Настоящее изобретение относится к способу получения стабилизированной мочевины. В частности, оно относится к интегрированному способу получения стабилизированной формальдегидом мочевины в способе, включающим совместное производство метанола и аммиака.
Мочевина находит широкое применение в качестве удобрения и в промышленном химическом производстве. Обычно ее производят путем взаимодействия аммиака с диоксидом углерода с образованием твердого продукта, который часто формируется путем приллирования или гранулирования. Водный формальдегид или концентрат мочевины–формальдегида (UFC) часто используют для стабилизации мочевины до или во время процесса формирования.
Тем не менее, потребность в формальдегиде для производства стабилизированной мочевины от одного производственного объекта невелика и, как правило, выходит за рамки экономической целесообразности специализированного объекта для производства формальдегида. Из–за небольшого масштаба потребностей формальдегид обычно производится на отдельном специализированном объекте по производству формальдегида и транспортируется на объект по производству аммиака/мочевины, где он хранится.
WO2016/132092 и WO2016/132091 раскрывают комплексные способы получения стабилизированной формальдегидом мочевины, в которых метанол, используемый в производстве формальдегида, синтезируется из обедненного диоксидом углерода синтез–газа, выделенного из блока удаления диоксида углерода.
В некоторых случаях может возникнуть необходимость в производстве большего количества метанола и, следовательно, большего количества стабилизатора формальдегида, чем требуется на одном предприятии по производству мочевины, например, для питания болеемножество установок по производству мочевины. В этом случае или при недостаточном количестве оксидов углерода на выходе для синтез–газа блока удаления диоксида углерода для получения необходимого стабилизатора формальдегида необходимо обеспечить подходящий синтез–газ для увеличения производства метанола и тем самым производства стабилизатора формальдегида.
Мы разработали интегрированный способ производства мочевины со специальным блоком для производства стабилизатора формальдегида, основанном на процессе совместного производства метанол–аммиак, который повышает общую эффективность и гибкость процессов известного уровня техники.
Соответственно изобретение обеспечивает способ производства мочевины, стабилизированной формальдегидом, который включает следующие стадии: (а) генерация синтез–газа, содержащего водород, азот, монооксид углерода, диоксид углерода и пар, в блоке для генерации синтез–газа; (b) подвержение синтез–газа одной или нескольким стадиям конверсии водяного газа в одном или более реакторах конверсии водяного газа с образованием конвертированного газа; (c) охлаждение конвертированного газа ниже точки росы и извлечение конденсата с образованием высушенного конвертированного газа; (d) извлечение диоксида углерода из высушенного конвертированного газа в блоке для удаления диоксида углерода с образованием синтез–газа, обедненного диоксидом углерода; (e) синтез метанола из синтез–газа, обедненного диоксидом углерода, в блоке синтеза метанола и извлечение метанола и отходящего газа синтеза метанола, содержащего азот, водород и остаточный монооксид углерода; (f) подвержение, по меньшей мере, части извлеченного метанола окислению воздухом с образованием формальдегида в блоке для производства стабилизатора; (g) подвержение отходящего газа синтеза метанола метанированию в реакторе метанирования, содержащем катализатор метанирования, с образованием синтез–газа для производства аммиака; (h) синтез аммиака из синтез–газа для производства аммиака в блоке по производству аммиака и извлечение аммиака; (i) взаимодействие части аммиака и, по меньшей мере, части потока извлеченного диоксида углерода в блоке для производства мочевины с образованием потока мочевины; и (j) стабилизацию мочевины путем смешивания потока мочевины и стабилизатора, приготовленного с использованием формальдегида, полученного в блоке для производства стабилизатора, где блок удаления диоксида углерода работает посредством абсорбции с использованием жидкого абсорбента и содержит блок регенерации абсорбента, где способ включает в себя извлечение потока газа, содержащего диоксид углерода, из блока регенерации абсорбента, сжатие части пара регенерированного газа, содержащего диоксид углерода, с образованием потока сжатого газа, содержащего диоксид углерода, и пропуск потока, содержащего диоксид углерода, в блок синтеза метанола.
Синтез–газ, состоящий из монооксида углерода, диоксида углерода, водорода и азота на стадии (a) может быть образован любым подходящим способом. Различные устройства генерации синтез–газа могут обеспечивать синтез–газы с различными соотношениями монооксид углерода: диоксид углерода. Способ позволяет регулировать состав продукта для широкого спектра композиций синтез–газа. Получение синтез–газа может включать первичный реформинг с водяным паром предпочтительно десульфурированного углеводорода, такого как природный газ, лигроин или отходящий газ нефтеперерабатывающего завода, и вторичный риформинг полученного первичного реформированного газа с воздухом или воздухом, обогащенным кислородом; или газификацией углеродистого сырья, такого как уголь или биомасса, воздухом. Предпочтительно стадия получения синтез–газа включает в себя паровой риформинг углеводорода. Это может быть достигнуто путем первичного риформинга углеводорода с водяным паром в нагретых снаружи заполненных катализатором трубах в паровой установке риформинга с нагревом огнем или с газовым нагревом, и вторичного риформинга первичной реформированного газа смеси в автотермальной или во вторичной установке риформинга, подвергая ее частичному сгоранию в воздухе или в воздухе, обогащенном кислородом, а затем пропуская частично сгоревшую газовую смесь через слой катализатора парового риформинга. Теплообменная установка риформинга, такая как нагретая газом паровая установка риформинга (GHR), может работать параллельно с обычной обжигаемой установкой риформинга или последовательно с обычной обжигаемым установкой риформинга и газообразным продуктом, подаваемым в общую вторичную установку риформинга. Обход части углеводородного сырья вокруг первичной установки риформинга может быть использован для снижения соотношения монооксида углерода: диоксида углерода в синтез–газе. При желании одна или несколько стадий адиабатического предварительного риформинга также могут быть выполнены до обжига установки риформинга и/или теплообменной установки риформинга.
Первичный катализатор риформинга обычно содержит никель при уровнях в диапазоне 5–30 вес.%, нанесенный на формованные огнеупорные оксиды, такие как альфа–оксид алюминия, алюминат магния или алюминат кальция. Если необходимо, катализаторы с различным содержанием никеля могут использоваться в разных частях труб, например, катализаторы с содержанием никеля в диапазоне 5–15 мас.% или 30–85 мас.% могут быть предпочтительно использованы на входных или выходных участках труб. В качестве альтернативы могут быть использованы структурированные катализаторы, в которых катализатор из никеля или благородного металла обеспечивается в виде слоя с покрытием на сформированной металлической или керамической структуре, или катализаторы могут быть расположены во множестве контейнеров, расположенных внутри труб. Реакции парового риформинга протекают в трубах над катализатором парового риформинга при температурах выше 350°C и, как правило, технологический флюид, выходящий из труб, находится при температуре в диапазоне 650–950°C. Теплообменная среда, протекающая снаружи труб, может иметь температуру в диапазоне 800–1300°C. В GHR температура катализатора выше 350°C, и обычно технологическая жидкость, выходящая из труб, имеет температуру в диапазоне 500–950°C, а теплообменная среда, протекающая снаружи труб, может иметь температуру в диапазоне 500–1200°C. Давление может находиться в диапазоне 10–80 бар абс. Во вторичной установке риформинга первичный реформированный газ часто сжигается в устройстве горелки, установленной обычно вблизи верха установки риформинга. Частично сожженный реформированный газ затем адиабатически пропускают через слой катализатора парового риформинга, расположенного ниже устройства горелки для приведения состава газа в равновесие. Тепло для эндотермической реакции парового риформинга обеспечивается горячим, частично сжигаемым реформированным газом. Поскольку частично сжигаемый реформированный газ контактирует с катализатором парового риформинга, он охлаждается эндотермической реакцией парового риформинга до температур в диапазоне от 800 до 1100°C. Слой катализатора парового риформинга во вторичной установке риформинга обычно содержит никель при уровнях в диапазоне 5–30 вес.%, нанесенный на формованные огнеупорные оксиды, но могут быть использованы напластованные слои, в которых самый верхний слой катализатора содержит благородный металл, такой как платина или родий, на подложке из оксида циркония. Такие устройства и катализаторы для парового риформинга являются доступными в продаже.
Альтернативно, паровой риформинг может быть достигнут путем пропускания смеси углеводорода и пара через адиабатический пре–риформинг, содержащий слой катализатора парового риформинга, а затем пропусканием предварительно реформированной газовой смеси и воздуха в установку автотермического риформинга, которая работает аналогичным образом, как и вторичная установка риформинга для получения газового потока, содержащего водород, оксиды углерода и водяной пар. В адиабатическом предварительном риформинге, смесь углеводородов и пара, обычно при соотношении углерода к пару в диапазоне 1–4, подается на вход при температуре в диапазоне 300–620°C на неподвижный слой гранулированного никель содержащего катализатора предварительного риформинга. Такие катализаторы обычно содержат ≥ 40 вес.% никеля (выраженную как NiO) и могут быть получены путем совместного осаждения никельсодержащего материала с оксидом алюминия и промоторными соединениями, такими как диоксид кремния и оксид магния. Опять же, давление может находиться в диапазоне 10–80 бар абс.
Альтернативно, реакционный поток может быть образован путем газификации угля, биомассы или другого углеродсодержащего материала с воздухом с использованием устройства газификации. В таких процессах уголь, биомасса или другой углеродистый материал нагреваются до высоких температур в отсутствие катализатора с образованием неочищенного синтез–газа, который часто содержит примеси серы, такие как сероводород, которые необходимо удалить. Газификацию углеродсодержащего сырья для получения синтез–газа может быть достигнуто с использованием известных газификаторов с неподвижным слоем, псевдоожиженным слоем или захваченных газом при температурах в диапазоне 900–1700°C и давлениях до 90 бар абс. Неочищенные потоки синтез–газа требуют дополнительной обработки, известной в данной области, для удаления нежелательной серы и других загрязнителей.
В предпочтительном способе стадия получения синтез–газа включает первичный риформинг углеводорода, в частности природного газа, в обжигаемой установке для парового риформинга, для получения газового потока, содержащего водород, монооксид углерода, диоксид углерода и водяной пар, и стадию вторичного риформинга, в которой первичный реформированный газ дополнительно подвергают реформированию во вторичной установке риформинга с использованием воздуха или обогащенного кислородом воздуха для обеспечения потока синтез–газа, содержащего водород, оксиды углерода и азот.
При желании может быть обеспечена единая подача воздуха как для производства синтез–газа, так и для производства формальдегида. Это дает преимущества в снижении капитальных и эксплуатационных затрат по сравнению с теми, что требуются для отдельных систем, используемых на известном уровне техники. При генерации синтез–газа на установках по производству аммиака, часто используются несколько стадий сжатия. Таким образом, воздух для стадии окисления метанола может быть удобно взят после первой стадии без воздействия на окончательное сжатие воздуха. Таким образом, этот источник воздуха устраняет необходимость в отдельном блоке для сжатия воздуха для блока для производства стабилизатора формальдегида. Таким образом, в одном варианте осуществления один источник воздуха сжимается, разделяется на первую и вторую части, причем первая часть подается в блок для получения стабилизатора формальдегида, а вторая часть дополнительно сжимается и подается в блок для получения синтез–газа. Первая часть сжатого воздуха, подаваемого в блок для получения стабилизатора формальдегида, используется для окисления, по меньшей мере, части метанола. Первая часть может быть сжата до давления в диапазоне 1,1–5 бар абс., предпочтительно 1,3–5 бар абс. Вторая часть сжатого воздуха, подаваемого в блок получения синтез–газа, используется для генерации синтез–газа, например, во вторичном или автотермическом блоке риформинга. Вторая часть может быть сжата до 10–80 бар абс. При необходимости вторую порцию можно также предварительно разогреть. Доля сжатого воздуха, подаваемого в блок получения формальдегида, может составлять примерно до 20 об.%, предпочтительно в диапазоне 1,5–15 об.%, от общего количества воздуха, подаваемого в технологический процесс. Количество воздуха или обогащенного кислородом воздуха, подаваемого во вторичный риформер, может быть использовано для регулирования молярного соотношения водород/азот в синтез–газе аммиака, которое часто составляет около 3/1. Соотношение может быть изменено, если избыток азота включен во вторичную установку риформинга и последующую регулировку азота, например, путем криогенного охлаждения и разделения или адсорбции под давлением, и/или рекуперации водорода используется для обеспечения требуемого соотношения водород:азот. Таким образом, вторичный реформированный газ содержит азот, водород, пар, диоксид углерода и монооксид углерода и пониженный уровень метана.
Перед извлечением диоксида углерода синтез–газ подвергают на стадии (b) одной или нескольким стадиям конверсии водяного газа для получения конвертированного синтез–газа с желаемым газовым составом. На стадии конверсии водяного пара часть монооксида углерода в потоке преобразуется в диоксид углерода. Может быть использован любой подходящий реактор конверсии каталитического сдвига и катализатор. Если присутствует недостаточное количество пара, то пар может быть добавлен в газовый поток до того, как он подвергнется конверсии водяного газа. Реакцию можно изобразить следующим образом
H2O+CO  H2+CO2
H2+CO2
Реакцию можно проводить в одну или несколько стадий. Каждая стадия может быть одинаковой или различной и может быть выбрана из высокотемпературной конверсии, низкотемпературной конверсии, среднетемпературной конверсии, изотермической конверсии и кислой конверсии и предпочтительно выбрана из одной стадии высокотемпературной конверсии, комбинации высокотемпературной конверсии и низкотемпературной конверсии, одной стадии среднетемпературной конверсии или комбинации среднетемпературной конверсии и низкотемпературной конверсии.
Катализаторы с высокотемпературным сдвигом могут быть промотированы железными катализаторами, такими как катализаторы магнетита, промотированные оксидом хрома или оксидом алюминия. Могут использоваться другие катализаторы с высокой температурой сдвига, например катализаторы на основе железа/меди/оксида цинка/оксида алюминия, катализаторы на основе оксида марганца/оксида цинка или катализаторы на основе оксида цинка/оксида алюминия. Катализаторы средне, низкотемпературной и изотермической конверсии обычно содержат медь, и полезные катализаторы могут содержать различные количества меди, оксида цинка и оксида алюминия. Альтернативно, когда в газовой смеси присутствуют соединения серы, такие как потоки синтез–газа, полученные газификацией, предпочтительны так называемые катализаторы кислой конверсии, такие как катализаторы, содержащие сульфиды молибдена и кобальта. Такие устройства конверсии водяного газа и катализаторы являются доступными в продаже.
Для катализаторов высокотемпературной конверсии температура в конвертере сдвига может быть в диапазоне 300–360°C, для катализаторов среднетемпературной конверсии – температура может быть в диапазоне 190–300°C, а для катализаторов низкотемпературной конверсии температура может быть 185–270°C. Для катализаторов кислой конверсии температура может быть в диапазоне 200–370°C. Скорость потока синтез–газа, содержащего пар, может быть такой, чтобы среднечасовая объемная скорость газа (GHSV) через слой катализатора конверсии водяного газа в реакторе могла составлять≥6000 ч–1 . Давление может находиться в диапазоне 10–80 бар абс.
Этап конверсии водяного газа производит конвертированный газ. Под термином конвертированный газ мы понимаем частично конвертированный газ, в котором преобразование монооксида углерода в диоксид углерода является неполным.
В предпочтительном варианте способа осуществления настоящего изобретения стадия конверсии водяного газа включает в себя стадии высокотемпературной конверсии или стадии среднетемпературной конверсии или стадии изотермической конверсии с или без стадии низкотемпературной конверсии. В другой предпочтительной компоновке стадия конверсии водяного газа содержит стадию высокотемпературной конверсии для образования частично конвертированного газа и стадию низкотемпературной конверсии для образования смеси конвертированного газа.
Пар, присутствующий в смеси конвертированного газа, конденсируется на стадии (с) с образованием осушенного конвертированного газа, который подается в блок удаления диоксида углерода. Это может быть достигнуто путем охлаждения конвертированного газа до температуры ниже точки росы с использованием одного или более теплообменников, питаемых, например, охлаждающей водой. Извлеченный конденсат может подаваться в блок отгонки конденсата или, при желании, подаваться в парогенераторы, которые производят пар для ступеней генерации синтез–газа и/или водяного газа.
Блок удаления диоксида углерода используется для извлечения диоксида углерода из конвертированного синтез–газа на стадии (d). Он расположен ниже по течению от стадии конверсии водяного газа и выше по течению от стадии синтеза метанола. Подходящие блока удаления диоксида углерода функционируют путем абсорбции с использованием жидкого абсорбента, т. е. диоксид углерода поглощается с помощью химической реакции или без химической реакции абсорбирующей жидкостью. Такие жидкости хорошо известны и включают, например, метанол, гликоль или другие жидкости, подходящие для использования при низких температурах, такие как фрагменты Rectisol™, Selexol™, или путем взаимодействия с подходящими реакционноспособными абсорбирующими жидкостями, такими как водные растворы алкиламинов, включая диэтаноламин (DEA), моноэтаноламин (MEA), метилдиэтаноламин (MDEA), диизопропаноламин (DIPA) и аминоэтоксиэтанол (дигликольамин или DGA). Такие устройства и материалы для удаления двуокиси углерода являются доступными в продаже. Блок удаления диоксида углерода содержит абсорбционный блок, содержащий один или несколько абсорбционных сосудов, в которые подаются высушенный смещенный газ и абсорбирующая жидкость, и абсорбционный регенерационный блок, содержащий один или несколько абсорбционных регенерационных сосудов, в которых регенерируется абсорбирующая жидкость, содержащая диоксид углерода, обычно путем нагревания и/или снижения давления. В абсорбционном сосуде абсорбирующая жидкость и высушенный конвертированный газ контактируют, как правило, противотоком над одним или несколькими упакованными слоями. Диоксид углерода в высушенном конвертированном газе вместе с частью водорода поглощается в абсорбирующую жидкость для получения обедненного диоксидом углерода потока синтез–газа, который извлекается из абсорбционного сосуда. Насыщенная диоксидом углерода абсорбирующая жидкость пропускается из абсорбционного блока в одну или несколько регенерационных емкостей, где она дегазируется для удаления диоксида углерода и других абсорбированных газов. Затем дегазированная абсорбирующая жидкость может быть подана обратно в абсорбционный блок.
В настоящем изобретении блок регенерации блока удаления диоксида углерода производит газовый поток, содержащий диоксид углерода. Газовый поток, содержащий диоксид углерода, может быть подходящим потоком отходящего газа, содержащим диоксид углерода, водород и другие поглощенные газы, или может быть по существу чистым потоком диоксида углерода, или может быть их смесью. Газовый поток, содержащий диоксид углерода, может также содержать пар. Потоки отходящего газа могут содержать 10–45 моль% водорода, предпочтительно 25–40 моль% водорода, более предпочтительно 30–35 моль% водорода, тогда как потоки по существу чистого диоксида углерода могут содержать <10 моль% водорода, предпочтительно ≤5 моль% водорода.
Регенерационный блок может работать в две или более стадий, то есть дегазация абсорбирующей жидкости, насыщенной диоксидом углерода, может осуществляться с использованием двух или более стадий, которые желательно проводить при различных давлениях, уменьшающихся от входа к выходу регенерационной блока. Таким образом, газовый поток, содержащий диоксид углерода, может удаляться между стадиями в одном регенерационном сосуде или между стадиями, работающими в двух или более регенерационных сосудах. Отходящий газ обычно отгоняется из жидкого абсорбента в первом регенерационном сосуде или между первым и вторым регенерационными сосудами, по мере снижения давления. Если имеется более двух стадий, то поток газа, содержащего диоксид углерода, может быть извлечен при промежуточном давлении между второй и третьей стадиями и т. д. и объединен с отходящим газом. По существу чистый поток диоксида углерода может быть извлечен после регенерации отходящего газа в одном или более дополнительных регенерационных сосудах.
По меньшей мере часть газового потока, содержащего диоксид углерода, извлекают, сжимают и направляют в блок синтеза метанола.
В одном аспекте отходящий газ может быть извлечен из блока удаления диоксида углерода и сжат для использования в синтезе метанола. При необходимости для этой цели может быть предусмотрен дополнительный компрессор. Извлечение и использование отходящего газа, таким образом, обычно не должны нарушать производство мочевины, поскольку обычно отходящий газ направляется для использования в качестве топлива. Поэтому, по существу, весь отходящий газ, выделенный из блока удаления диоксида углерода, может подаваться в блок синтеза метанола. Количество отходящего газа, подаваемого в блок синтеза метанола, может находиться в диапазоне от 0,1% до 2,5% по объему осушенного конвертированного газа, подаваемого в блок удаления диоксида углерода.
В другом аспекте часть практически чистого потока диоксида углерода, выделенного из блока удаления диоксида углерода, может быть сжата для использования в синтезе метанола. Сжатие чистого потока диоксида углерода может осуществляться с помощью существующего компрессора, используемого для питания установки по производству мочевины. В тех случаях, когда чистый поток диоксида углерода извлекается для использования в блоке синтеза метанола, доля используемого диоксида углерода должна быть небольшой, чтобы не нарушать значительно производство мочевины. Небольшое снижение производства мочевины, однако, в целом приемлемо, если принять во внимание преимущества обеспечения дополнительного стабилизатора формальдегида. Количество чистого диоксида углерода, поступающего в блок синтеза метанола, может составлять от 0,1 до 10 об.%, предпочтительно от 0,1 до 5 об.%, более предпочтительно от 0,1 до 2,5 об.% от общего объема чистого диоксида углерода в блоке удаления диоксида углерода.
Если газовый поток, содержащий диоксид углерода, имеет соответствующую чистоту, то любой сжатый газ, не направленный в блок производства метанола, может подаваться через существующий компрессор в блок для производства мочевины.
Таким образом, блок удаления диоксида углерода обеспечивает обедненный диоксидом углерода синтез–газ, который может быть извлечен из абсорбционного блока, и поток газа, содержащий диоксид углерода, который может быть извлечен из абсорбционного блока регенерации, причем как абсорбционный блок, так и регенерационный блок являются частью блока удаления диоксида углерода.
Поток газа, содержащий диоксид углерода, желательно сжимать до давления на входе в реактор синтеза метанола в блоке синтеза метанола.
Газовый поток, содержащий диоксид углерода, может содержать пар, и в этом случае он предпочтительно охлаждается ниже точки росы для конденсации пара в виде воды, которая может быть извлечена с помощью сепаратора. Охлаждение может осуществляться с помощью обычного теплообменника, охлаждаемого, например, охлаждающей водой. При необходимости можно проводить дополнительные стадии сушки, например, с осушителем. При охлаждении и разделении воды образуется сухой газовый поток, содержащий диоксид углерода, который может быть сжат. Удаление воды или сушка потока содержащего диоксид углерода газа желательны для защиты последующего катализатора синтеза метанола, повышения скорости реакции синтеза метанола и сведения к минимуму количества воды в неочищенном метанольном продукте. Удаление воды может также улучшить представление и надежность сжатия.
При желании воду можно также удалить из обедненного диоксидом углерода синтез–газа, выделенного из блока удаления диоксида углерода, путем охлаждения и отделения конденсата, как описано выше. Удаление воды может осуществляться на обедненном диоксидом углерода синтез–газе и содержащем диоксид углерода газовом потоке отдельно или на смеси обедненного диоксидом углерода синтез–газа и содержащего диоксид углерода газового потока.
Сжатый газовый поток, содержащий диоксид углерода, подают в блок синтеза метанола. Он может поступать непосредственно в реактор синтеза метанола в качестве отдельной подачи или может быть объединен с сырьевым потоком газа в блок синтеза метанола. Газовый поток, содержащий диоксид углерода, содержит диоксид углерода и может содержать некоторое количество водорода. Диоксид углерода образует дополнительный метанол, а водород, содержащийся в избытке относительно количества водорода для синтеза метанола, поступает в блок производства аммиака, где он является потенциальным источником дополнительного аммиака.
Преимущество использования потока отходящего газа для увеличения производства метанола состоит в том, что этот газ обычно используется в качестве топлива, и повторное использование в процессе делает этот газ более эффективным.
Преимущество использования чистого потока диоксида углерода по сравнению с отходящим газом заключается в том, что существующие технологии и оборудование для извлечения диоксида углерода могут быть легко адаптированы. Поэтому, вместо установки нового компрессора, можно взять углекислый газ из существующего выхода компрессора CO2 и петлевой части в блок синтеза метанола. Более высокая чистота потока CO2 также обеспечивает преимущества при проектировании и эксплуатации стадии синтеза метанола.
Метанол синтезируют на стадии (е) из обедненного диоксидом углерода синтез–газа и сжатого потока газа, содержащего диоксид углерода. Реакцию синтеза можно изобразить следующим образом
3 H2+CO2  CH3OH+H2O
CH3OH+H2O
2 H2+CO CH3OH
Можно использовать любую технологию производства метанола. Метанол синтезируют в блоке синтеза, который может включать в себя конвертер метанола, содержащий катализатор синтеза метанола. Этот процесс может быть основан на прямоточной или рециркулирующей основе, в которой непрореагировавший получаемый газ после дополнительного удаления конденсата смешивается с подпиточным газом, содержащим водород и оксиды углерода в желаемом соотношении, и возвращается в реактор метанола. Синтез метанола, поскольку он является экзотермическим, может включать в себя охлаждение косвенными поверхностями теплообмена в контакте с реагирующим газом или путем разделения слоя катализатора и охлаждения газа между слоями путем закачки охлаждающего газа или косвенным теплообменом. Однако, поскольку блок синтеза метанола направлен главным образом на получение достаточного количества формальдегида для использования в качестве стабилизатора, в предпочтительном варианте блок синтеза метанола включает один прямоточный адиабатический реактор синтеза метанола, содержащий один слой катализатора синтеза метанола. Такая компоновка снижает стоимость и сложность настоящего изобретения по сравнению с известными процессами совместного производства метанола и аммиака.
Неочищенный метанольный продукт, содержащий метанол, воду и следовые количества примесей, таких как этанол, может быть извлечен путем охлаждения потока газа продукта, извлеченного из реактора с метанолом, до температуры ниже точки росы, например, с помощью охлаждающей воды. При желании жидкий аммиак может быть использован на следующей стадии охлаждения. Альтернативно, или в дополнение, метанол может быть извлечен путем скруббирования получаемого газа с водой. Очистка воды при помощи скруббинга особенно подходит в настоящем изобретении.
Может использоваться любой катализатор синтеза метанола, но предпочтительно он основан на промотированном или не промотированном составе оксида меди/оксида цинка/оксида алюминия, например, имеющего содержание меди в диапазоне 50–70 вес.%. Промоторы включают в себя оксиды Mg, Cr, Mn, V, Ti, Zr, Ta, Mo, W, Si и редкоземельные элементы. В катализаторе содержание оксида цинка может находиться в диапазоне 20–90 мас.%, и одно или несколько оксидных промоторных соединений, если они присутствуют, могут содержаться в количестве 0,01–10 вес.%. Соединения магния являются предпочтительным промотором, и катализатор предпочтительно содержит магний в количестве 1–5 вес.%, выраженном как MgO. Синтез–газ можно пропускать через катализатор при температуре в диапазоне 200–320°C и при давлении в диапазоне 20–250 бар абс., предпочтительно 20–120 бар абс., более предпочтительно 30–120 бар абс. и объемной скорости в диапазоне 500–20000 ч–1. Поскольку целью процесса является не максимизация производства метанола, то температура на входе стадии синтеза метанола может быть ниже, например 200–270°C, что, таким образом, увеличивает срок службы катализатора путем уменьшения спекания активных медных центров.
В настоящем процессе, как правило, достаточно одной стадии синтеза метанола. Тем не менее, если необходимо, синтез метанола может быть частью процесса множественного синтеза, где получаемый газ с удалением конденсата или без него подается в один или несколько дополнительных реакторов синтеза метанола, которые могут содержать тот же или другой катализатор синтеза метанола. Такие устройства и катализаторы для производства метанола являются доступными в продаже. Поток продувочного газа можно удалить, чтобы предотвратить нежелательное наращивание инертных/нереактивных газов. Если желаемый метанол также может быть синтезирован из этого продувочного газа или из него выделяется водород для регулирования стехиометрии сырьевой поток газа или для выработки энергии.
В этом способе предпочтительно весь выделенный метанол окисляют с получением формальдегида.
Неочищенный метанол содержит воду и другие примеси, которые могут быть отделены от метанольного продукта одной или несколькими стадиями дистилляции. Блок для производства формальдегидного стабилизатора может использовать очищенный метанол в качестве сырья или неочищенный метанол в качестве сырья. К "неочищенному метанолу" мы относим непосредственный продукт реактора синтеза метанола и метанольный продукт, в котором содержание воды было отрегулировано, например, на одной стадии очистки, до диапазона 5–20% по массе, так что продукты стабилизатора формальдегида эффективно производятся при подходящих концентрациях. Это позволяет направлять неочищенный метанол непосредственно на формальдегидную установку без необходимости проведения более стадий перегонки. Использование неочищенного метанола позволяет экономить как капитальные затраты на ректификационные колонны и сопутствующее оборудование, так и эксплуатационные расходы этого оборудования, что дает значительную выгоду.
Неочищенный метанол может быть отправлен на хранение в соответствующий резервуар для хранения. Если требуется, неочищенный метанол может быть подвергнут одной или нескольким стадиям очистки, включая стадию дегазации в блоке для очистки метанола до его подачи в реактор окисления. Стадию дегазации или любую стадию дистилляции можно обеспечить перегонными колоннами, нагретыми с использованием тепла, выделяемого из реактора окисления или в другом месте процесса. В частности, стадия дегазации может быть нагрета с использованием пара, генерируемого на стадии окисления. Это упрощение очистки обеспечивает значительную экономию капитальных и эксплуатационных затрат для данного способа.
Непрореагировавший газовый поток, выделенный из блока синтеза метанола после отделения потока сырого метанола, является отходящим газом синтеза метанола. Он содержит азот, водород и небольшое количество метана, аргона, оксида углерода и диоксида углерода.
Метанол окисляется до формальдегида на стадии (d). Можно использовать любую технологию производства формальдегида с использованием воздуха в качестве окислителя. Формальдегид синтезируют в блоке получения формальдегида, который может содержать реактор окисления, содержащий катализатор окисления. Катализатор окисления может быть расположен в виде неподвижного слоя или внутри труб с внешним охлаждением, расположенных внутри реактора. Источник сжатого воздуха, который может состоять из одного источника, как описано выше, используется в блоке для производства стабилизатора формальдегида. Воздух может находиться при температуре в пределах 10–50°C. Воздух и метанол могут поступать в реактор, содержащий катализатор окисления, в котором метанол окисляется. Воздух предпочтительно подается при давлении 1,1–5 бар, например, с первой стадии сжатия воздуха, подаваемого в технологический процесс.
Получение формальдегида из метанола и кислорода может быть осуществлено в процессе, катализируемом либо серебром, либо оксидом металла, работающем, соответственно, в условиях обогащенного метанола или обедненного метанола. Следовательно, катализатор окисления может быть выбран либо из серебряного катализатора, либо из металлооксидного катализатора, причем последний предпочтительно содержит смесь оксидов железа и молибдена. Также могут быть использованы катализаторы на основе оксида ванадия. В процессе на основе оксида металла основной реакцией является окисление метанола до формальдегида;
2CH3OH+O2 → 2CH2O+2H2O
Над серебряными катализаторами, в дополнение к вышеуказанной реакции оксидации, метанол также дегидрируется в главной реакции;
CH3OH → CH2O+H2
В процессе на основе оксида металла формальдегид производится в многотрубных реакторах. Как правило, реактор содержит 10–30 тыс. трубок, содержащих каталитические окатыши или экструдаты и охлаждаемых маслом или расплавленными солями в качестве теплоносителя. Поскольку реакция сильно экзотермична (ΔH = –156 кДж/моль), изотермические условия трудно получить, и, следовательно, в реакционной зоне может образоваться горячая точка. Чтобы ограничить температуру горячей точки, в первой части реактора катализатор может быть разбавлен инертными окатышами или экструдатами. Катализатор, используемый в оксидном процессе, предпочтительно представляет собой смесь молибдата железа Fe2(MoO4)3 и триоксида молибдена MoO3 с атомным соотношением молибдена/железа от 2 до 3. Выход установки является высоким (88–94%), и ни молибден, ни железо не токсичны, что благоприятно с точки зрения окружающей среды и здоровья человека.
Воздух предпочтительно используют на уровнях для поддержания содержания кислорода на входе в реактор ниже взрывоопасного предела. Сырьевой поток газа может, поэтому составлять≤6,5 объ.% метанола для прямоточного реактора или около 8–11 объ.% в условиях рециркуляция. Реактор окисления может работать адиабатически или изотермически, где теплота реакции может быть использована для получения пара. Температура на входе в реактор окисления обычно находится в диапазоне 80–270°С, с каталитическими процессами на основе железа, работающими до 400°С, и процессами на основе серебра – до 650°С.
Один проход через реактор окисления может приводить к высоким выходам формальдегида или, если необходимо, можно рециркулировать непрореагировавшие газы, которые в основном состоят из азота, на вход в реактор для поддержания низкой концентрации кислорода. Из–за масштаба, требуемого в настоящем способе, стадия производства формальдегида может работать без рециркуляции окисленного газа на вход реактора окисления, поскольку это устраняет необходимость в рециркуляционном компрессоре и, следовательно, обеспечивает дополнительную экономию.
Можно использовать абсорбционную башню для извлечения продукта формальдегида из окисленной газовой смеси либо в воду для получения водного раствора формальдегида, либо в раствор мочевины для получения концентрата мочевины–формальдегида (UFC). Абсорбционная башня может содержать набор насадки, тарелок и других устройств для ускорения абсорбции, а охлаждающую воду можно использовать для обеспечения продукта при температуре в диапазоне 20–100°C. Стадия абсорбции обычно проходит при несколько более низком давлении, чем реактор.
В настоящем способе продукты, полученные из формальдегида, используются для стабилизации мочевины. Блок для получения стабилизатора формальдегида может быть использован для получения водного раствора формальдегида (формалина) или концентрата мочевины–формальдегида (UFC). Концентрат мочевины–формальдегида, который может быть использован, как правило, содержит смесь около 60 мас.%. формальдегида, около 25 мас. % мочевины и остальное около 15% воды. Такой продукт может быть назван «UFC85». Также могут использоваться другие продукты UFC. Могут также производиться и другие формальдегидные продукты. Избыточные формальдегидные продукты могут быть извлечены и проданы.
Блок для получения стабилизатора формальдегида генерирует выходной газ блока стабилизатора, который может поступать в блок обработки отходящего газа блока стабилизатора, такой как блок контроля выбросов или система контроля выбросов (ECS), и выбрасываться в атмосферу. Система контроля выбросов может содержать каталитическую камеру сгорания, в которой происходит реакция любого монооксида углерода, метанола, формальдегида и диметилового эфира в отходящем газе с кислородом. Газ, испускаемый из ECS, то есть выходящий поток из ECS, содержит диоксид углерода, пар и азот и поэтому может быть рециркулирован, предпочтительно после подходящего сжатия, на одну или несколько стадий процесса. Таким образом, сток ECS может быть передан на стадию удаления диоксида углерода, где пар и диоксид углерода могут быть извлечены, чтобы обеспечить дополнительный азот в синтез–газе. В качестве альтернативы сток ECS может поставляться на этап синтеза метанола, где диоксид углерода может реагировать с водородом в синтез–газе для производства дополнительного метанола. Кроме того, выходящий поток ECS может подаваться в блок получения мочевины, чтобы поставлять диоксид углерода для производства дополнительной мочевины.
В другом варианте осуществления блок обработки отходящего газа блока стабилизатора может содержать газожидкостный сепаратор, который отделяет обогащенный азотом отходящий газ от жидкого метанола, который может быть возвращен в реактор окисления непосредственно или после одной или более стадий очистки. Богатый азотом газ, разделенный в сепараторе, может быть сжат и передан на стадию синтеза аммиака.
В качестве альтернативы, отработанный газ блока стабилизатора может быть рециркулирован непосредственно в технологический процесс, то есть система обработки отработанного газа блока стабилизатора может быть исключена.
В одном варианте осуществления отходящий газ блока стабилизатора рециркулирует непосредственно в блок генерации синтез–газа в качестве топливного газа, так что органические загрязнители, присутствующие в отходящем газе блока стабилизатора, могут сжигаться для генерации энергии. Отходящий газ блока стабилизатора может, например, рециркулироваться непосредственно в поток топливного газа первичного риформера или может подаваться в печь для генерации пара. Таким образом, блок очистки отходящего газа блока стабилизатора не требуется, что обеспечивает значительную экономию. Альтернативно, отходящий газ блока стабилизатора может быть объединен с углеводородным сырьем, подаваемым в блок генерации синтез–газа. В качестве альтернативы, отходящий газ блока стабилизатора может быть рециркулирован непосредственно на стадию удаления диоксида углерода, так что диоксид углерода и водяные пары, присутствующие в выходном газе блока стабилизатора, могут быть уловлены. Органические загрязнители такие как метанол, формальдегид и диметиловый эфир могут также быть захвачены, например, с помощью блока PSA. Кроме того формальдегидный отходящий газ может быть рециркулирован непосредственно на этап синтеза метанола. Прямая рециркуляция является более простой и предпочтительной. При прямой рециркуляции побочные продукты будут ограничены равновесием по катализатору синтеза метанола и поэтому не будут накапливаться в этом цикле рециркуляции. Азот также восстанавливается без необходимости использования каталитического сжигания или интенсивной подачи давления. Выходной газ блока стабилизатора может быть рециркулирован непосредственно в одну, две или более из этих альтернатив.
Блок для получения стабилизатора формальдегида может также производить водный поток отходов, например, конденсат, извлеченный в качестве побочного продукта окисления метанола. Этот конденсат может содержать органические соединения, такие как метанол, формальдегид и диметиловый эфир, и поэтому является потенциальным источником углеводородов для технологического процесса. В одном варианте способа осуществления настоящего изобретения технологический конденсат рециркулируют на стадию генерации синтез–газа, где он используется для получения пара для использования в паровом риформинге. Пар может быть сформирован в обычном котле и добавлен к углеводородному сырьевому материалу или может предпочтительно генерироваться в сатураторе, к которому подают водный выходящий поток и углеводород.
На стадии метанирования (g) остаточный монооксид углерода и диоксид углерода в потоке отходящего газа синтеза метанола превращаются в метан в конвертере для превращения окисей углерода в метан. Может использоваться любой подходящий механизм для конвертера для превращения окисей углерода в метан. Таким образом, конвертер для превращения окисей углерода в метан может работать адиабатически или изотермически. Может использоваться один или несколько конвертеров для превращения окисей углерода в метан. Может использоваться катализатор метанирования на основе никеля. Например, на одной стадии метанирования газ со стадии синтеза метанола может подаваться при температуре на входе в диапазоне 200–400°C, предпочтительно 325–375°C, в неподвижный слой гранулированного никельсодержащего катализатора метанирования. Более высокие температуры на входе полезны для разложения любого метанола в сырьевом потоке газа. Такие катализаторы обычно представляют собой гранулированные составы, содержащие 20–40 мас.% никеля. Такой аппарат метанирования и катализаторы являются доступными в продаже. Давление для метанирования может быть в диапазоне 10–80 бар абс. или выше до 250 бар абс. Пар образуется как побочный продукт метанирования. Пар желательно удалять обычными способами, такими как охлаждение и отделение конденсата. Поток газа для синтеза аммиака может быть извлечен на стадии метанирования и сушки. Такой аппарат метанирования и катализаторы являются доступными в продаже.
Поток метанированного газа может подаваться в блок получения аммиака в качестве синтез–газа для производства аммиака. Молярное отношение водород/азот потока метанированного газа возможно требуется отрегулировать, например, добавлением азота из подходящего источника или удалением азота, чтобы получить синтез–газ для производства аммиака. Азот, если он добавлен, может подаваться из любого источника, например из воздухоразделительного блока (ASU), и регулирование может осуществляться путем прямого добавления азота в поток метанированного газа. Азот, если он удален, может быть удален из синтез–газа криогенным охлаждением для извлечения жидкого азота или может быть достигнут с помощью адсорбции под давлением на подходящем адсорбенте. Такие криогенные и с перепадом давления абсорбционные аппараты и адсорбенты имеются в продаже. Затем скорректированную газовую смесь можно передать в блок синтеза аммиака в качестве синтез–газа для производства аммиака.
Аммиак синтезируют на стадии (h). Синтез–газ для производства аммиака может быть сжат до давления синтеза аммиака и передан в блок получения аммиака. Блок получения аммиака содержит аммиачный конвертер, содержащий катализатор синтеза аммиака. Азот и водород реагируют вместе над катализатором для образования продукта аммиака. Катализаторы синтеза аммиака, как правило, основаны на железе, но могут использоваться другие катализаторы синтеза аммиака. Реактор может работать адиабатически или может работать изотермически. Каталитические слои могут быть расположены продольно и/или радиально, и в одном конвертерном сосуде могут быть предусмотрены один или несколько слоев. Конверсия над катализатором, как правило, неполна и поэтому синтез–газ обычно пропускают в контур, содержащий частично прореагировавшую газовую смесь, извлеченную из аммиачного конвертера, и полученную смесь подают на катализатор. Смесь синтез–газа, подаваемая в контур, может иметь соотношение водород/азот 2,2–3,2, но часто составляет около 3,0, например, 2,9–3,1. В блоке получения аммиака смесь водорода/азота может проходить над катализатором синтеза аммиака при высоком давлении, например в диапазоне 80–350 бар абс., предпочтительно 150–350 бар абс. и при температуре в диапазоне 300–540°C, желательно 350–520°C.
Поток продувочного газа, содержащий метан и водород, может быть взят из контура синтеза аммиака и подан на стадию образования синтез–газа или использован в качестве топлива.
Сжатие синтез–газа предпочтительно осуществляют в несколько стадий, причем первая и вторая стадии выполняются перед синтезом метанола для достижения давления, например, 50–100 бар, предпочтительно 80–100 бар, и третья стадия после метанирования для достижения более высокого давления, например, 150–250 бар, перед синтезом аммиака. Таким образом, синтез метанола может быть полезен между второй и третьей стадиями сжатия, с конвертером для превращения окисей углерода в метан, расположенным после синтеза метанола и перед третьей стадией сжатия. Альтернативно, синтез метанола может быть полезно осуществлен выше по потоку, до начала первой стадии сжатия.
Мочевину получают на стадии (i) путем взаимодействия аммиака со стадии (h) с диоксидом углерода, извлеченным из стадии (d). Обычно для получения мочевины будет использоваться только часть аммиака, полученного на стадии (h), которая ограничена количеством диоксида углерода, извлеченного на стадии (d). Избыток аммиака может быть извлечен и использован для производства азотной кислоты, аммиачной селитры или продуктов аммиака для продажи. Можно использовать любую технологию производства мочевины. К примеру, аммиак и диоксид углерода могут быть объединены в первом реакторе при 140–200°C и 120–220 бар абс., чтобы сформировать карбамат аммония следующим образом:
NH3+CO2  NH2COONH4.
NH2COONH4.
Карбамат аммония затем дегидратируют в другом реакторе с образованием мочевины;
NH2COONH4 NH2CONH2+H2O
Высокое давление способствует образованию карбамата аммония, а высокая температура способствует обезвоживанию, поэтому полученная смесь содержит все вышеуказанные компоненты. Поэтому непрореагировавший карбамат обычно разлагается обратно на аммиак и диоксид углерода, которые затем могут быть рециркулированы в реактор. Диоксид углерода легко растворяется в воде, полученной из дегидратации, что при рециркуляции подавляет равновесие, и поэтому система может работать с избытком аммиака для минимизации этой рециркуляции. Разложение и последующая рециркуляция могут проводиться на одной или более последовательных стадиях при уменьшении давления для минимизации предельной концентрации карбамата аммония, растворенного в растворе мочевины. В альтернативном технологическом устройстве используется свежий газ двуокиси углерода для отбора непрореагировавшего аммиака и диоксида углерода от карбамата аммония и раствора мочевины при том же давлении, что и в реакторе. Далее непрореагировавший материал рециркулируют из стадий более низкого давления в виде раствора карбамата аммония. Такой аппарат для производства мочевины является доступным в продаже.
Стабилизированную формальдегидом мочевину получают на стадии (j) путем смешивания мочевины, полученной на стадии (i), и стабилизатора, полученного с использованием формальдегида, извлеченного из блока для получения стабилизатора формальдегида на стадии (f). Стабилизатором может быть любой стабилизатор на основе формальдегида; включая водный формальдегид и водный концентрат мочевины–формальдегида. Водный формальдегид и концентрат мочевины–формальдегида могут быть получены непосредственно в блоке для получения стабилизатора формальдегида. Формальдегид, либо в виде концентрированного раствора, либо в виде комбинированного раствора мочевины и формальдегида, может быть добавлен в расплавленную мочевину до ее преобразования в виде частиц или гранул. Это уменьшает тенденцию мочевины к поглощению влаги и увеличивает твердость поверхности твердых частиц, предотвращая как спекание (склеивание соседних частиц), так и пыление (истирание соседних частиц). Это поддерживает свободную текучесть продукта; предотвращает потерю материала при пылении и повышает стабильность при длительном хранении. Если мочевина доступна, то предпочтительно использовать раствор формальдегида мочевины, потому что это минимизирует количество воды, добавляемой к расплавленной мочевине. Такой аппарат для получения мочевины, стабилизированной формальдегидом, является доступным в продаже.
Далее настоящее изобретение будет описано в качестве примера со ссылкой на прилагаемые чертежи, на которых:
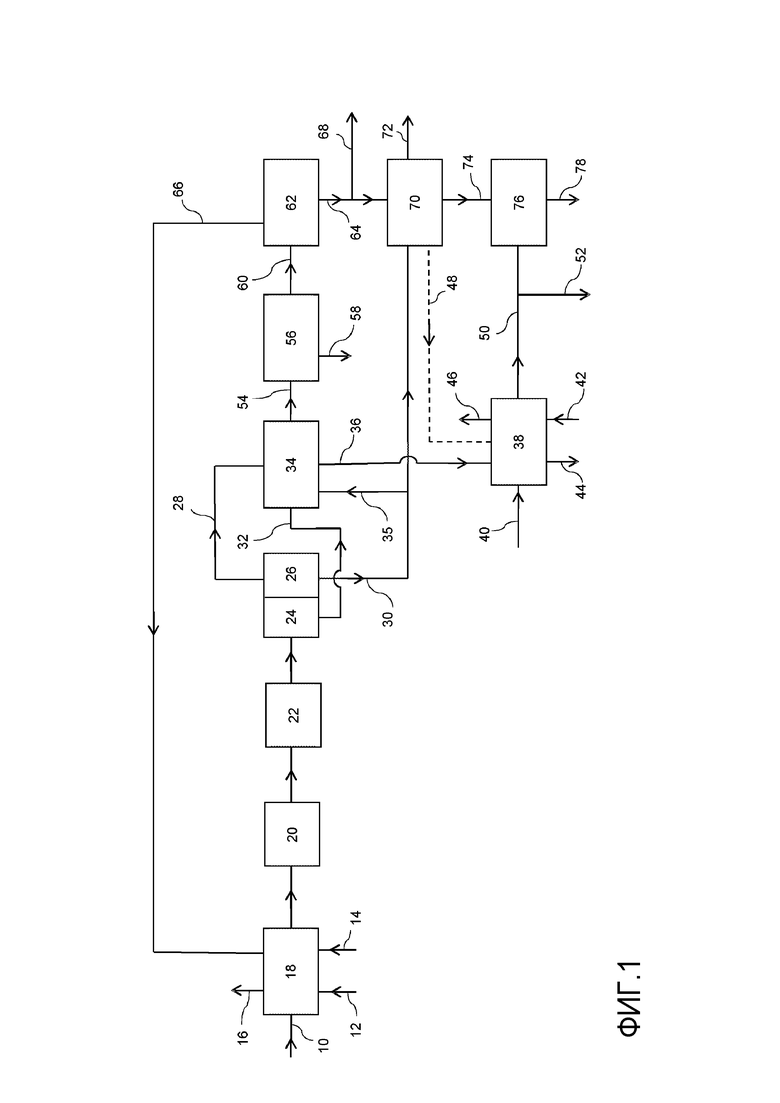
Фигура 1 представляет собой схематическое представление технологического процесса согласно первому аспекту настоящего изобретения;
Специалистам в данной области техники будет понятно, что чертежи являются схематическими и что дополнительные элементы оборудования, такие как сборники флегмы, насосы, вакуумные насосы, датчики температуры, датчики давления, предохранительные клапаны, регулирующие клапаны, регуляторы расхода, регуляторы уровня, накопительные емкости, баки для хранения и тому подобное могут потребоваться на коммерческой установке. Обеспечение таких вспомогательных элементов оборудования не является частью настоящего изобретения и соответствует обычной практике химического машиностроения.
На фиг.1 поток 10 природного газа, пар 12 и воздушный поток 14 подаются в блок генерации синтез–газа 18 , содержащий первичную установку риформинга и вторичную установку риформер. Природный газ подвергается первичному риформингу с водяным паром в трубках, заполненных катализатором снаружи, в первичной установке риформинга, а первичный реформированный газ подвергается вторичному риформингу во вторичной установке риформинга с воздухом с образованием необработанного синтез–газа, содержащего азот, водород, диоксид углерода, углерод окись и пар. Часть природного газа может обходить первичную установку риформинга и подаваться вместе с первичным реформированным газом во вторичную установку риформинга. Дымовой ГАЗ 16 отводится из первичной установки риформинга. Отношение пара к монооксиду углерода в неочищенном синтез–газе может быть отрегулировано путем добавления пара, если это необходимо, и газа, подвергнутого конверсии водяного газа в высокотемпературном реакторе 20, содержащем катализатор высокотемпературной конверсии, а затем в реакторе 22 низкотемпературной конверсии, содержащем катализатор низкотемпературной конверсии. Реакция конверсии водяного газа увеличивает содержание водорода и диоксида углерода, а содержание пара и монооксида углерода уменьшается. Конвертированный синтез–газ подается в блок удаления диоксида углерода, содержащий абсорбционный блок 24 и регенерационный блок 26. Абсорбционный блок 24 содержит один абсорбционный сосуд, в котором смещенный синтез–газ контактирует с жидким абсорбентом. Жидкий абсорбент поглощает диоксид углерода для получения обедненного диоксидом углерода синтез–газа 32, содержащего водород, монооксид углерода и азот. Насыщенная диоксидом углерода абсорбирующая жидкость подается из абсорбционного блока 24 в регенерационный блок 26, содержащий абсорбирующий регенерационный сосуд, работающий в две стадии, причем первая стадия работает при более высоком давлении, чем вторая стадия. Отходящий газ 28, содержащий диоксид углерода и водород, извлекается из регенерационного блока 26 между первой и второй ступенями. Поток 30 диоксида углерода извлекается из второй ступени регенерационного блока 26 для дальнейшего использования. При необходимости отходящий газ 28 может быть охлажден до температуры ниже точки росы в теплообменнике, а конденсат отделен в сепараторе для обеспечения сухого отходящего газа. Отходящий газ 28 (или сухой отходящий газ) сжимается компрессором (не показан) с образованием сжатого отходящего газа. Сжатый отходящий газ 28 и обедненный диоксидом углерода синтез–газ 32, выделенный из абсорбционного блока 24, направляют в блок синтеза метанола 34, включающий в себя конвертор метанола, содержащий слой катализатора для синтеза метанола. Альтернативно или дополнительно часть извлеченного потока диоксида углерода 30 может быть высушена при необходимости для удаления воды, сжата и подана в блок синтеза метанола по линии 35. Хотя изображены отдельные потоки, может быть удобно объединить эти потоки выше по потоку от блока синтеза метанола. При необходимости выше по потоку от блока 34 синтеза метанола вода в синтез–газе 32, обедненном диоксидом углерода, также может быть удалена путем охлаждения и отделения конденсата. Отходящий газ 28 и/или поток диоксида углерода 35 и обедненный диоксидом углерода синтез–газ 32 могут быть при необходимости нагреты перед подачей их в блок синтеза метанола 34. Метанол синтезируется в одном конвертере на прямоточной основе и отделяется от газовой смеси продукта. Неочищенный метанольный продукт извлекают из блока 34 синтеза метанола по линии 36 и направляют в блок 38 получения стабилизатора, включающий в себя реактор окисления, содержащий катализатор окисления. Источник воздуха 40 подается в реактор окисления, где он взаимодействует с метанолом с образованием формальдегида. Реактор окисления работает в контуре с частью прореагировавшего газа, подаваемого на вход в реактор. Блок для получения стабилизатора формальдегида питается охлаждающей водой 42 и генерирует поток пара 44 и отходящий газ формальдегида 46. Формальдегид, полученный в реакторе окисления, извлекается в абсорбционной колонне, которая может быть подана с водой и необязательно мочевиной по линии 48 таким образом, что либо водный формальдегид, либо поток 50 продукта карбамидоформальдегидного концентрата (UFC) может быть извлечен из блока 38 производства стабилизатора для дальнейшего использования. Часть 52 потока 50 продукта стабилизатора может быть взята для использования, например, в отдельной установке по стабилизации мочевины или для продажи, если поток произведенного стабилизатора превышает поток, необходимый для соответствующей установки по стабилизации мочевины.
Поток отходящего газа для синтеза метанола 54, содержащий водород, азот и непрореагировавший монооксид углерода, извлеченный из блока синтеза метанола 34, направляют в блок метанирования 56, включающий в себя реактор метанирования, содержащий слой катализатора метанирования. Оксиды углерода, остающиеся в отходящем газе 46, превращаются в метан и воду в реакторе метанирования. Вода извлекается из блока метанирования 56 по линии 58. Метанированный отходящий газ представляет собой синтез–газ для производства аммиака, содержащий азот и водород и небольшое количество метана. Синтез–газ для производства аммиака проходит из блока метанирования 56 по линии 60 в блок синтеза аммиака 60, содержащий аммиачный конвертер, включающий в себя один или несколько слоев катализатора синтеза аммиака. Аммиачный конвертер работает в контуре, причем часть прореагировавшего газа подается на вход конвертера. Аммиак получают в конвертере и извлекают из блока синтеза аммиака 62 по линии 64. Поток продувочного газа 66, содержащий метан и непрореагировавший водород и азот, извлекается из блока синтеза аммиака 62 и подается в блок генерации синтез–газа 18 в качестве топлива. Часть 68 аммиака отделяется от потока продукта 64. Оставшийся аммиак проходит в блок синтеза мочевины 70 , где его подвергают взаимодействию с очищенным потоком диоксида углерода, обеспечиваемым потоком 30, для получения потока мочевины и воды. Вода извлекается из блока синтеза мочевины 70 по линии 72. Поток мочевины пропускают по линии 74 в блок стабилизации 76, содержащий стабилизирующий сосуд, где его обрабатывают водным формальдегидом или концентратом мочевины–формальдегида, поставляемым по линии 50, для образования стабилизированного продукта мочевины. Стабилизированный формальдегидом продукт мочевины извлекают из блока стабилизации 76 по линии 78.
Теперь изобретение будет описано со ссылкой на следующие примеры в соответствии с технологическим процессом на фиг.1.
Пример 1
Способ получения мочевины, стабилизированной формальдегидом, моделировали на основе конвертированного синтез–газа следующего состава:
Конвертированный синтез–газ (162479 кг/час) охлаждали, конденсат удаляли и подавали в блок удаления CO2, включающий абсорбционный сосуд с MDEA и регенерационный сосуд, в котором абсорбент, содержащий CO2,был регенерирован. Абсорбционный сосуд производил 54568 кг/ч обедненного CO2 синтез–газа для синтеза метанола следующего состава;
В регенерационном сосуде было произведено 1797 кг/ час отходящего газа следующего состава;
Отходящий газ был сжат от его давления 2,5 бар абс. до 29,2 бар абс.
Обедненный CO2 синтез–газ и сжатый отходящий газ подавались в реактор синтеза метанола, работающий при 200°C. Дополнительное производство метанола путем включения отходящего газа было рассчитано как 11,6 т/сут. Дополнительный метанол способен обеспечить дополнительный стабилизатор формальдегида.
Пример 2
На основе конвертированного синтез–газа для одной из установок по производству аммиака была смоделирована установка по производству мочевины (отбирающая аммиак из более чем одной установки), имеющая следующий состав;
Конвертированный синтез–газ (282074 кг/час) охлаждали, конденсат удаляли и подавали в блок удаления CO2, содержащий абсорбционный сосуд и регенерационный сосуд, в котором был регенерирован абсорбент, содержащий CO2. В абсорбционном сосуде было получено 96214 кг/час синтез–газа с обедненным СО2, имеющего следующий состав;
Обнаружено, что синтез–газ, обедненный CO2, содержит недостаточно оксидов углерода для производства достаточного количества метанола и, следовательно, стабилизатора UFC–85 для удовлетворения потребностей установки по производству мочевины. Согласно настоящему изобретению 1460 кг/ч очищенного диоксида углерода (около 1,5% от общего объема выделенного диоксида углерода) объединяют с обедненным диоксидом углерода синтез–газом, в результате чего синтез–газ подают в блок синтеза метанола следующего состава;
Синтез–газ подавали в реактор синтеза метанола при 215°C. Дополнительное производство метанола путем включения отходящего газа было рассчитано на 9 т/сут – достаточно для получения достаточного количества стабилизатора UFC–85 для питания установки по производству мочевины. Наблюдается незначительное, но приемлемое снижение производства аммиака (1,3% по массе).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА И АММИАКА | 2018 |
|
RU2782258C2 |
| Способ получения аммиака и метанола из природного газа | 2024 |
|
RU2832477C1 |
| СПОСОБ СОВМЕСТНОГО ПРОИЗВОДСТВА АММИАКА И МЕТАНОЛА | 2016 |
|
RU2663167C2 |
| ПРЕДПРИЯТИЕ ПО ПРОИЗВОДСТВУ УДОБРЕНИЙ И СПОСОБ ПОЛУЧЕНИЯ УДОБРЕНИЯ | 2017 |
|
RU2726894C1 |
| Способ получения аммиака из природного газа | 2024 |
|
RU2832478C1 |
| СОВМЕСТНОЕ ПОЛУЧЕНИЕ МЕТАНОЛА, АММИАКА И МОЧЕВИНЫ | 2018 |
|
RU2766961C1 |
| СПОСОБ СИНТЕЗА АММИАКА ИЗ СМЕСИ АЗОТА И ВОДОРОДА, ПОЛУЧЕННОЙ ИЗ ПРИРОДНОГО ГАЗА | 2001 |
|
RU2284296C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕХИОМЕТРИЧЕСКОЙ АЗОТОВОДОРОДНОЙ СМЕСИ, СПОСОБ ПОЛУЧЕНИЯ АММИАКА С ЕЕ ИСПОЛЬЗОВАНИЕМ И УСТРОЙСТВА ДЛЯ РЕАЛИЗАЦИИ УКАЗАННЫХ СПОСОБОВ | 2010 |
|
RU2438975C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УДОБРЕНИЯ И СПОСОБ ПРОИЗВОДСТВА УДОБРЕНИЯ | 2018 |
|
RU2755819C1 |
| Способ получения низкоуглеродного аммиака из природного газа "Аммиак декарбонизированный - 2500" | 2023 |
|
RU2808330C1 |
Настоящее изобретение относится к способу получения стабилизированной мочевины. Описан способ получения стабилизированной формальдегидом мочевины, включающий стадии: получение синтез–газа; подвержение синтез–газа одной или нескольким стадиям конверсии водяного газа в одном или более реакторах конверсии водяного газа с образованием конвертированного газа; охлаждение конвертированного газа ниже точки росы и извлечение конденсата с образованием высушенного конвертированного газа; извлечение диоксида углерода из высушенного конвертированного газа в блоке для удаления диоксида углерода с образованием синтез–газа, обедненного диоксидом углерода; синтез метанола из обедненного диоксидом углерода синтез–газа в блоке синтеза метанола и извлечение метанола и отходящего газа синтеза метанола; подвержение части извлеченного метанола окислению воздухом с образованием формальдегида в блоке для производства стабилизатора; подвержение отходящего газа синтеза метанола метанированию в реакторе метанирования, содержащем катализатор метанирования, с образованием синтез–газа для производства аммиака; синтез аммиака из синтез–газа для производства аммиака в блоке по производству аммиака и извлечение аммиака; взаимодействие части аммиака и части потока извлеченного диоксида углерода в блоке для производства мочевины с образованием потока мочевины; и стабилизацию мочевины путем смешивания потока мочевины и стабилизатора, приготовленного с использованием формальдегида, полученного в блоке для производства стабилизатора, где блок удаления диоксида углерода работает посредством абсорбции с использованием жидкого абсорбента и содержит блок регенерации абсорбента, где способ включает извлечение потока газа, содержащего диоксид углерода, из блока регенерации абсорбента, сжатие, по меньшей мере, части потока регенерированного газа, содержащего диоксид углерода, с образованием потока сжатого газа, содержащего диоксид углерода, и пропускание потока сжатого газа в блок синтеза метанола. Изобретение повышает общую эффективность и гибкость процессов производства мочевины. 19 з.п. ф-лы, 1 ил., 6 табл., 2 пр.
1. Способ получения стабилизированной формальдегидом мочевины, включающий стадии: (а) получение синтез-газа, содержащего водород, азот, монооксид углерода, диоксид углерода и пар, в блоке для генерации синтез-газа; (b) подвержение синтез-газа одной или более стадиям конверсии водяного газа в одном или более реакторах конверсии водяного газа с образованием конвертированного газа; (c) охлаждение конвертированного газа ниже точки росы и извлечение конденсата с образованием высушенного конвертированного газа; (d) извлечение диоксида углерода из высушенного конвертированного газа в блоке для удаления диоксида углерода с образованием извлеченного потока диоксида углерода и синтез-газа, обедненного диоксидом углерода; (e) синтез метанола из синтез-газа, обедненного диоксидом углерода, в блоке синтеза метанола и извлечение метанола и отходящего газа синтеза метанола, содержащего азот, водород и остаточный монооксид углерода; (f) подвержение, по меньшей мере, части извлеченного метанола окислению воздухом с образованием формальдегида в блоке для производства стабилизатора; (g) подвержение отходящего газа синтеза метанола метанированию в реакторе метанирования, содержащем катализатор метанирования, с образованием синтез-газа для производства аммиака; (h) синтез аммиака из синтез-газа для производства аммиака в блоке по производству аммиака и извлечение аммиака; (i) взаимодействие части аммиака и части потока извлеченного диоксида углерода в блоке для производства мочевины с образованием потока мочевины; и (j) стабилизация мочевины путем смешивания потока мочевины и стабилизатора, приготовленного с использованием формальдегида, полученного в блоке для производства стабилизатора,
причем блок удаления диоксида углерода работает посредством абсорбции с использованием жидкого абсорбента и содержит блок регенерации абсорбента, причем способ включает извлечение газового потока, содержащего диоксид углерода, из блока регенерации абсорбента, сжатие части извлеченного содержащего диоксид углерода газового потока для образования сжатого газового потока, содержащего диоксид углерода, и передачу сжатого газового потока, содержащего диоксид углерода, в блок синтеза метанола.
2. Способ по п. 1, в котором стадия получения синтез-газа включает паровую конверсию углеводородов, таких как природный газ, лигроин или отходящий газ нефтеперерабатывающего завода; или газификацию углеродистого сырья, такого как уголь или биомасса.
3. Способ по п. 1, в котором стадия получения синтез-газа включает первичный риформинг в установке риформинга с подогревом огнем или паром и вторичный риформинг в установке вторичного риформинга с воздухом или воздухом, обогащенным кислородом.
4. Способ по п. 1, в котором одна или более стадий конверсии водяного газа включают одну или более стадий высокотемпературной конверсии, низкотемпературной конверсии, среднетемпературной конверсии, изотермической конверсии и кислой конверсии, предпочтительно одну стадию высокотемпературной конверсии, комбинацию высокотемпературной конверсии и низкотемпературной конверсии, одну стадию среднетемпературной конверсии или комбинацию среднетемпературной конверсии и низкотемпературной конверсии.
5. Способ по п. 1, в котором блок удаления диоксида углерода содержит абсорбционный блок, содержащий одну или более абсорбционных емкостей, в которые подают высушенный конвертированный газ и абсорбирующую жидкость, и абсорбционный регенерационный блок, содержащий одну или более абсорбционных регенерационных емкостей, в которых абсорбирующая жидкость, содержащая диоксид углерода, регенерируется путем нагревания и/или снижения давления для получения потока газа, содержащего диоксид углерода.
6. Способ по п. 1, в котором поток газа, содержащий диоксид углерода, включает в себя поток отходящего газа, содержащий диоксид углерода, водород и другие поглощенные газы, практически чистый поток диоксида углерода или их смесь.
7. Способ по п. 6, в котором поток отходящего газа содержит 10-45 мол.% водорода.
8. Способ по п. 6, в котором поток практически чистого диоксида углерода содержит ˂10 мол.% водорода.
9. Способ по п. 6, в котором количество отходящего газа, проходящего в блок синтеза метанола, находится в диапазоне 0,1-2,5% от объема осушенного конвертированного газа, подаваемого в блок удаления диоксида углерода.
10. Способ по п. 6, в котором количество чистого диоксида углерода, поступающего в блок синтеза метанола, находится в диапазоне от 0,1% до 10% по объему от общего количества чистого диоксида углерода, отделенного в блоке удаления диоксида углерода.
11. Способ по п. 1, в котором газовый поток, содержащий диоксид углерода, дополнительно содержит пар, и перед сжатием газовый поток, содержащий диоксид углерода, охлаждают до температуры ниже точки росы для конденсации пара в виде воды, которую извлекают с помощью сепаратора для получения сухого газового потока, содержащего диоксид углерода.
12. Способ по п. 1, в котором блок синтеза метанола работает на прямоточной основе или на рециркуляционной основе, в которой непрореагировавшие газы после удаления метанола возвращаются в реактор синтеза метанола по контуру.
13. Способ по п. 1, в котором синтез метанола осуществляют в одну стадию при температуре на входе в катализатор в диапазоне 200-320°C, предпочтительно 200-270°C.
14. Способ по п. 1, в котором неочищенный метанольный продукт, выделенный на стадии синтеза метанола, подают в реактор окисления.
15. Способ по п. 1, в котором блок для получения стабилизатора формальдегида образует стабилизирующий отходящий газ блока стабилизации, который рециркулируется в способ, либо непосредственно, либо после одной или более стадий обработки отходящего газа в блоке очистки отходящего газа.
16. Способ по п. 6, в котором поток отходящего газа содержит 25-40 мол.% водорода.
17. Способ по п. 6, в котором поток отходящего газа содержит 30-35 мол.% водорода.
18. Способ по п. 6, в котором поток практически чистого диоксида углерода содержит ≤5 мол.% водорода.
19. Способ по п. 6, в котором количество чистого диоксида углерода, поступающего в блок синтеза метанола, находится в диапазоне от 0,1% до 5% по объему от общего количества чистого диоксида углерода, выделенного в блоке удаления диоксида углерода.
20. Способ по п. 6, в котором количество чистого диоксида углерода, поступающего в блок синтеза метанола, находится в диапазоне от 0,1% до 2,5% по объему от общего количества чистого диоксида углерода, выделенного в блоке удаления диоксида углерода.
| WO 2016132091 A1, 25.08.2016 | |||
| WO 2016132092 A1, 25.08.2016 | |||
| СПОСОБ РЕГЕНЕРАЦИИ АБСОРБЕНТА | 2000 |
|
RU2193441C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА ДЛЯ СИНТЕЗА АММИАКА | 2008 |
|
RU2478564C2 |
| СПОСОБ СОВМЕСТНОГО ПРОИЗВОДСТВА МЕТАНОЛА И АММИАКА ИЗ ИСХОДНОГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2009 |
|
RU2534092C2 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА | 2009 |
|
RU2417158C2 |
| СПОСОБ ФОРМИРОВАНИЯ МОЧЕВИНЫ ПОСРЕДСТВОМ ОБЪЕДИНЕНИЯ ПРОЦЕССА ПОЛУЧЕНИЯ АММИАКА И ПРОЦЕССА ПОЛУЧЕНИЯ МОЧЕВИНЫ И СИСТЕМА ДЛЯ ЭТОГО | 2013 |
|
RU2569306C1 |
| WO 2008135150 A1, 13.11.2008. | |||

