Изобретение относится к технологии производства зубчатых колес из высокопрочного чугуна.
Известен способ изготовления чугунных зубчатых колес, при котором литьем получают заготовку без зубьев с гладким венцом, а затем осуществляют формообразование зубьев на этом венце, которое проводят методом горячего накатывания с одновременным проведением термообработки путем нагрева заготовки до 950-1150оС и последующего охлаждения [1] . При этом из-за относительно низкой температуры плавления чугуна увеличение температурной выдержки, необходимое для прогрева зоны накатывания в области венца заготовки (массивного по отношению к основанию в силу предъявляемых к выходным параметрам готовых колес, особенно конических, условий), приводит к превышению оптимального уровня пластичности материала заготовки, достаточного для полного заполнения зуба. Происходит как бы растекание металла из-под накатного инструмента, что может привести к искажению формы зуба и, таким образом, негативно повлиять на распространение в машиностроении технологий изготовления деталей машин из чугуна, особенно зубчатых колес ответственных и высоконагруженных передач.
Цель изобретения - расширить область распространения технологий изготовления деталей машин из чугуна за счет расширения номенклатуры изготавливаемых из чугуна зубчатых колес при повышении эксплуатационных прочностных характеристик колес и улучшении условий накатывания чугуна.
Это достигается тем, что в способе изготовления чугунных зубчатых колес до начала этапа формообразования зубьев накатыванием в тело заготовки вводят термобарьерный кольцевой элемент и формообразование зубьев проводят в присутствии этого элемента, причем устанавливают элемент его на этапе получения заготовки литьем, например в виде устанавливаемого перед заливкой металла в форму внутреннего холодильника.
В качестве кольцевого элемента используют материал сортового стального проката или изготавливают этот элемент из многожильной проволоки.
Введение кольцевого элемента перед накаткой обеспечивает качественное формообразование зубьев колеса, так как присутствие элемента позволяет удерживать оптимальный уровень пластичности материала (чугуна), достаточный для качественной накатки (полного заполнения зуба) при значительных температурных выдержках нагрева зоны накатывания, благодаря тому, что кольцевой элемент путем отбора тепла выполняет роль демпфера на пути распространения теплового фронта от верха венца к основанию заготовки.
Введение этого кольцевого демпфирующего элемента на этапе литья создает попутный эффект поскольку, выступая в качестве холодильника, он способствует получению стабильной плотной отливки, так как предотвращает дефекты литья колеса, возможные в зоне сопряжения венца и основания из-за особенностей конструкции заготовки, имеющей значительный перепад толщины основания и общей высоты колеса (примерно в соотношении 1: 2 в коническом колесе для главной передачи автомобиля ЗИЛ).
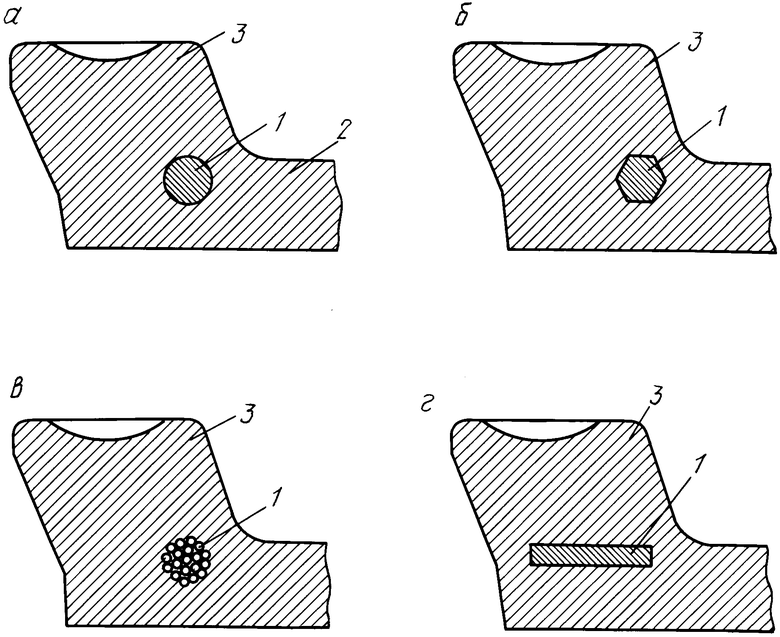
На чертеже даны примеры выполнения формы поперечного сечения кольцевого элемента.
Кольцевой элемент 1 устанавливают в теле заготовки зубчатого колеса, имеющей основание 2 и гладкий венец 3, с размещением его вне зоны накатывания. Введение элемента осуществляют до начала формообразования, например на этапе получения заготовки литьем, в виде устанавливаемого перед заливкой чугуна в форму холодильника, который по завершении литья оставляют внутри отливки, причем элемент выполняют термостойким к температуре последующего нагрева заготовки, т. е. используют материал с температурой плавления выше температуры плавления чугуна, используемого для изготовления конкретной шестерни.
Полученную отливку подвергают нагреву для осуществления термообработки, необходимой для структурного упрочнения материала заготовки и формообразования зубьев на ее венце методом горячего накатывания. При этом кольцевой элемент выступает в роли демпфера на пути распространения теплового фронта от вершины венца к основанию, поэтому присутствие термостойкого кольцевого элемента при нагреве заготовки обеспечивает получение оптимального соотношения уровней пластичности венца и основания, необходимого для того, чтобы накатывание осуществлялось с полым заполнением формы зуба. По окончании накатывания деталь охлаждают.
Кольцевой элемент может быть изготовлен стальным, например из сортового проката (примеры а, б, г), многожильной проволоки (пример в), или из другого материала, стойкого к температуре плавления чугуна, и размеры элемента в целом, форму и площадь его поперечного сечения определяют технологически. Конкретное место размещения элемента также вариантно, например его устанавливают под зоной накатывания.
П р и м е р. Заготовку получают путем заливки чугуна ВЧ-40 или ВЧ-60 при температуре 1350-1400оС в полость формы с установленным в ней кольцевым элементом 1, который выполнен из стали Ст3 круглого профиля в сечении. Диаметр элемента составляет 10 мм. После заливки металла в форму кольцевой элемент 1 остается в теле заготовки-отливки, которая имеет диаметр 316 мм и венец под накатывание зубьев модулем 8 мм. Отливка благодаря наличию элемента 1, выступающего при литье в качестве холодильника, имеет плотную структуру, в том числе и в массивной части, и упрочнена, т. к. оставаясь по завершении литья в теле заготовки, элемент выполняет роль армирующей вставки.
Заготовку нагревали до 1140оС и производили на ней накатывание зубьев, после чего заготовку подвергали охлаждению.
Использование предлагаемого технического решения обеспечивает качественную накатку зубчатых чугунных колес, в том числе и ответственных автомобильных передач, способствует осуществлению мероприятий по расширению диапазона деталей машин, изготавливаемых из чугуна взамен стальных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННЫХ КОЛЕС | 1990 |
|
RU2072395C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2030250C1 |
| ЛИТЕЙНАЯ ФОРМА | 1991 |
|
RU2030249C1 |
| СТАН ДЛЯ НАКАТЫВАНИЯ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1989 |
|
RU2013178C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ДИСКОВ | 1997 |
|
RU2123406C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБОНАКАТНОГО ИНСТРУМЕНТА | 1973 |
|
SU393016A1 |
| Способ накатки зубчатых профилей | 1989 |
|
SU1810195A1 |
| Станок для холодного накатывания зубчатых профилей | 1988 |
|
SU1780910A1 |
| Способ изготовления зубчатых венцов | 1991 |
|
SU1821282A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для производства зубчатых колес из высокопрочного чугана. Способ заключается в том, что до начала формообразования зубьев в тело заготовки вводят кольцевой термобарьерный элемент, например из сортового стального проката, который располагают вне зоны накатывания, и формообразование зубьев проводят в присутствии этого элемента. 4 з. п. ф-лы, 1 ил.

