Изобретение относится к литейному производству и может быть использовано в различных отраслях народного хозяйства для получения отливок, в том числе заготовок зубчатых колес.
Цель изобретения - снижение трудоемкости процесса, повышение качества отливок путем повышения точности фиксации.
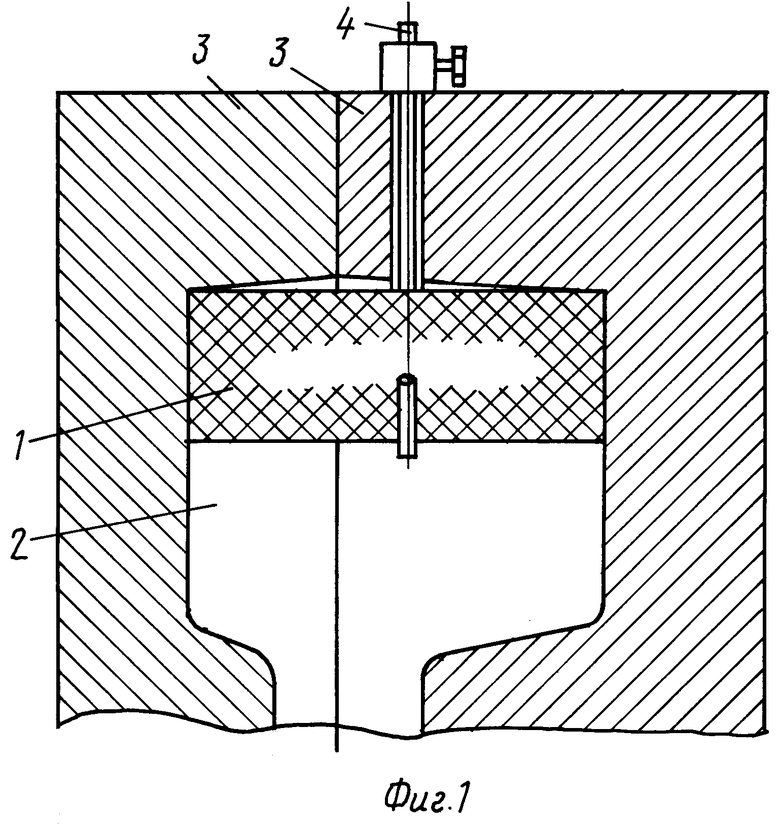
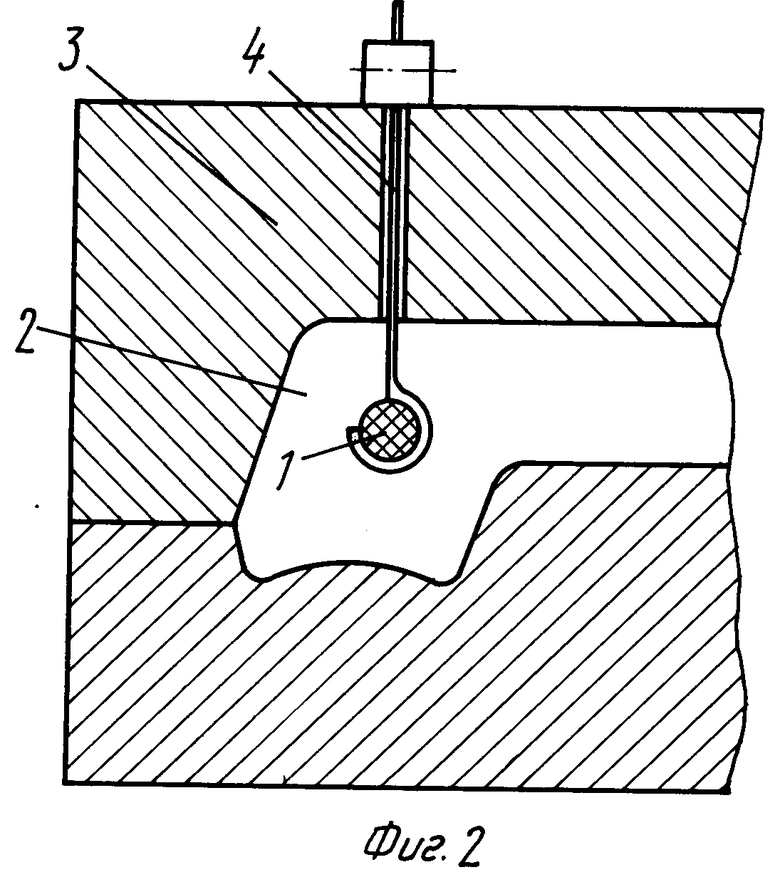
На фиг. 1 и 2 дан пример размещения холодильника и армирующего элемента.
Холодильник или армирующий элемент 1 выполняют в виде сплошного тела кольцевой формы и помещают его внутри литейной полости 2 при приготовлении формы 3 на подвесках 4, закрепляемых на форме и регулируемых относительно оси заливки, например, вручную. Холодильник может иметь различную форму поперечного сечения, например круглую или шестигранную, например используют материал сортового проката или многожильной проволоки. В зависимости от типа получаемой отливки место внутри формы, в котором размещают холодильник при его приготовлении, определяют вариантно, так что после заливки металла холодильник находится либо на внешней поверхности отливки (внешний холодильник), либо внутри тела отливки (внутренний холодильник). Для размещения холодильника используют подвески из оплавляемого материала.
П р и м е р. Отливка: заготовка зубчатого конического колеса диаметром 316 с модулем зуба 8 мм. Материал отливки: чугун ВЧ-40 или ВЧ-60 с tпл. 1350-1400оС.
Для получения отливки использован кольцевой холодильник диаметром 12 мм, выполненный из стали 3 круглого сечения диаметром 10 мм и в качестве подвесок использована стальная проволока диаметром 3 мм. Холодильник размещают по месту получения участка отливки под зубчатый венец и после заливки металла в форму холодильник остается внутри отливки. В результате получают отливку заготовки зубчатого колеса, имеющую плотную стабильную структуру в массивной части участка под венец. Наличие холодильника позволяет сократить объем прибыльной части. Его установка с помощью подвесок упрощает технологический процесс, снижает затраты. Плотность отливки определяют по результатам традиционных металлографических испытаний образцов, вырезанных из тела отливки.
Реализация способа обеспечивает по сравнению с прототипом получение качественных отливок при одновременном упрощении и удешевлении процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА | 1991 |
|
RU2030249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕС | 1991 |
|
RU2013177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ КОЛЕС | 1990 |
|
RU2072395C1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПОВОРОТА СТОЛА ФОРМОВОЧНОЙ МАШИНЫ | 1989 |
|
RU2040358C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1990 |
|
RU2021877C1 |
| СТАН ДЛЯ НАКАТЫВАНИЯ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1989 |
|
RU2013178C1 |
| УСТАНОВКА ДЛЯ ПРОСТАНОВКИ И ФОРМОВКИ В ОПОКАХ БЛОКОВ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 1991 |
|
RU2029654C1 |
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ | 1989 |
|
RU2033277C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1994 |
|
RU2081729C1 |
Использование: в литейном производстве, а также в различных отраслях народного хозяйства, в том числе и автомобилестроении и сельхозмашиностроении для снижения трудоемкости процесса и повышения качества отливок путем повышения точности фиксации. Сущность изобретения: перед заливкой металла в литейную полость соответственно подготовленной формы с использованием холодильников и/или армирующих элементов их подвешивают на регулируемых подвесках. Использованием оплавляемых подвесок достигают возможности дополнительно упрочнять отливку, и исключить работы по удалению холодильника из отработанной формовочной смеси по окончании процесса. Способ может быть реализован для расширенного диапазона номенклатуры отливок, т.к. позволяет варьировать место установки холодильника как с внешней стороны отливки, так и внутри ее. 2 ил.
СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК, включающий установку в литейной форме на регулируемых подвесках холодильников и/или армирующих элементов и заливку расплава, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества отливок путем повышения точности фиксации холодильников и/или армирующих элементов, регулируемые подвески выполняют из материала, оплавляемого при заливке расплава.
| Устройство диагностики многопроцессорного вычислительного комплекса | 1988 |
|
SU1548792A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

