использования парофазного углеводородного реактора, содержащего неподвижный катализаторный слой оксида ванадий-фосфор, конвертора монооксида углерода, содержащего неподвижный слой катализатора, состоящего из Carulite 200 и адсорбера с изменением давления, содержащего адсорбционный слой молекулярных сит. Различные скорости потока и результаты экспериментов представлены в табл.2.
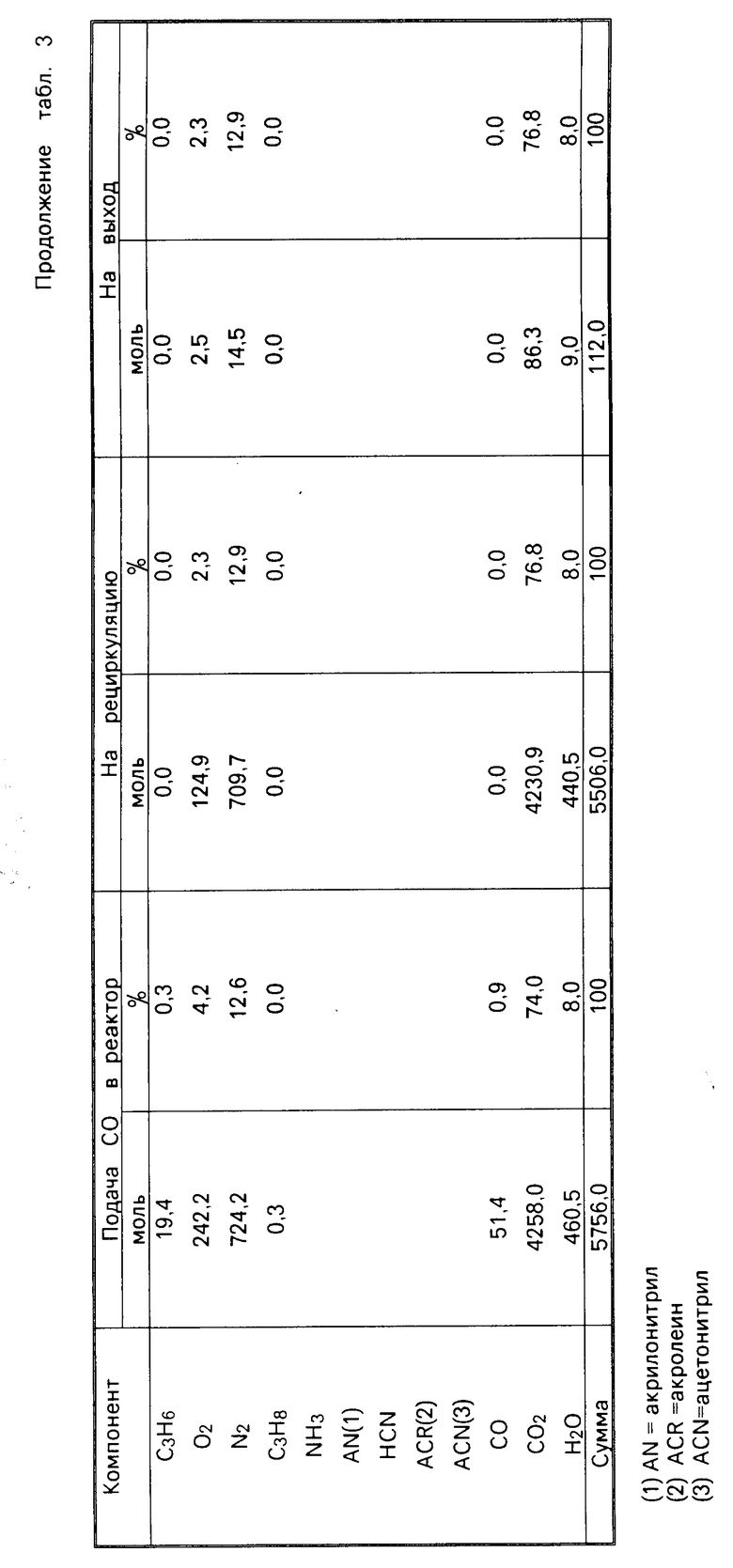
П р и м е р 3. Эксперимент по парофазному получению акрилонитрила воспроизводили в реакторе с неподвижным слоем катализатора на основе результатов, полученных в эксперименте, аналогичном эксперименту примера 1, но проводимом при температуре около 300оС. Реакторная система аналогична системе на фиг. 2. Воспроизводимая подача в углеводородный реактор состоит из компонента "Свежее Сырье" и компонента "Рециркулирующий Поток". Реакцию воспроизводили на основе использования парофазного углеводородного реактора, содержащего неподвижный катализаторный слой оксида висмут/молибден, конвертора углерода, содержащего неподвижный слой катализатора Carulite 200. Различные скорости потока и результаты экспериментов представлены в табл.3.
Метакрилонитрил можно получить аналогичным образом, используя в качестве углеводородного реагента изобутилен.
П р и м е р 4. Газовую смесь, состоящую из компонентов, перечисленных в табл.4, подавали в полудюймовый реактор из углеродистой стали, содержащий 5 г катализатора Pt-Ni/Al2O3, продаваемого United Catalysis Inc. под обозначеием G# 43D. Газовую смесь нагревали до 150оС и подавали в реактор при скорости потока 85 см3/мин. Результаты этого эксперимента представлены в табл.4.
Табл.4 показывает, что 80 об.% монооксида углерода, подаваемого в реактор, превращалось в диоксид углерода, в то время, как степень превращения углеводорода минимальна.
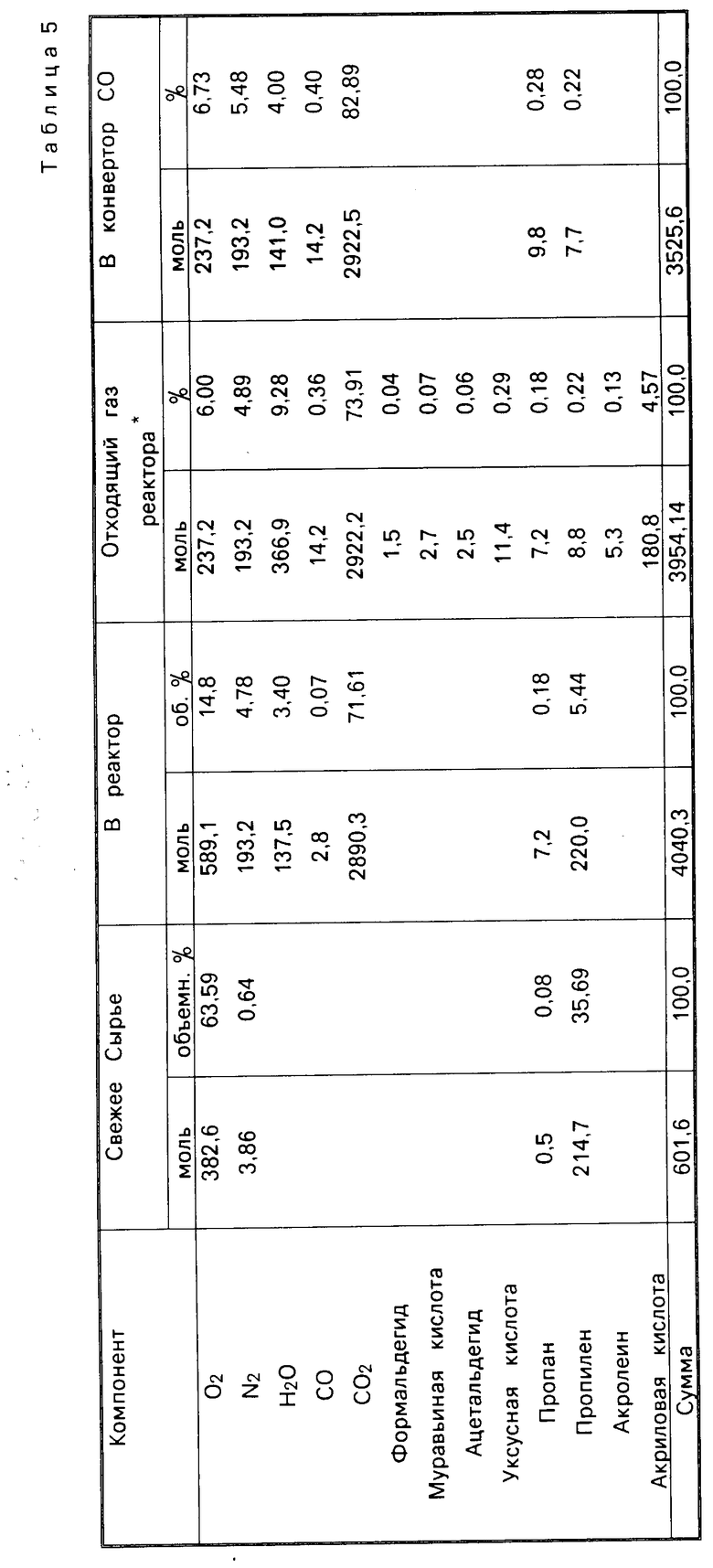
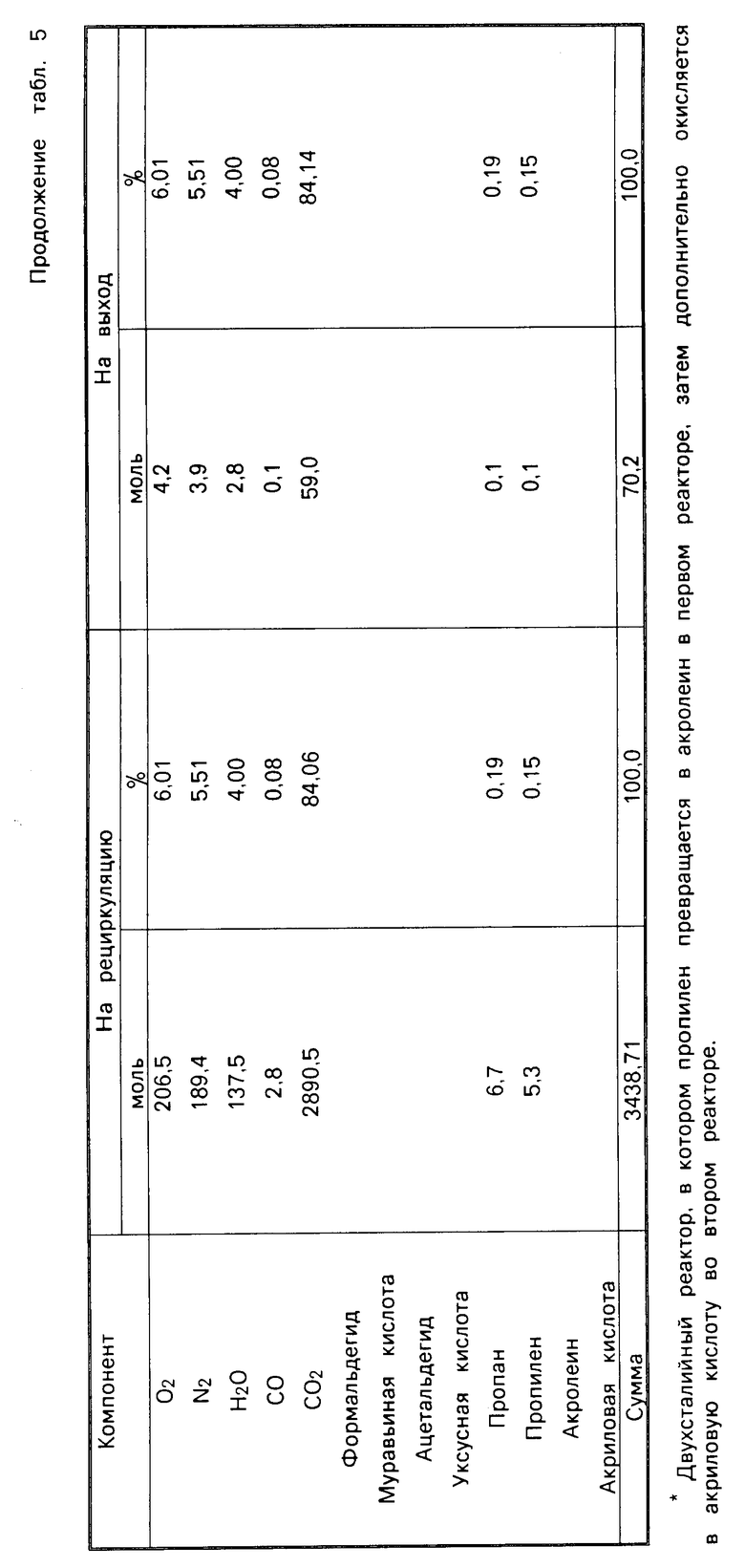
П р и м е р 5. Эксперимент по двухстадийному парофазному получению акриловой кислоты воспроизводили в реакторе с неподвижным слоем катализатора, на основе результатов, полученных в эксперименте примера 4. Реакторная система была аналогична системе на фиг.2. Воспроизводимая подача в углеводородный реактор состоит из компонента "Свежее Сырье" и компонента "Рециркулирующий Поток". Реакцию воспроизводят на основе использования парофазного углеводородного реактора, содержащего первый неподвижный слой катализатора из молибдата висмута и второй неподвижный слой молибден-вольфрам-ванадиевого катализатора. Система, используемая в этом эксперименте, также включала конвертор монооксида углерода, содержащий неподвижный слой катализатора G# 43D. Различные скорости потока и результаты эксперимента представлены в табл.5.
Метакриловую кислоту можно получить аналогичным образом, используя в качестве углеводородного реагента изобутилен.
Табл. 5 показывает, что 80 об.% монооксида углерода, подаваемого в реактор, превращалось в диоксид углерода в то время, как степень превращения углеводорода минимальна.
П р и м е р 6. Пропиленоксид можно получить реакцией пропилена в присутствии катализатора на основе расплавленных солей, включающего нитрат натрия и нитрат калия, в соответствии с описанным в патенте США N 4.785.123. В способе этого эксперимента можно использовать катализатор окисления монооксида углерода, используемый в любом из примеров 1 или 4.
Хотя изобретение было описано с отдельной ссылкой на конкретный эксперимент, этот эксперимент является просто иллюстративным примером изобретения, а варианты предполагаются. Например, реакцию можно осуществлять в жидкой фазе или в смешанных фазах или при других условиях, которые позволят осуществить получение других нефтехимических продуктов. Аналогично, если желательно, в изобретении можно использовать другие катализаторы и адсорбенты и другие средства газоразделения. Также, если желательно, газы продукта, покидающие систему через линию 22, можно дополнительно обработать, например, посредством стадий криогенного или дополнительного адсорбционного разделения, для выделения конкретных компонентов этогот потока, например, аргона или диоксида углерода.
Также понятно, что изобретение не ограничивается расположением оборудования, изображенным на рисунках. В соответствии с вышеуказанным, если желательно, конвертор 16 монооксида углерода можно поместить против потока установки выделения нефтехимического продукта 8. В действительности, сепаратор может быть даже включен в реактор 2, или смешанным с катализатором окисления углеводорода в виде единого смешанного слоя катализатора, или сам по себе, в виде отдельного слоя. Если сепаратор включают в реактор 2 в виде отдельного слоя, его, предпочтительно, располагают по потоку слоя катализатора окисления углеводорода. Можно определить, что расположение соединяющих линий для перемещения жидкостей для этого варианта изобретения будет отличаться от расположения, изображенного на рисунках.




Использование: в нефтехимии, в частности в процессах получения замещенных углеводородов. Сущность изобретения: способ предусматривает окисление в реакторе C6-C10 -ароматического углеводорода или низшего C2-C6 алкана, и/или соответствующего алкена кислородсодержащим газом в присутствии оксидного катализатора в разбавителе. Получают газообразный продукт, содержащий целевой продукт и отходящие газы, включающие непрореагировавший углеводород, который контактируют с растворителем в газоочистителе. При этом практически весь продукт растворяется в растворителе и выводится из газоочистителя, а промытый отходящий газ направляют в конвектор, в котором находится катализатор окисления (КТ) СО в условиях, не окисляющих непрореагировавший углеводород. В качестве КТ используют смешанный оксидный медно - марганцевый или платино - никелевый катализатор. Газовый поток, обедненный СО, выделяют из последней части диоксида углерода в сепараторе и рециркулируют в процесс. 8 з.п. ф-лы, 3 ил., 5 табл.
Приоритет по признакам:
31.10.91 - способ получения малеинового и фталевого ангидридов;
15.10.91 - способ получения других соединений, указанных в пп.1 - 4, и способ получения по п.6.
| Патент США N 4352755, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

