Изобретение относится к литейному производству для получения отливок с использованием технологических элементов, например холодильников или армирующих вставок и т.п.
Цель изобретения - повышение качества отливок и снижение трудоемкости изготовления формы.
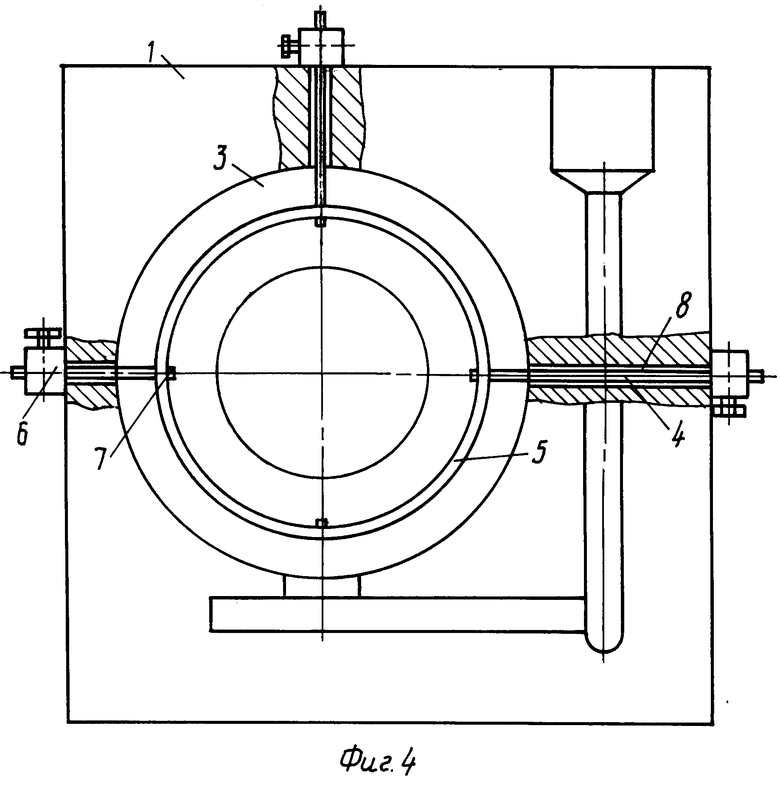
На фиг. 1 дан общий вид формы, разрез (пример с технологическим элементом в виде внутреннего холодильника); на фиг. 2 - то же, вид в плане; на фиг. 3 - пример выполнения формы с технологическим элементом в виде наружного холодильника; на фиг. 4 - пример размещения технологического элемента при выполнении формы с вертикальным разъемом.
Форма состоит из полуформ 1 и 2, может быть выполнена с горизонтальной или вертикальной плоскостью разъема. В литейной полости 3 с помощью фиксаторов 4 установлен технологический элемент 5. Каждый фиксатор выполнен в виде стержня, закрепленного на полуформе с помощью регулируемых зажимов 6 и имеющего изогнутый поддерживающий конец 7. Расположение стержней в форме вариантно в зависимости от вида используемого элемента 5 и его месторасположения, что определяется его функциональным назначением и типом отливки (на представленных чертежах даны примеры некоторых из вариантов). Число фиксаторов также вариантно и определяется конструктивно в зависимости от вида элемента 5. Фиксаторы размещены в отверстиях 8 с возможностью продольного перемещения.
Сущность предлагаемого технического решения поясняется на конкретном примере выполнения литейной формы для получения отливки - заготовки зубчатого колеса - ведомой шестерни заднего моста грузового автомобиля.
Форма выполнена с горизонтальной плоскостью разъема и имеет полуформы верха 1 и низа 2. Технологический элемент 5 в ней представлен внутренним холодильником кольцевой формы. Отливка колеса имеет массивный по отношению к основанию участок под зубчатый венец, поэтому холодильник установлен в полости 3 по месту расположения этого участка с тем, чтобы после получения отливки он остался в теле отливки. Холодильник подвешен с помощью трех фиксаторов 4, расположенных в отверстиях 8. Дополнительно могут быть использованы жеребейки 9. Остальные элементы формы выполнены в соответствии с вышеописанным.
Сборка формы осуществляется следующим образом.
В специальный поддон устанавливается изготовленная из термореактивной смеси полуформа низа 2, имеющая плоский контрлад. В предназначенной для сборки полуформе 1, изготовленной из той же термореактивной смеси и имеющей плоский контрлад, выполняют при помощи сверла три отверстия 8 диаметром 4 мм, равномерно расположенных по окружности, ось которых перпендикулярна плоскости разъема формы. Для более точного расположения отверстий 8 может быть использован кондуктор. В отверстия вставляются фиксаторы 4, изготовленные из проволоки ⊘ 2-3 мм, изогнутый конец 7 стержня находится снизу. Стержни фиксируются со стороны контрлада зажимами 6 в виде винта во втулке, через которую проходят эти стержни и выравниваются по длине таким образом, чтобы обеспечить наиболее выгодное положение в полости литейной формы.
По окончании выравнивания на концах 7 подвешивается кольцеобразный холодильник 5. Собранная таким образом верхняя полуформа спаривается с нижней полуформой и обе полуформы скрепляются.
Использование изобретения упрощает и удешевляет сборку формы, повышает качество литья за счет точной установки технологического элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2030250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕС | 1991 |
|
RU2013177C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ КОЛЕС | 1990 |
|
RU2072395C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| Литейная форма | 1986 |
|
SU1405944A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |



Использование: в литейном производстве для получения отливок с использованием технологических элементов, таких как, например, холодильники, армирующие вставки и т.п. для повышения качества получаемых отливок и снижения трудоемкости изготовления литейной формы. Сущность изобретения: каждый фиксатор технологического элемента выполнен в виде стержня с крючкообразными охватывающими технологический элемент концами и снабжен регулируемым зажимом. При этом соответствующая полуформа выполнена со сквозными отверстиями для размещения стержней, причем каждый стержень установлен в отверстии с возможностью осевого перемещения в нем. 1 з.п. ф-лы, 4 ил.
| Устройство диагностики многопроцессорного вычислительного комплекса | 1988 |
|
SU1548792A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
