Изобретение относится к области переработки пластмасс, а именно к формированию полимеров экструзией ля получения прутковых изделий круглого и фосонного профиля из ароматических сложных полиэфиров, предназначенных для использования в различных областях науки и техники.
Известен способ изготовления прутковых изделий из полимеров, позволяющий производить переработку ароматических сложных полиэфиров путем литьевого прессования, заключающийся в том, что порошковый материал, засыпанный и подпрессованный, проходит зону плавления и деформируется через канал матрицы (Справочник по пластическим массам, под ред. В.М. Катаева, В.А. Попова, Б.И. Сажина, М. Химия, 1975, т. 2, с.185).
Однако данный способ имеет низкую производительность и высокую энергоемкость, обусловленные необходимостью периодического нагревания и охлаждения пресс-формы при получении каждого изделия и выдержки полимера под давлением. Этот способ не позволяет получать длинномерные прутковые изделия.
Известен способ изготовления прутковых изделий из полимеров, позволяющий перерабатывать ароматические сложные полиэфиры путем литья под давлением, заключающийся в том, что порошковый материал, засыпанный и подпрессованный в экструдере, проходит зону плавления и зону шнековой пластикации и деформируется через литниковый канал матрицы (Справочник по пластическим массам, под ред. В. М. Катаева, В.А. Попова, Б.И. Сажина, М. Химия, 1975, т. 2, с.185-186).
Однако известный способ неприменим к полимерам, имеющим высокую вязкость расплава, и не позволяет получать длинномерные изделия.
Наиболее близким по технической сущности к изобретению является способ изготовления прутковых изделий из компонора, при котором из порошка полимера формуют при комнатной температуре заготовки в виде цилиндров, нагревают их в печи и подвергают экструзии в обогреваемом контейнере через матрицу, нагретую до температуры нагрева заготовок (SU, авторское свидетельство, N 1839148, кл. B 29 C 47/54, 1993).
Указанный способ лишен многих недостатков, присущих вышеописанным способам изготовления прутковых изделий. Он позволяет получить длинномерные прутки из полимеров с высокой вязкостью расплава, обладает сравнительно низкой энергоемкостью с высокой производительностью, может быть реализован на серийно выпускаемом оборудовании, позволяет достигать высокого уровня прочностных свойств. Однако способ применим лишь для полимеров, которые допускают свободный нагрев /нагрев в печи/ скомпактированных порошковых заготовок без разрушения последних до температур, близких к температуре плавления, а его режим /температура нагрева, степень вытяжки/ установлены для материалов, относящихся к гибко-цепным аморфно-кристаллическим полимерам.
Ароматические сложные полиэфиры жестко-цепные полимеры, имеющие аморфную структуру. Такое существенное отличие в строении предполагает возможные различия в режимах экструзии по сравнению с ближайшим техническим решением. Кроме того, свободный нагрев скомпактированных порошковых заготовок из ароматических сложных полиэфиров до температур, близких к температуре плавления /перехода в вязкотекучее состояние/, не может быть реализован на практике, поскольку уже нагрев заготовок до температур, соответствующих интервалу стеклования, вызывает их разрушение.
Техническим результатом изобретения является обеспечение возможности изготовления прутковых изделий из ароматических сложных полиэфиров с высоким уровнем прочностных свойств с сохранением достаточно высокой производительности процесса, низкой энергоемкости и реализации способа на серийно выпускаемом оборудовании.
Для достижения технического результата в способе изготовления прутковых изделий из ароматического сложного полиэфира, при котором из порошка полимера формуют при комнатной температуре заготовки в виде цилиндров, нагревают их в печи и подвергают экструзии в обогреваемом контейнере через матрицу, нагретую до температуры нагрева заготовок, согласно изобретению, нагрев заготовок в печи осуществляют до температуры, равной температуре стеклования полимера, после чего заготовки дополнительно нагревают в контейнере до температуры, равной 0,95-0,98 температуры перехода полимера в вязкотекучее состояние, а экструзию осуществляют со степенью вытяжки λ 6-8.
Указанный выбор режимов, при которых осуществляют операции способа, позволяет перерабатывать порошкообразные ароматические сложные полиэфиры в прутковые изделия хорошего качества.
В основу выбора режимов положены результаты проведенных авторами исследований.
Сущность изобретения поясняется чертежом, на котором изображено устройство для осуществления способа. Устройство включает контейнер высокого давления 1, матрицу 2, плунжер 3, нагреватель 4.
Способ осуществляют следующим образом.
Предварительно из порошка полимера компактируют нужные по размерам (диаметр, длина) цилиндрические заготовки, которые затем нагревают в печи до температуры, равной температуре стеклования полимера, и подвергают экструзии со степенью вытяжки l 6-8 после дополнительного нагрева в контейнере высокого давления 1 до температуры 0,95-0,98 температуры перехода полимера в вязкотекучее состояние через матрицу 2, нагретую до этой же температуры, при помощи плунжера 3.
Пример.
Изготавливали прутковые изделия круглого профиля из полимера ДФ-10, представляющего собой композицию на основе полиарилата ДВ-Н и сополисульфонформаля Ф. В свою очередь, ДВ-Н полиарилат на основе диана и смеси дихлорангидридов изо- и терефталевой кислот (1:1). Ф на основе диана и 4,4'-дихлордифенилсульфона и хлористого метилена (1:1). Варьировали величину степени вытяжки λ(λ = d
Результаты исследований показали, что при T
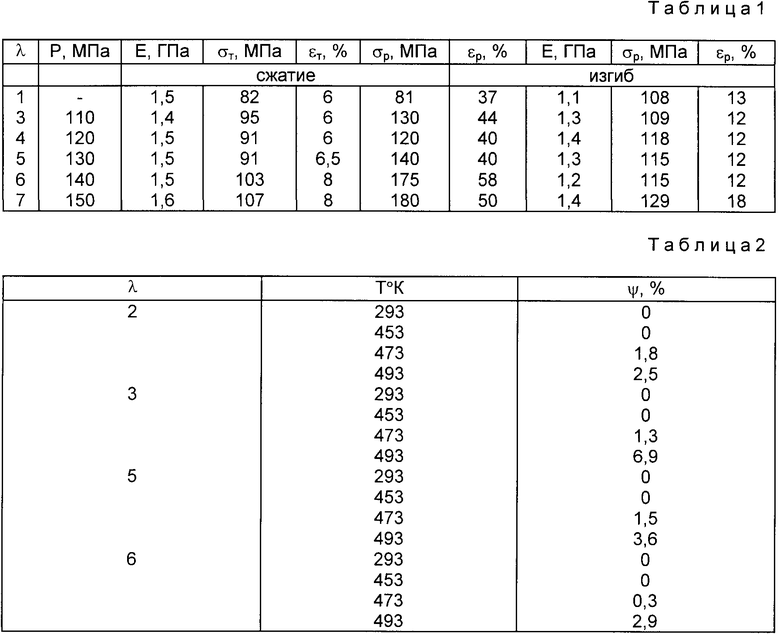
В табл. 1 приведены данные о влиянии λ на давление выдавливания P и деформационно-прочностные характеристики ДФ-10 при Tэ 523 K: модуль упругости E, предел текучести sт предел прочности σp деформацию текучести εт и деформацию разрушения εp Механические свойства измеряли при одноосном сжатии /образцы цилиндрической формы диаметром 10 и длиной 15 мм/ и трехточечном изгибе/ образцы цилиндрической формы диаметром 4,5 и базовой длиной 30 мм, острый надрез длиной 0,25 мм/.
Из таблицы следует, что процесс экструзии полимера может быть реализован при сравнительно невысоких давлениях выдавливания. С ростом λ модуль упругости изменяется незначительно, в то время как sт и σp заметно увеличиваются. Одновременно повышается пластичность материала. При λ = 9 давление выдавливания возрастает до 200 МПа, при этом имеет место спиралевидное закручивание экструдатов.
Сравнение со свойствами аналогичных материалов, получаемых литьем под давлением или литьевым прессованием, показывает, что экструзия в твердом состоянии способствует существенному повышению прочностных показателей: например, характерные значения σp таких материалов при сжатии составляют ≈ 60-100 МПа.
Изделия, получаемые описываемым способом, имеют высокую термостабильность.
Исследование термической усадки /увеличения диаметра/ экструдатов показало /табл. 2/, что необратимое изменение их геометрических размеров начинается при нагреве температур, близких к Tэ, и превышающих температуру стеклования, равную 453 K, значениями которой, как правило, ограничивается интервал эксплуатации изделий из амофрных полимеров. Усадку изучали на образцах цилиндрической формы диаметром 10 и длиной 15 мм после выдержки их при заданных температурах T в глицерине в течение 15 мин. Величину усадки (разбухание) оценивали по изменению диаметра и рассчитывали по формуле:  где d1, d2 соответственно диаметр экструдата до и после нагрева.
где d1, d2 соответственно диаметр экструдата до и после нагрева.
Аналогичные закономерности в изменении свойств установлены при экструзии порошковых заготовок ДВ-Н.
Анализ данных, приведенных в табл. 1, 2, а также особенностей процесса экструзии позволяет рекомендовать для ароматических сложных полиэфиров в качестве оптимальных λ = 6-8 Этот интервал λ обеспечивает достижение высокого уровня механических свойств при небольших значениях давления выдавливания и удовлетворительном качестве экструдатов, что делает процесс технологичным.
Использование описываемого способа наиболее эффективно, так как получение прутков достигается без стадии расплавления и дальнейшего принудительного охлаждения под давлением, что позволяет поддерживать температуру оснастки постоянной и в результате снижает энергоемкость процесса и повышает его производительность. Кроме того, способ может быть реализован на серийно выпускаемом оборудовании /пресса, печи/ и требует изготовления простой оснастки /пресс-форма, контейнер, матрица, плунжер, нагреватель/, при этом получаемые изделия характеризуются высоким уровнем прочностных свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ ИЗ АРОМАТИЧЕСКОГО ПОЛИКЕТОНА | 1993 |
|
RU2083369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2056972C1 |
| СПОСОБ ФОРМОВАНИЯ ТЕРМОПЛАСТОВ | 2007 |
|
RU2361733C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА АЛМАЗЫ | 1994 |
|
RU2090648C1 |
| МОДИФИЦИРОВАННЫЕ СИСТЕМЫ ГОРЯЧИХ ЛИТНИКОВЫХ КАНАЛОВ ДЛЯ ИНЖЕКЦИОННО-ВЫДУВНОГО ФОРМОВАНИЯ | 2008 |
|
RU2479425C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2009 |
|
RU2404055C2 |
| СМОЛЫ НА ОСНОВЕ СЛОЖНЫХ СОПОЛИЭФИРОВ ДЛЯ ПРОИЗВОДСТВА УПАКОВКИ, ПОЛУЧЕННЫЕ БЕЗ ИСПОЛЬЗОВАНИЯ ТВЕРДОФАЗНОЙ ПОЛИМЕРИЗАЦИИ, СПОСОБ ПЕРЕРАБОТКИ СМОЛ НА ОСНОВЕ СЛОЖНЫХ СОПОЛИЭФИРОВ С ИЗМЕНЕНИЕМ ПРИВЕДЕННОЙ ВЯЗКОСТИ И КОНТЕЙНЕРЫ И ДРУГИЕ ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ДАННЫМ СПОСОБОМ | 2007 |
|
RU2440894C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ГРАНУЛИРОВАННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2012 |
|
RU2527049C2 |
| Способ изготовления прутковых изделий из компонора | 1991 |
|
SU1839148A1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ОБРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ТВЕРДОФАЗНОЙ ЭКСТРУЗИИ И УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2014 |
|
RU2574267C1 |
Использование: изобретение относится к области переработки плстмасс, а именно формованию полимеров экструзией для получения прутковых изделий круглого и фасонного профиля из ароматических сложных полиэфиров, предназначенных для использования в различных областях науки и техники. Сущность изобретения: в способе изготовления прутковых изделий из ароматического сложного полиэфира нагрев заготовок в печи осуществляют до температуры, равной температуре стеклования полимера. После этого заготовки дополнительно нагревают в контейнере до температуры, равной 0,95 - 0,98 температуры перехода полимера в вязкотекучее состояние. Экструзию осуществляют со степенью вытяжки λ = 6 - 8. 1 ил., 2 табл.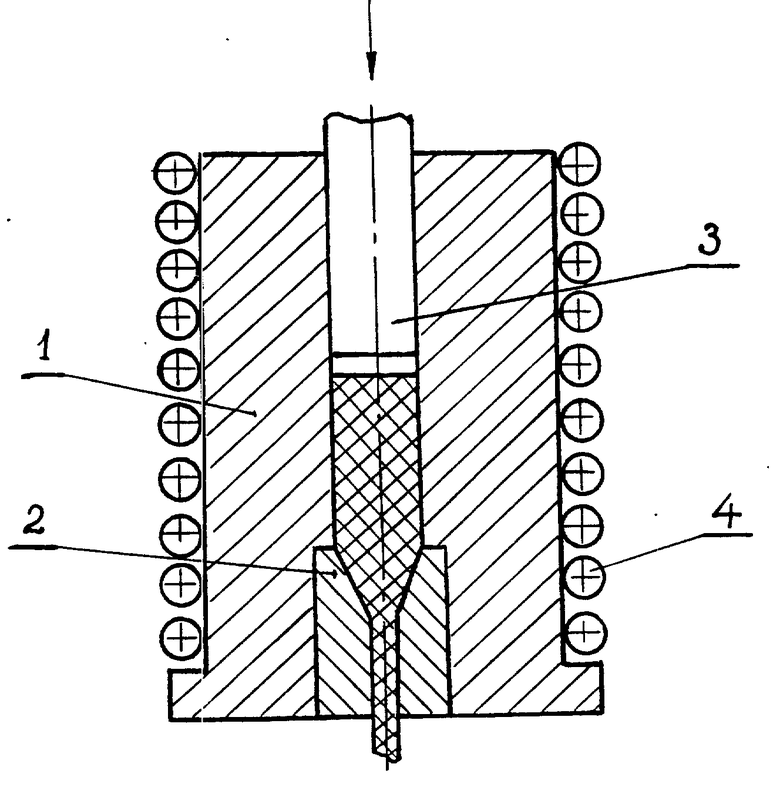
Способ изготовления прутковых изделий из ароматического сложного полиэфира, при котором из порошка полимера формуют при комнатной температуре заготовки в виде цилиндров, нагревают их в печи и подвергают экструзии в обогреваемом контейнере через матрицу, нагретую до температуры нагрева заготовок, отличающийся тем, что нагрев заготовок в печи осуществляют до температуры, равной температуре стеклования полимера, после чего загогтовки дополнительно нагревают в контейнере до температуры, равной 0,95 0,98 температуры перехода полимера в вязкотекучее состояние, а экструзию осуществляют со степенью вытяжки λ 6 8.
| "Справочник по пластическим массам" | |||
| Под ред.В.М.Катаева, В.А.Попова, Б.И.Сажина | |||
| М.: Химия, 1975, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
| SU, авторское свидетельство, N 1839148, кл | |||
| Солесос | 1922 |
|
SU29A1 |
